[:zh]
Stratégie d’usinage des poches
For information about pocket milling strategy in chinese follow this link
http://www.dulibrary.org/a/zhizao/UGshukongbiancheng/2_pingmianxixiao/2014/0520/195.html
Stratégie d’usinage des poches
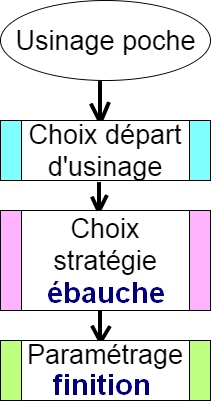
Le choix du départ d’usinage se fera selon que la poche est fermée ou non.
La stratégie d’ébauche se fera en fonction de la forme de la poche et des possibilités de réduction du temps d’usinage, ainsi que de la dureté du matériaux à usiner.
Permet d’obtenir au final des dimensions précises et un bon état de surface
I ) Poche ouverte et poche fermée
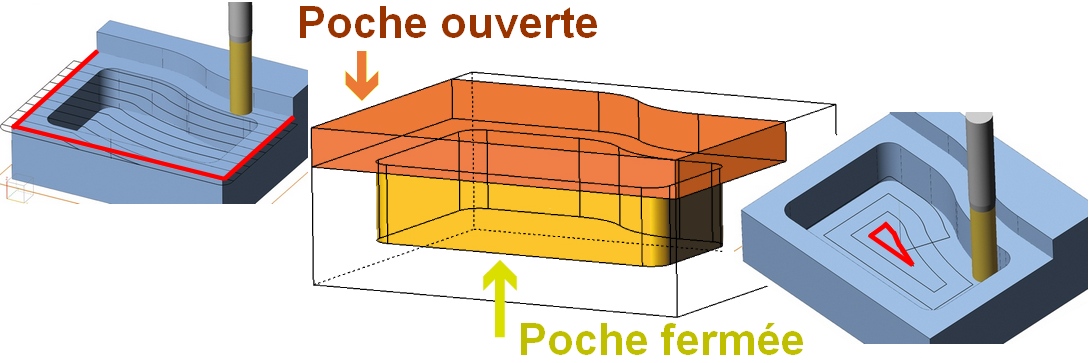
Pour une poche ouverte le départ d’usinage pourra se faire vers une arrête de la partie ouverte de la forme (en rouge sur le dessin) avec la partie cylindrique de l’outil.
Pour une poche fermée la matière sera enlevée au départ grâce à l’embout de la fraise avec un déplacement vertical en Z par exemple au milieu de la poche.
II ) Pour les poches fermées et profondes
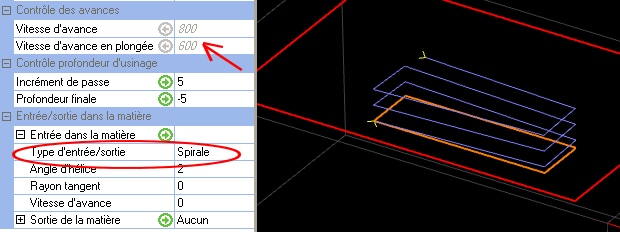
La coupe s’effectue plus difficilement en embout que sur la partie cylindrique de l’outil, c’est pour cela qu’on paramètre généralement des vitesses de plongée de l’outil en Z plus faibles que les vitesses d’avance, surtout si la matière est dure est dense.
Pour une poche profonde, il y aura plusieurs passes et à chaque passe il y aura une perte de temps pour la descente à la passe suivante à vitesse réduite.
Il est possible de paramétrer une trajectoire de descente d’outil selon une rampe en forme de spirale, l’équivalent de la trajectoire de quelqu’un qui descend un escalier en colimaçon.
III ) Ebauche
L’ébauche consiste à enlever le maximum de matière en un minimum de temps.
L’ébauche ne donne pas la dimension précise finale, une petite sur-épaisseur sera laissée et enlevée plus tard durant la phase de finition.
