[:fr]
Comment remédier aux défauts d’impression
La pièce peut se décoller du plateau pour 3 raisons.
– la buse est trop éloignée du plateau ( l’article planéité du plateau d’impression traite ce sujet )
– la surface en contact avec le plateau est trop faible
– les coins de la pièce se déforme ( problème de wrapping )
I ) Surface en contact faible
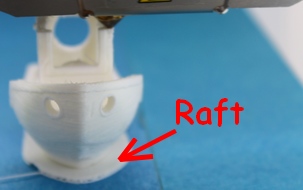
a ) Solution du raft ( radeau )
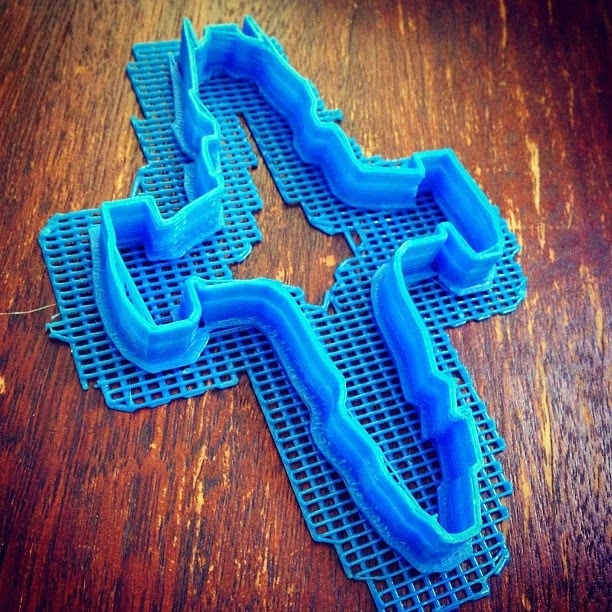
Il suffit de cocher une option dans votre logiciel slicer ( tranchage ) et le raft se fait automatiquement.
Il permet d’avoir une plus grande surface d’adhésion entre le plateau et votre pièce et il peut être utilisé également pour compenser un plateau dont la surface n’est pas bien plane.
Le raft est ensuite enlevé à la main après impression.
Inconvénients :
– temps d »impression du raft qui s’ajoute à celui de la pièce.
– plus de matériaux utilisé pour faire le raft
– laisse des traces en dessous de la pièce
Remarque : Le raft permet aussi de résoudre le problème inverse, une pièce très difficile à décoller du plateau car la surface en contact est très grande, le raft étant un quadrillage, la surface en contact du plateau n’est jamais très importante.
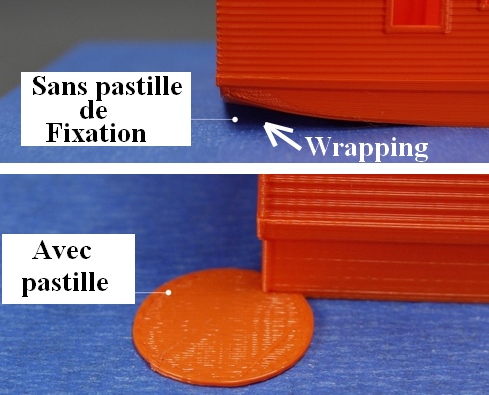
b ) Solution des pastilles de fixation
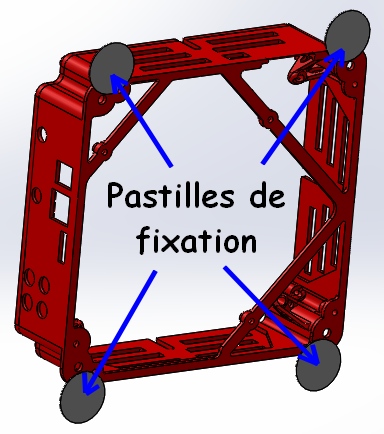
Vous devez ajouter ces pastille avec votre logiciel de conception volumique avant l’export au format STL ou OBJ.
Ces pastilles ne devront pas faire plus de 0.5mm d’épaisseur pour pouvoir être ensuite retirées à la main après impression.
Elles sont utiles également contre le wrapping et ces pastilles devront être disposés dans les coins.
II ) Les extrémitées d’une pièce se déforme
a ) Ajouter des pastilles de fixation
Ces pastille sont a ajouter avec votre logiciel de conception volumique avant l’export au format STL ou OBJ.
Ces pastilles ne devront pas faire plus de 0.5mm d’épaisseur pour pouvoir être ensuite retirées à la main après impression.
b ) Imprimer avec l’option « Brim » ( Bordure )
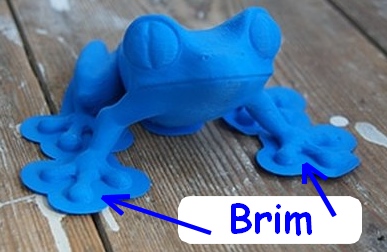
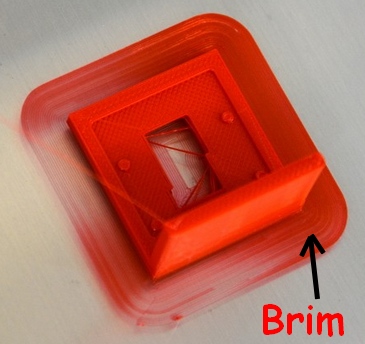
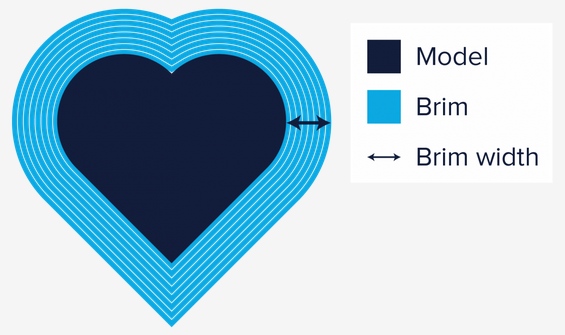
L’option « Brim » permet d’avoir une bordure très fine qui s’imprime automatiquement autour de l’objet.
La largeur de cette bordure est paramétrable, elle peut être augmentée ou diminuée, selon le risque de wraping plus ou moins élevé de votre pièce.
La bordure peut se retirer ensuite à la main après impression.
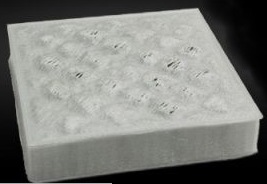
Le pillowing ou effet tête d’oreiller apparaît sur la surface au-dessus lorsque le nombre de couche est insuffisant.
Pour y remédier, il faut :
- Augmenter la ventilation lors de l’impression de ces surfaces
- Imprimer 6 à 7 couches pour la surface supérieure, dépendant de l’épaisseur de couches. En général, l’épaisseur des surfaces inférieures et supérieures doit être équivalente à l’épaisseur des parois.
- Augmenter la densité de remplissage, une densité très faible entraîne facilement des bosses et des trous, en raison de l’espace entre les structures de support.
- La réduction de la température d’extrusion peut également atténuer ce défaut mais attention de ne pas trop l’abaisser au risque de créer d’autres problèmes (extrusion difficile, réduction du flux…)