[:en]
Lit puzzle

La fabrication de ce lit est l’occasion de voir 3 nouvelles techniques du module d’usinage de Fusion 360 et un retour d’expérience concernant l’usinage CNC
2 techniques permettant de gagner du temps, la copie de setup et le pattern d’usinage (réplication d’usinage)
1 technique permettant de réaliser des usinages plus grands que ne le permet les déplacements maxi de la machine.
Le retour d’expérience concerne la découpe de petites pièces intérieures
Ce sera également l’occasion de voir comment modifier le Gcode réalisé avec Fusion 360 grâce à NC Corrector
Et aussi revoir comment organiser ses opérations d’usinage en groupe d’usinage.

Découpe montant avec CNC Formosa

En cours de montage

Lit monté vu de coté

Lit monté vue de dessus

Dans la chambre
- Pattern d'usinage ( réplication d'usinage )
- Copie de setup
- Usiner une pièce plus grande que la machine
- Modifier le Gcode avec NC Corrector
- Concernant les petits découpages intérieurs
1 ) Sélectionnez d’abord les usinages devant être répliqués plusieurs fois
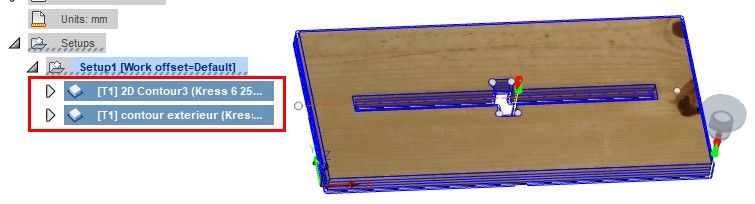
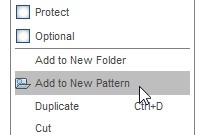
2 ) Avec un clic droit souris choisissez « Add to New Pattern
3 ) Dans notre cas il s’agit d’un patern linéaire
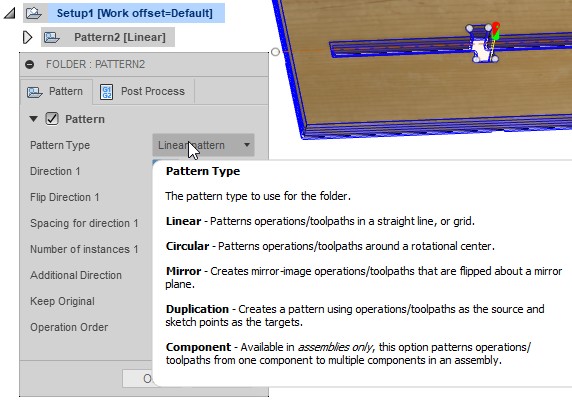
4 ) Paramétrer le patern
Pour avoir la direction du patern, il suffit de choisir une arête du modèle
Choisir ensuite l’espacement et le nombre de réplication
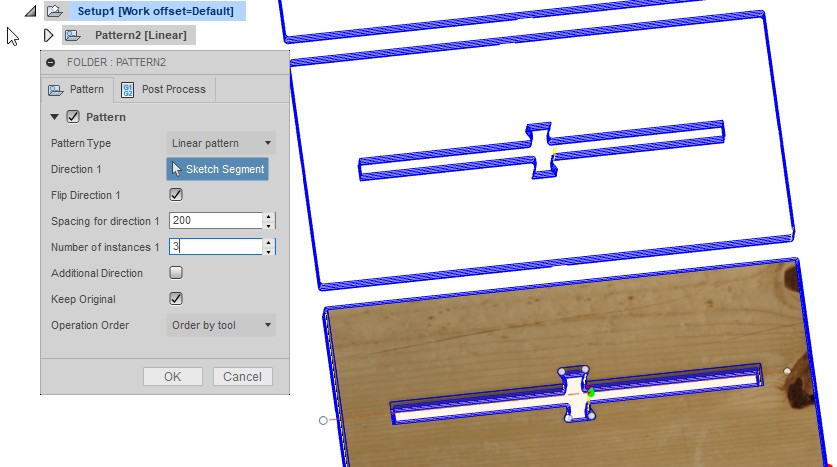
5 ) L’ordre des opérations
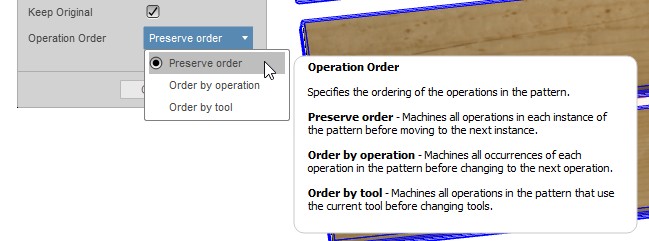
Il est préférable de préserver l’ordre des usinages patern par patern ( Preserve order ) lorsque un seul outil est utilisé.