A ) Évidement avec trajectoire linéaire
Cette trajectoire linéaire est intéressante pour des grandes poches dans des matériaux tendres
( bois, plastiques, aluminium, laiton )
B ) Évidement avec trajectoire parallèle
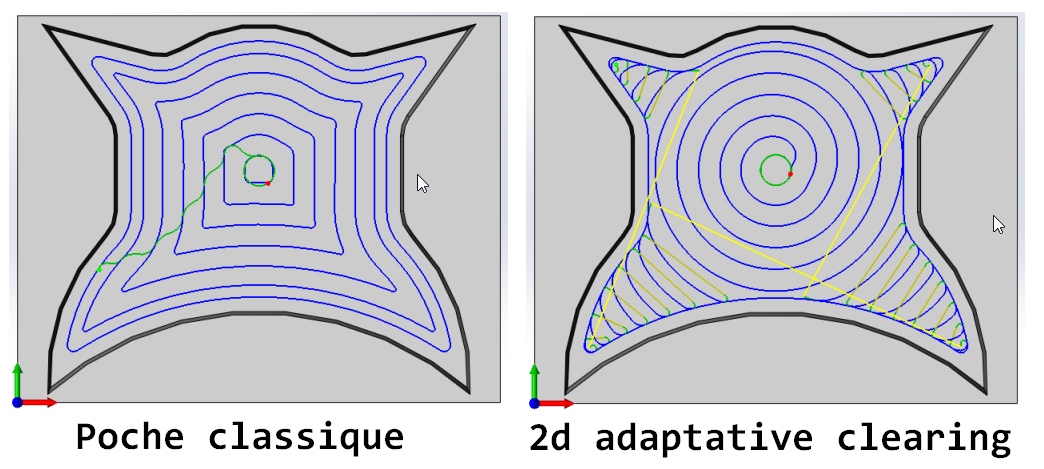
Dans la stratégie d’évidement par trajectoires parallèles, le paramétrage par défaut est celui qui consiste à faire démarrer l’usinage au milieu de la poche et ensuite de suivre des trajectoires parallèles aux formes extérieures de la poche.
A chaque tour l’outil se décale vers l’extérieur selon un offset (recouvrement) paramétré.
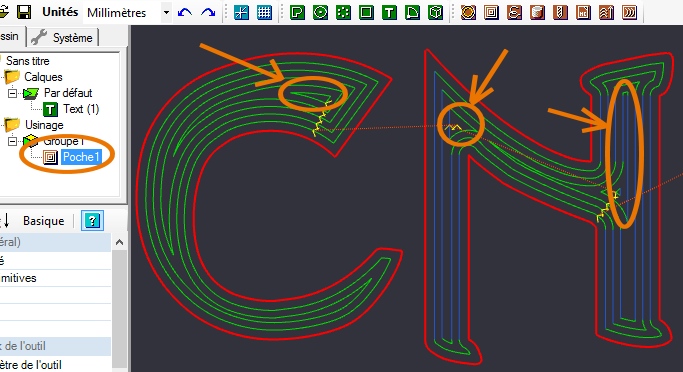
Dans cet exemple de poches pour du lettrage, vous pouvez remarquer que toutes les trajectoires de l’outil sont parallèles au contour extérieur en rouge. L’outil commence par les zones au milieux entourés en orange.
Pour des raisons d’optimisation du temps d’usinage, cette stratégie est mieux adapté pour les poches étroites ou ayant des formes étroites.
C ) Évidement par Effeuillage (peel mill) et trajectoires trochoides
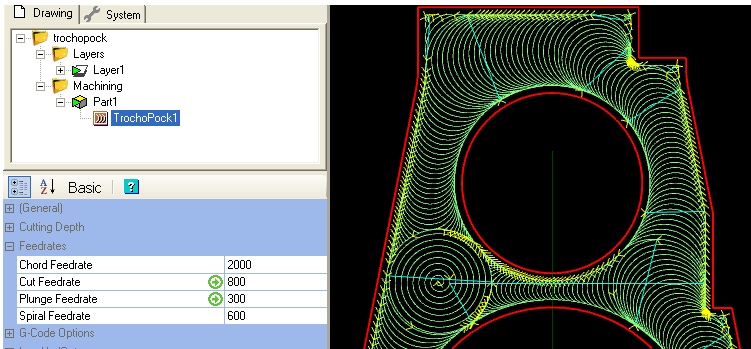
Cette stratégie est adaptée pour les grandes poches profondes faites dans des matériaux durs.
Elle a été mise au point pour l’usinage dans des matériaux trempés ou des pièces ayants des parois fines donc sensibles aux vibrations.
