[:en]
I ) Surface plate assez importante
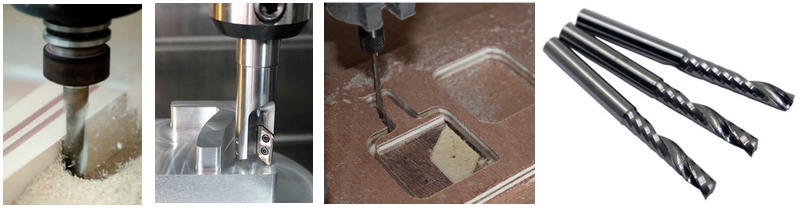
Utilisation de fraises à surfacer ( appelé aussi fraises tourteau )

Les fraises à surfacer permettent de générer une surface plane perpendiculaire à l’axe de rotation de la fraise.
Elles conviennent très bien pour surfacer une plaque martyr et corriger des défauts de planéité.
I ) Surface plate assez importante
Utilisation de fraises à surfacer ( appelé aussi fraises tourteau )
Les fraises à surfacer permettent de générer une surface plane perpendiculaire à l’axe de rotation de la fraise.
Elles conviennent très bien pour surfacer une plaque martyr et corriger des défauts de planéité.
Choix de l’outil selon la forme à usiner
- I ) Surfaces plates importantes
- II ) Coupes droites et poches
- III ) Formes 3D - sculptures
- IV ) Formes en V
- V ) Gravures de précision
- VI ) Formes particulières
I ) Surface plate assez importante
Utilisation de fraises à surfacer ( appelé aussi fraises tourteau )
Les fraises à surfacer permettent de générer une surface plane perpendiculaire à l’axe de rotation de la fraise.
Elles conviennent très bien pour surfacer une plaque martyr et corriger des défauts de planéité.
II ) Coupes droites et poches
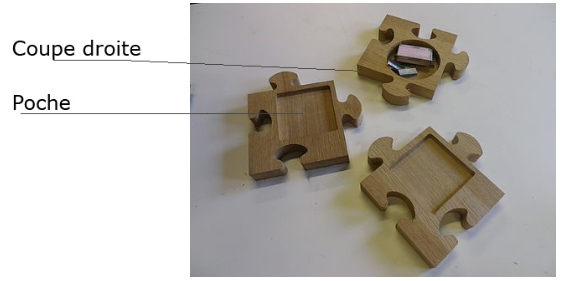
Fraise cylindrique droite ( flat nose )
Cette fraise est la plus commune, elle permet de découper des pièces avec des champs droits ou faire des poches dans le matériaux
En diamètre 2 ou 3mm c’est l’outil approprié pour faire des lettrages
 |
Les fraises permettant les coupes droites et les poches font partie des fraises dites « 2 tailles » car elles permettent de générer 2 surfaces en même temps.
– une surface perpendiculaire à l’axe de la fraise – une surface parallèle à l’axe de la fraise

III ) Usinage 3D ( sculpture )
Pour l’usinage 3D un outil avec embout hémisphérique ( ball nose ) est indispensable.

L’usinage 3D est plus long que le fraisage 2D ou la découpe et le rayon de l’extrémité de l’outil devra être inférieur au plus petit rayon de la pièce à usiner quel que soit le plan XY – XZ ou YZ.
 |
Pour en savoir plus sur l’usinage 3D |
IV ) Formes en V ( V Carving )

Les fraises de V Carving ont généralement une queue de 6mm et permettent d’usiner à des angles de 45°, 60°, 90° ou 120°
Attention plus l’angle est élevé, plus la différence de vitesse de coupe entre le bas et le haut de la fraise est important, cela peut donner un état de surface légèrement différent entre le bas et le haut de la gravure, particulièrement pour certaines matières plastiques.
Utilisation 1 : Gravure de certaines polices d’écriture, calligraphie