Lorsque plusieurs outils sont utilisés, il est préférable de choisir « Order by tool »
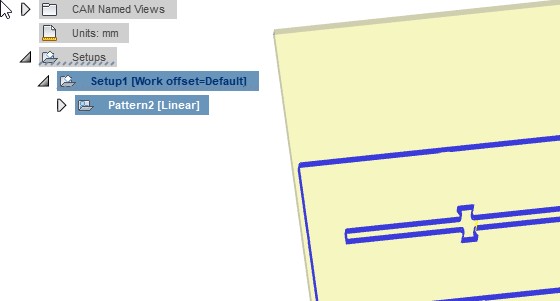
6 ) Vérifier que l’ensemble des réplications ne sortent pas du brut
Pour cela il suffit de sélectionner « Setup » et « Pattern« , il est possible d’ajuster les paramètres du patern en l’éditant à nouveau
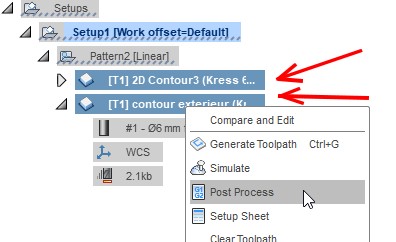
7 ) Simuler et créer le Gcode de l’ensemble de la réplication
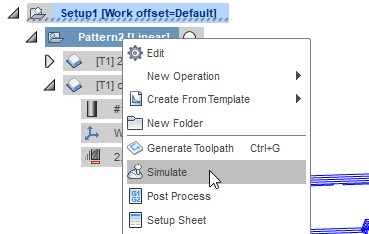
Remarque : il est possible une fois le patern terminé de usiner qu’un seul exemplaire.
Pour cela, il faut ne pas sélectionner le patern mais les usinages originaux constituant un seul exemplaire.
Lorsqu’il y a plusieurs pièces avec même type d’usinage, même paramétrages comme pour le lit
Ce n’est pas nécessaire de refaire un setup pour chaque pièces.
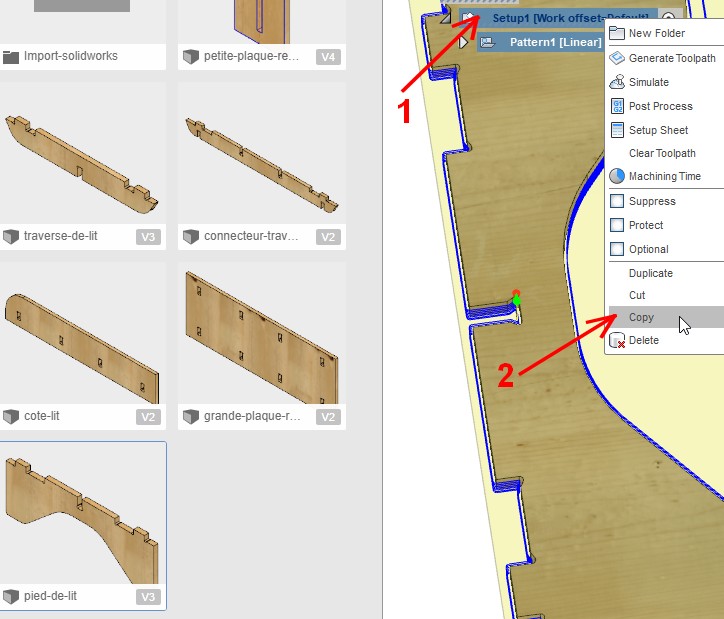
1er étape :
Copier le setup de la première pièce, puis coller ce setup dans le module CAM de toutes les autres pièces
Remarque :
Si vous avez copié avec un pattern, il est possible de l’enlever
Pour cela, il faut déplacer ( drag and drop ) les usinages vers le setup et ensuite effacer le patern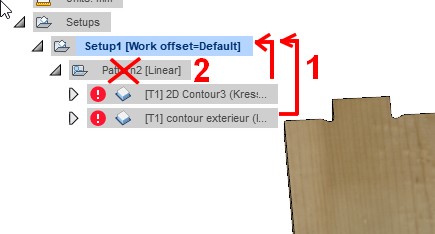
2eme étape :
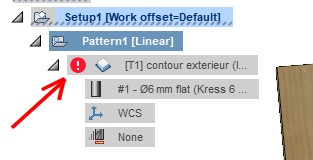
Si il y a une alerte rouge dans les usinages du setup copié, c’est normal, le logiciel ne trouve pas la même géométrie.