Donc pour des machines professionnelles par pour des CNC DIY.
Dans cette coupe par effeuillage
– l’effort de coupe radial est réduit
– Une seule dent en coupe à la fois donc tendance à réduite les vibrations.
– Chaleur réduite dans la zone de coupe en raison du temps de contact court donc possibilité de vitesses de coupe plus élevées.
– Copeaux de faible épaisseur, donc avance possible plus élevée.
E ) Ebauche d’une poche par tréflage
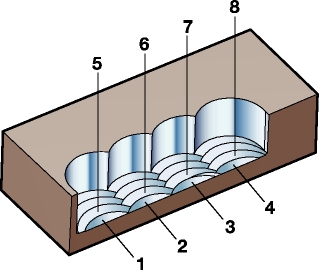 Cette méthode consiste à enlever de la matière par perçages successifs.
Cette méthode consiste à enlever de la matière par perçages successifs.
C’est une méthode assez efficace pour les poches profondes dans des matériaux durs et pour bénéficier d’une rigidité d’axe Z plus importante que X et Y sur certaines machines ( ce n’est pas le cas des cnc avec portique )
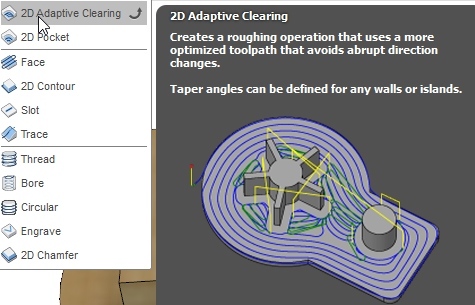
E ) Algorithme optimisant la meilleure trajectoire selon la forme
Les logiciels utilisés dans l’industrie dont certains coutent des dizaines de milliers d’euro vont utiliser des algorithmes qui combinent automatiquement plusieurs stratégies en fonction de la forme afin d’optimiser les conditions de coupe et le temps d’usinage.
On peut par exemple citer la fonction » 2d adaptative clearing » présente dans la FAO HSMWorks présente en option dans le logiciel de modélisation solidworks et intégré au logiciel de modélisation dans le cloud Fusion 360 d’autodesk.
IV ) Finition
Lorsque la qualité de surface du fond de la poche est importante, il est préférable de paramétrer deux phases.
Une phase d’ébauche :
- trajectoires linéaires, parallèles, trochoides, par tréflage ( selon taille et forme de la poche et dureté du matériaux )
- surépaisseur par rapport à la cote finale (entre 0.1 et 0.25mm )
- recouvrement correspondant à un déplacement latéral entre 0,7 et 0,8 (fraction du diamètre de la fraise)
- Vitesse d’avance et de plongée maxi en fonction des profondeurs de passe et dureté du matériaux
Une phase de finition :
- passe entre 0.1 et 0.25mm en dessous ou dessus le copeau minimum selon qu’on veux une coupe ou un écrouissage.
- recouvrement correspondant à un déplacement latéral entre 0.1 et 0.3 selon la qualité de surface recherché
- vitesse d’avance entre 1500 et 3000 mm/mn selon compromis temps d’usinage / qualité de surface choisi.
Voici un exemple de trajectoire avec un recouvrement important pour une phase de finition
V ) Stratégie optimisée d’ébauche avec Fusion 360
L’usinage 2d adaptative clearing est adaptée pour les poches profondes nécessitant l’enlèvement de beaucoup de matières.
Les trajectoires vont être optimisées afin de réduire le temps d’usinage et prolonger la durée de vie de l’outils.
Le gain en durée de vie de l’outil va être significatif surtout pour l’usinage des matériaux denses comme l’acier.
En effet sans cette optimisation des trajectoires, il y aura des changement de trajectoires brusques donc des conditions de coupe qui changent brutalement au niveau des angles.
Cette fois ci il n’y a plus à s’occuper de la meilleure stratégie d’enlèvement de matière, l’algorithme optimise en fonction de la forme pour réduire le temps d’usinage tout en préservant la durée de vie de l’outil.
Par contre cette optimisation concerne seulement l’enlèvement de la matière et n’est pas forcément idéale pour l’état de surface.
Il convient donc de laisser une sur-épaisseur et finir avec un usinage plus classique pour la finition.