Pour certaines polices d’écriture, les lettres ont à leurs extrémité des trait très fins.
Le diamètre d’un outil cylindrique classique ne peut pas avoir un diamètre trop petit, inférieur à 1 ou 2mm sinon il se casse avec l’effort de coupe.
Le principe c’est celui du calligraphe qui appuie plus ou moins fort sur son pinceau afin de faire son trait plus ou moins large. On demande à la CNC de descendre l’outil plus ou moins profondément afin d’avoir une largeur de coupe importante ou très fine.
Utilisation 2 : Réalisation de bas reliefs
Réaliser un bas relief en V-Carving est plus rapide que de le faire en usinage 3D avec un outil hémisphérique
Utilisation 3 : réaliser des chanfreins
Voici un exemple ou réaliser des chanfreins est nécessaire

Une technique pour faire des pliages très précis avec du Dibon ( une matière composite aluminium, plastique aluminium ) c’est de réaliser des chanfreins par exemple à 45° si on veux un pliage à 90°.
Utilisation 4 : Graver des photos en utilisant un effet visuel ( technique du halftone )
Le principe c’est d’enregistrer une photo en noir et blanc et ensuite, plus les nuances de gris sont sombres plus les points ou les lignes sont profondes.
Comme l’outil est en V ces points et ces lignes seront également plus ou moins larges selon les nuances de gris.
V ) Gravure de précision

On utilise dans ce cas des pointes javelot
On a également une forme en V mais avec un angle plus petit allant de 10 à 60°
Ces pointes javelot peuvent graver le bois, les matières plastique et l’aluminium selon les modèles ( acier ou carbure )
Utilisation 1 : Gravure de plaques plastiques ou aluminium
Utilisation 2 : Réalisation de circuit électronique
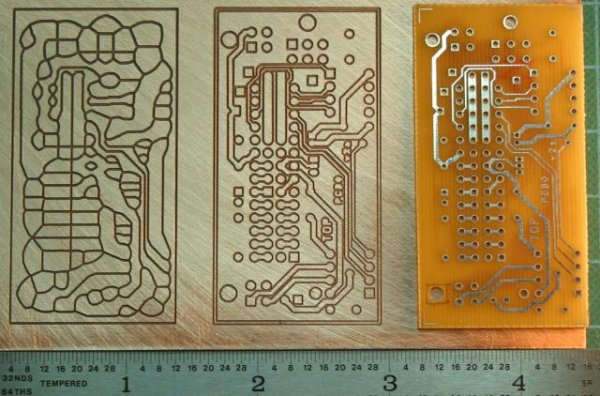
Le circuit de droite est réalisé de manière classique avec un procédé chimique.
Sur celui de gauche le circuit est gravé avec une fraiseuse CNC, les pistes sont organisée selon des zones Voronoï.
Celui du milieux est gravé avec une CNC avec la technique de gravure à l’Anglaise.
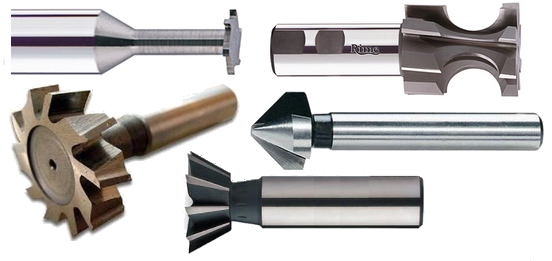
VI ) Formes particulières
Des outils sont spécialisés dans une forme spécifique, rainure, fraisure de vis, lamage, queue d’aronde …
Résumé :