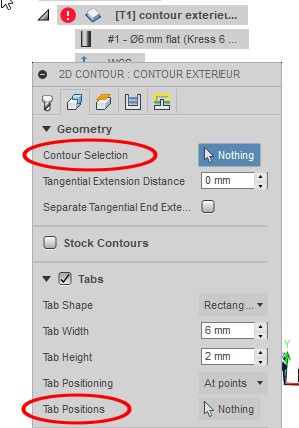 Il faut dans ce cas, sélectionner la nouvelle géométrie et indiquer les positions des Tab s’il y en a de prévu.
Il faut dans ce cas, sélectionner la nouvelle géométrie et indiquer les positions des Tab s’il y en a de prévu.
Les autres paramètres d’usinages sont identiques normalement
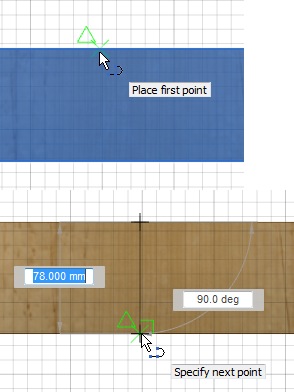
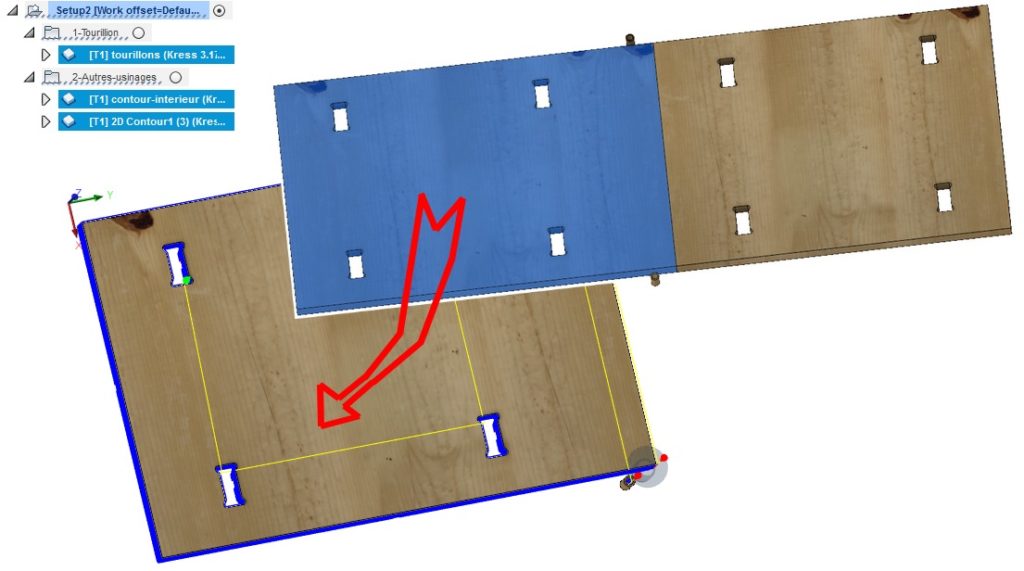
1 ) Réaliser un axe de symétrie pour la plus grande longueur de la pièce
Pour cela aller dans le module esquisse (sketch) et tracer un trait de construction, l’accrochage triangle vous permet de trouver le milieux d’un segment.