Voici un exemple gravure de lettre
Les gravures sont différentes et nécessitent des outils différents.
I ) Surface plate assez importante
Utilisation de fraises à surfacer ( appelé aussi fraises tourteau )
Les fraises à surfacer permettent de générer une surface plane perpendiculaire à l’axe de rotation de la fraise.
Elles conviennent très bien pour surfacer une plaque martyr et corriger des défauts de planéité.
I ) Surface plate assez importante
Utilisation de fraises à surfacer ( appelé aussi fraises tourteau )
Les fraises à surfacer permettent de générer une surface plane perpendiculaire à l’axe de rotation de la fraise.
Elles conviennent très bien pour surfacer une plaque martyr et corriger des défauts de planéité.
Choix de l’outil selon la forme à usiner
- I ) Surfaces plates importantes
- II ) Coupes droites et poches
- III ) Formes 3D - sculptures
- IV ) Formes en V
- V ) Gravures de précision
- VI ) Formes particulières
I ) Surface plate assez importante
Utilisation de fraises à surfacer ( appelé aussi fraises tourteau )
Les fraises à surfacer permettent de générer une surface plane perpendiculaire à l’axe de rotation de la fraise.
Elles conviennent très bien pour surfacer une plaque martyr et corriger des défauts de planéité.
II ) Coupes droites et poches
Fraise cylindrique droite ( flat nose )
Cette fraise est la plus commune, elle permet de découper des pièces avec des champs droits ou faire des poches dans le matériaux
En diamètre 2 ou 3mm c’est l’outil approprié pour faire des lettrages
|
Les fraises permettant les coupes droites et les poches font partie des fraises dites « 2 tailles » car elles permettent de générer 2 surfaces en même temps.
– une surface perpendiculaire à l’axe de la fraise – une surface parallèle à l’axe de la fraise
III ) Usinage 3D ( sculpture )
Pour l’usinage 3D un outil avec embout hémisphérique ( ball nose ) est indispensable.
L’usinage 3D est plus long que le fraisage 2D ou la découpe et le rayon de l’extrémité de l’outil devra être inférieur au plus petit rayon de la pièce à usiner quel que soit le plan XY – XZ ou YZ.
|
Pour en savoir plus sur l’usinage 3D |
IV ) Formes en V ( V Carving )
Les fraises de V Carving ont généralement une queue de 6mm et permettent d’usiner à des angles de 45°, 60°, 90° ou 120°
Attention plus l’angle est élevé, plus la différence de vitesse de coupe entre le bas et le haut de la fraise est important, cela peut donner un état de surface légèrement différent entre le bas et le haut de la gravure, particulièrement pour certaines matières plastiques.
Utilisation 1 : Gravure de certaines polices d’écriture, calligraphie
Pour certaines polices d’écriture, les lettres ont à leurs extrémité des trait très fins.
Le diamètre d’un outil cylindrique classique ne peut pas avoir un diamètre trop petit, inférieur à 1 ou 2mm sinon il se casse avec l’effort de coupe.
Le principe c’est celui du calligraphe qui appuie plus ou moins fort sur son pinceau afin de faire son trait plus ou moins large. On demande à la CNC de descendre l’outil plus ou moins profondément afin d’avoir une largeur de coupe importante ou très fine.
Utilisation 2 : Réalisation de bas reliefs
Réaliser un bas relief en V-Carving est plus rapide que de le faire en usinage 3D avec un outil hémisphérique
Utilisation 3 : réaliser des chanfreins
Voici un exemple ou réaliser des chanfreins est nécessaire
Une technique pour faire des pliages très précis avec du Dibon ( une matière composite aluminium, plastique aluminium ) c’est de réaliser des chanfreins par exemple à 45° si on veux un pliage à 90°.
Utilisation 4 : Graver des photos en utilisant un effet visuel ( technique du halftone )
Le principe c’est d’enregistrer une photo en noir et blanc et ensuite, plus les nuances de gris sont sombres plus les points ou les lignes sont profondes.
Comme l’outil est en V ces points et ces lignes seront également plus ou moins larges selon les nuances de gris.
V ) Gravure de précision
On utilise dans ce cas des pointes javelot
On a également une forme en V mais avec un angle plus petit allant de 10 à 60°
Ces pointes javelot peuvent graver le bois, les matières plastique et l’aluminium selon les modèles ( acier ou carbure )
Utilisation 1 : Gravure de plaques plastiques ou aluminium
Utilisation 2 : Réalisation de circuit électronique
Le circuit de droite est réalisé de manière classique avec un procédé chimique.
Sur celui de gauche le circuit est gravé avec une fraiseuse CNC, les pistes sont organisée selon des zones Voronoï.
Celui du milieux est gravé avec une CNC avec la technique de gravure à l’Anglaise.
VI ) Formes particulières
Des outils sont spécialisés dans une forme spécifique, rainure, fraisure de vis, lamage, queue d’aronde …
Résumé :
Voici un exemple gravure de lettre
Les gravures sont différentes et nécessitent des outils différents.
Choix de l’outil selon la forme à usiner
- I ) Surfaces plates importantes
- II ) Coupes droites et poches
- III ) Formes 3D - sculptures
- IV ) Formes en V
- V ) Gravures de précision
- VI ) Profondeur d'usinage
- VII ) Formes particulières
- VIII ) Résumé
I ) Surface plate assez importante
Utilisation de fraises à surfacer ( appelé aussi fraises tourteau )
Les fraises à surfacer permettent de générer une surface plane perpendiculaire à l’axe de rotation de la fraise.
Elles conviennent très bien pour surfacer une plaque martyr et corriger des défauts de planéité.
II ) Coupes droites et poches
Fraise cylindrique droite ( flat nose )
Cette fraise est la plus commune, elle permet de découper des pièces avec des champs droits ou faire des poches dans le matériaux
En diamètre 2 ou 3mm c’est l’outil approprié pour faire des lettrages
|
Les fraises permettant les coupes droites et les poches font partie des fraises dites « 2 tailles » car elles permettent de générer 2 surfaces en même temps.
– une surface perpendiculaire à l’axe de la fraise – une surface parallèle à l’axe de la fraise
III ) Usinage 3D ( sculpture )
Pour l’usinage 3D un outil avec embout hémisphérique ( ball nose ) est indispensable.
L’usinage 3D est plus long que le fraisage 2D ou la découpe et le rayon de l’extrémité de l’outil devra être inférieur au plus petit rayon de la pièce à usiner quel que soit le plan XY – XZ ou YZ.
|
Pour en savoir plus sur l’usinage 3D |
IV ) Formes en V ( V Carving )
Les fraises de V Carving ont généralement une queue de 6mm et permettent d’usiner à des angles de 45°, 60°, 90° ou 120°
Attention plus l’angle est élevé, plus la différence de vitesse de coupe entre le bas et le haut de la fraise est important, cela peut donner un état de surface légèrement différent entre le bas et le haut de la gravure, particulièrement pour certaines matières plastiques.
Utilisation 1 : Gravure de certaines polices d’écriture, calligraphie
Pour certaines polices d’écriture, les lettres ont à leurs extrémité des trait très fins.
Le diamètre d’un outil cylindrique classique ne peut pas avoir un diamètre trop petit, inférieur à 1 ou 2mm sinon il se casse avec l’effort de coupe.
Le principe c’est celui du calligraphe qui appuie plus ou moins fort sur son pinceau afin de faire son trait plus ou moins large. On demande à la CNC de descendre l’outil plus ou moins profondément afin d’avoir une largeur de coupe importante ou très fine.
Utilisation 2 : Réalisation de bas reliefs
Réaliser un bas relief en V-Carving est plus rapide que de le faire en usinage 3D avec un outil hémisphérique
Utilisation 3 : réaliser des chanfreins
Voici un exemple ou réaliser des chanfreins est nécessaire
Une technique pour faire des pliages très précis avec du Dibon ( une matière composite aluminium, plastique aluminium ) c’est de réaliser des chanfreins par exemple à 45° si on veux un pliage à 90°.
Utilisation 4 : Graver des photos en utilisant un effet visuel ( technique du halftone )
Le principe c’est d’enregistrer une photo en noir et blanc et ensuite, plus les nuances de gris sont sombres plus les points ou les lignes sont profondes.
Comme l’outil est en V ces points et ces lignes seront également plus ou moins larges selon les nuances de gris.
V ) Gravure de précision
On utilise dans ce cas des pointes javelot
On a également une forme en V mais avec un angle plus petit allant de 10 à 60°
Ces pointes javelot peuvent graver le bois, les matières plastique et l’aluminium selon les modèles ( acier ou carbure )
Utilisation 1 : Gravure de plaques plastiques ou aluminium
Utilisation 2 : Réalisation de circuit électronique
Le circuit de droite est réalisé de manière classique avec un procédé chimique.
Sur celui de gauche le circuit est gravé avec une fraiseuse CNC, les pistes sont organisée selon des zones Voronoï.
Celui du milieux est gravé avec une CNC avec la technique de gravure à l’Anglaise.
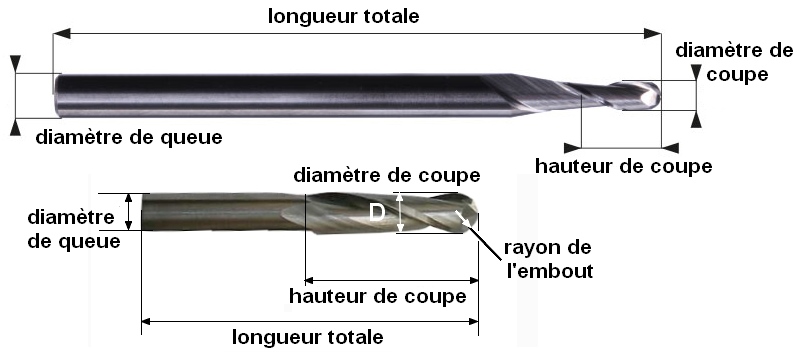
Choix de l’outil en fonction de la profondeur d’usinage