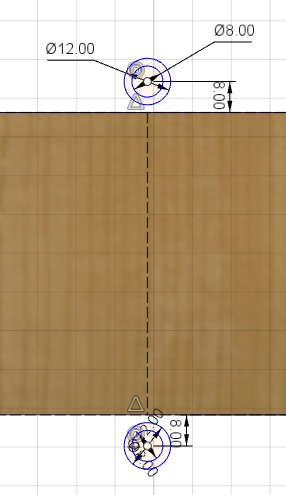
2 ) Réaliser des trous permettant par la suite d’usiner des emplacements pour tourillons
Alignement se fait par rapport à l’axe de symétrie

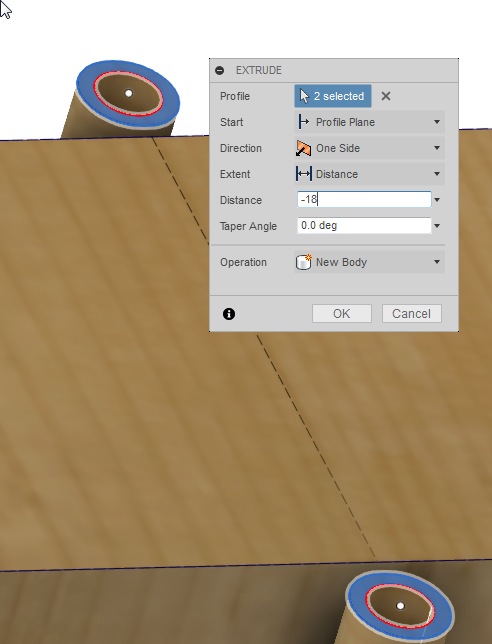
2 ) Extrusion des trous pour tourillons
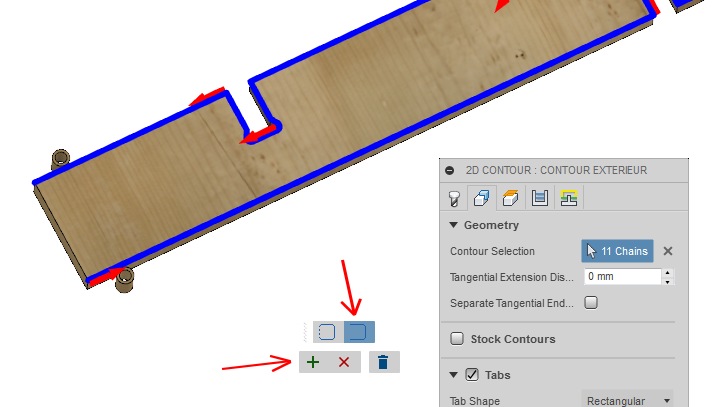
3 ) Rendre une sélection de contour ouverte
Pour cela, il faut sélectionner une première fois le contour
Puis une deuxième fois et des icônes avec + – et poubelle apparaissent
Choisir le symbole contour ouvert au dessus et ajouter avec le + les contours qui devront être usinés
4 ) Vérifier les parcours d’outil et simuler
5 ) Organiser les opérations en groupe d’usinage
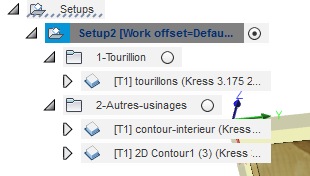
Il est intéressant de regrouper certaines opérations d’usinage en groupe grâce à des dossiers.
Ceci permet de créer du Gcode pour l’ensemble des opérations du setup ou celles qui sont dans un dossier.
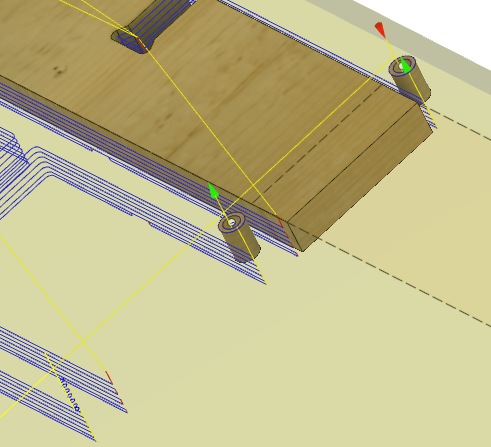
Par exemple dans cette opération ou il faut retourner la pièce avec un positionnement grâce à 2 taurillons il faut faire l’usinage des trous de positionnement une première fois mais pas la deuxième fois après le retournement.
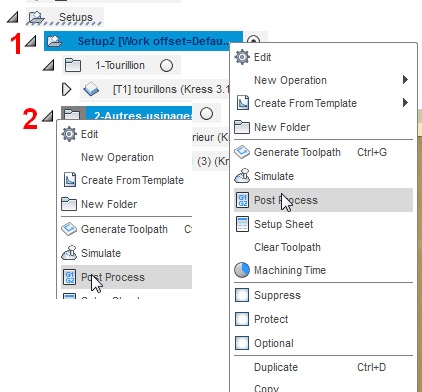
Il faut donc créer un premier Gcode de toutes les opérations du setup puis ensuite un gcode des opérations du deuxième dossier.
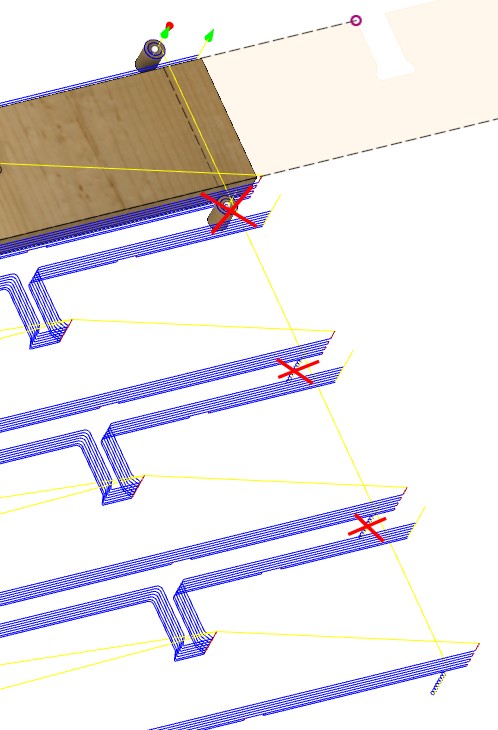
Lors d’un patern (réplication) il se peut que des éléments non nécessaires soient répliqués comme par exemple ci-dessous.
Les tourillons de positionnement ont besoins d’être de chaque cotés de la plaque mais pas au milieux, il faudra éliminer le G-code correspondant aux trous d’insertion des tourillons au milieux.
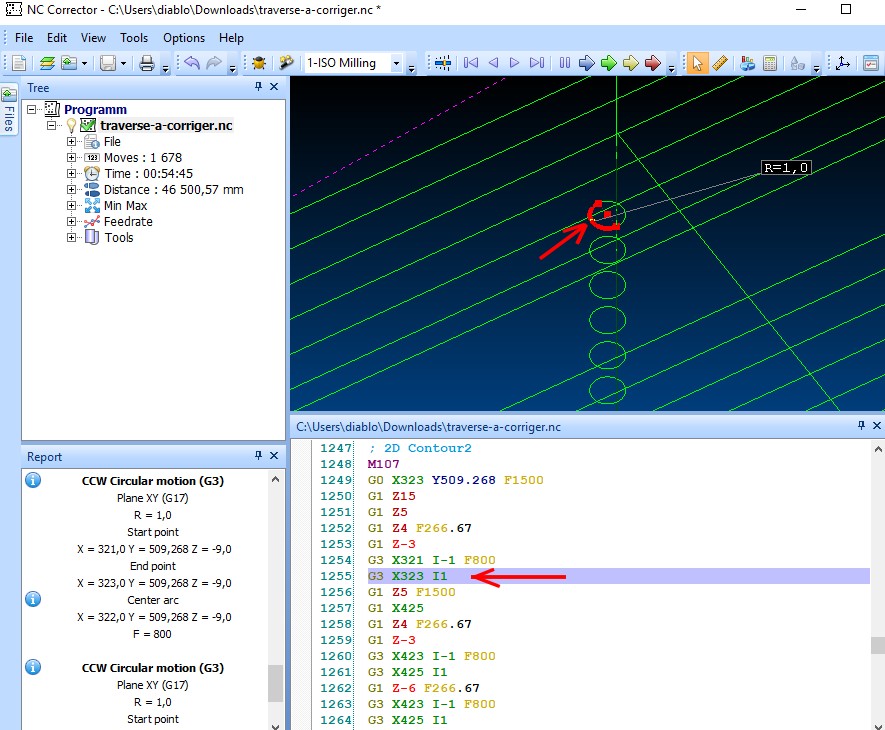
Fusion 360 permet de simuler l’usinage, il a un éditeur de code par défaut qui s’appelle brackets mais ne donne pas la possibilité de modifier le Gcode tout voyant les parcours d’outils ou en déroulant la simulation.