Il faut tenir compte de la longueur totale moins la longueur de la queue qui sera rentrée dans la pince de serrage ainsi que la hauteur de coupe.
Cela peut paraître évident pour de la découpe, on prend plus que l’épaisseur du matériaux.
Fait pour des usinages 3D on peut se faire piéger, s’apercevoir seulement à la fin que le mandrin touche la matière parce que l’outil n’est pas assez long.
Longueur d’outil et vibration
Plus l’outil est long plus il a tendance à vibrer avec les efforts de coupe.
Bien entendu plus l’outil sera de diamètre élevé et plus il a de dents plus il rigide et moins il vibre.
Conclusion
On choisira l’outil le moins long possible, juste ce qui est nécessaire en fonction de la profondeur maximale d’usinage
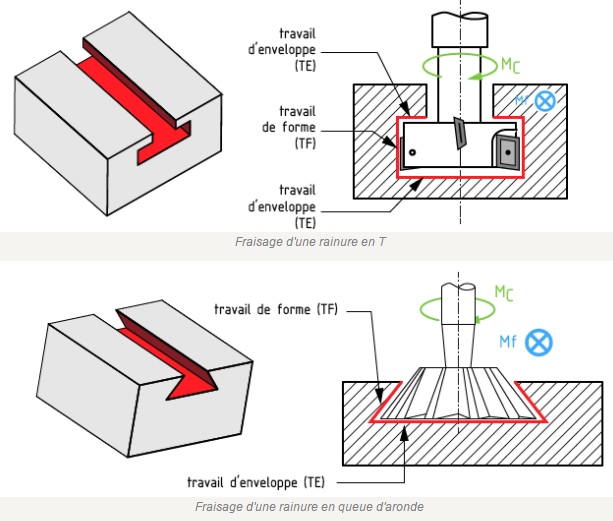
VI ) Formes particulières
Des outils sont spécialisés dans une forme spécifique, rainure, fraisure de vis, lamage, queue d’aronde …
Résumé :
Voici un exemple gravure de lettre
Les gravures sont différentes et nécessitent des outils différents.