L’outil de simulation et d’édition du Gcode gratuit NC Corrector le permet http://www.nc-corrector.inf.ua/index_EN.htm
Il est possible si vous avez régulièrement des correction de G-code à faire, de remplacer l’éditeur par défaut de Fusion 360 par NC Corrector.
Avec NC Corrector lorsque vous cliquez sur un morceau du parcours d’outil la ligne Gcode correspondante s’affiche, il est ainsi simple de trouver entre quelle et quelle ligne se trouve l’usinage et l’effacer.

Je préfère découper avec une fraise 1 dent diamètre 3.175mm plutôt qu’une fraise 4mm ou 6mm.
Mème à des vitesses de coupe de 800 mm/mn avec des passes de 3mm l’outil résiste très bien et plus l’outil est petit, moins il fait de copeaux et moins important est l’effort de coupe puisque lorsqu’on fait de la découpe l’engagement de la fraise est de 100%.
Par contre par expérience, j’ai constaté que plus l’outil est d’un diamètre petit dans une découpe profonde ( il s’agit pas de plaques de 18mm à découper ) plus il y a de risque que la petite pièce se détache en fin d’usinage et vienne se coincer entre une parois et l’outil.
Si votre CNC est très puissante, la pièce de bois se casse ou l’outil se casse.
Si votre CNC est de puissance faible ou moyenne, elle risque de perdre des pas.
La solution c’est de prévoir pour les petites pièces intérieures des grosses attaches
minimum 6mm de large et 6mm de hauteur.
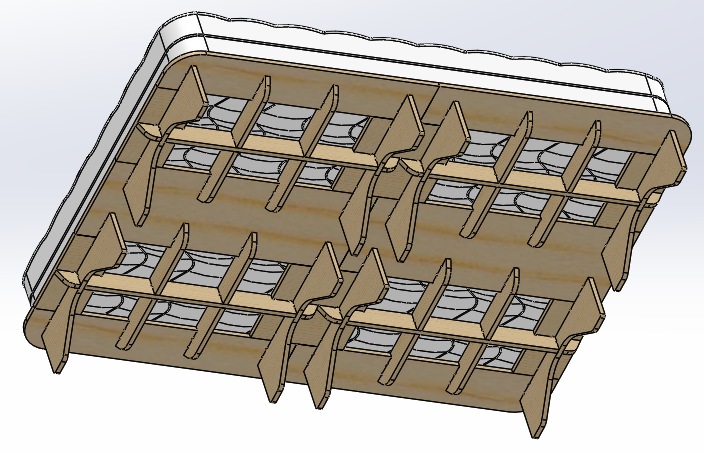
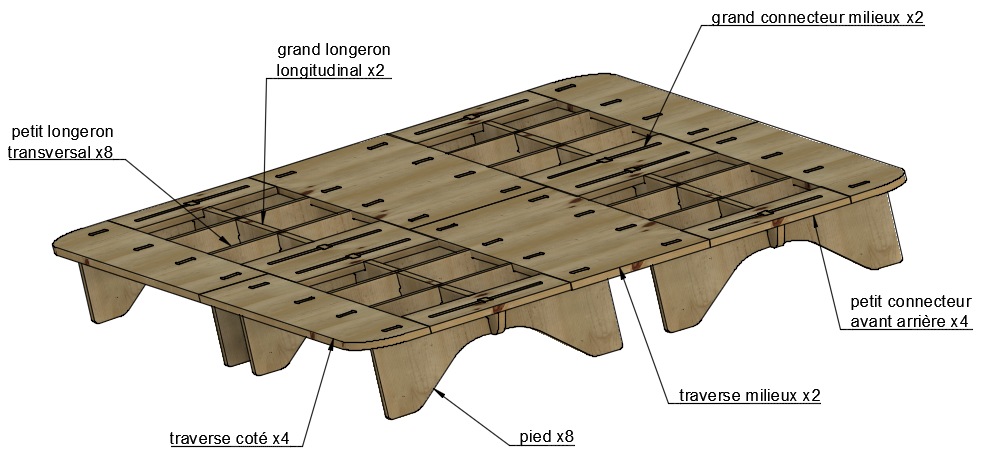
Les différentes parties du lit 4 places à usiner
Fichier de modélisation et d’usinage Fusion 360 : grande-plaque-rectangulaire-dessus-3.175