[:en]

2020 année du rat
[:en]
2020 année du rat
Le 25 Janvier 2020 c’est le nouvel ans pour les Asiatiques. C’est aussi l’année du rat
Les douze animaux du zodiaque chinois sont, dans l’ordre : le rat, le bœuf, le tigre, le lapin, le dragon, le serpent, le cheval, la chèvre, le singe, le coq, le chien et le cochon.
Le rat est le premier animal du cycle du zodiaque chinois. L’année du rat a lieu tous les douze ans.
Voici un usinage 3d célébrant l’année du rat

Fichier STL du modèle ci-dessus
Pourquoi le rat est le premier animal célébré dans le cycle du zodiaque chinois ?
Selon la légende, lors de la compétition organisée par l’Empereur de Jade pour déterminer les douze animaux, le rat, rusé, demanda au bœuf de monter sur son dos pour traverser la rivière, puis sauta du dos de la bête juste avant la ligne d’arrivée.

Constructions en tranche ( slicing )
[:en]
Constructions en tranche ( slicing )
Installation du plug in
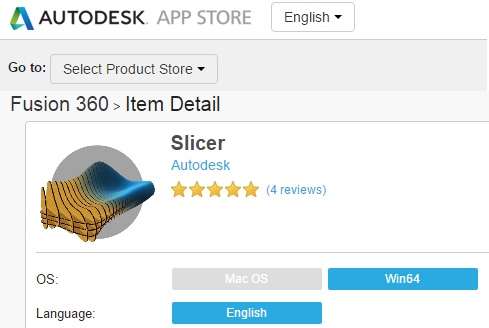
Pour cela vous devez aller sur l’Autodesk APP Store,
sélectionner le produit Fusion 360
et télécharger la version du plug in Slicer qui correspondant à votre système d’exploitation.
Lien direct :
https://apps.autodesk.com/FUSION/en/Detail/Index?id=8699194120463301363&os=Win64&appLang=en
Démarrage de l’application
L’application peut démarrer à partir de Fusion 360, dans ce cas le modèle présent dans Fusion 360 est transféré vers le slicer.
L’application peut fonctionner aussi de manière autonome, on clique sur l’icône du slicer présente sur le bureau et on ouvre un modèle.
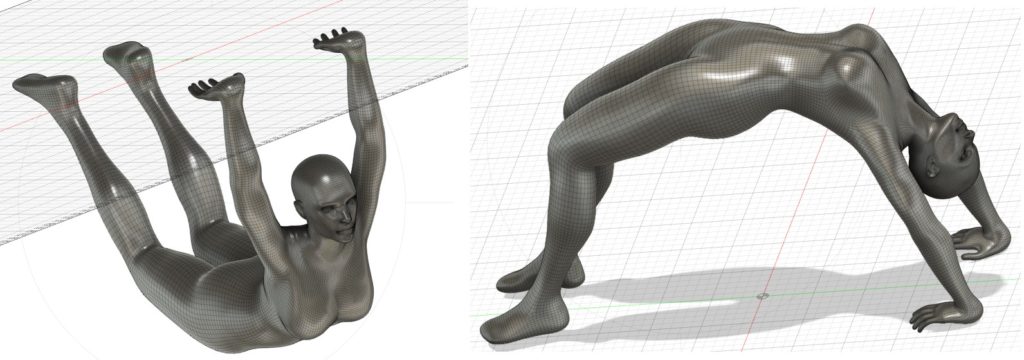
Nous allons comme exemple prendre un modèle qui servira de piètement de table. Un piètement humanoïde.
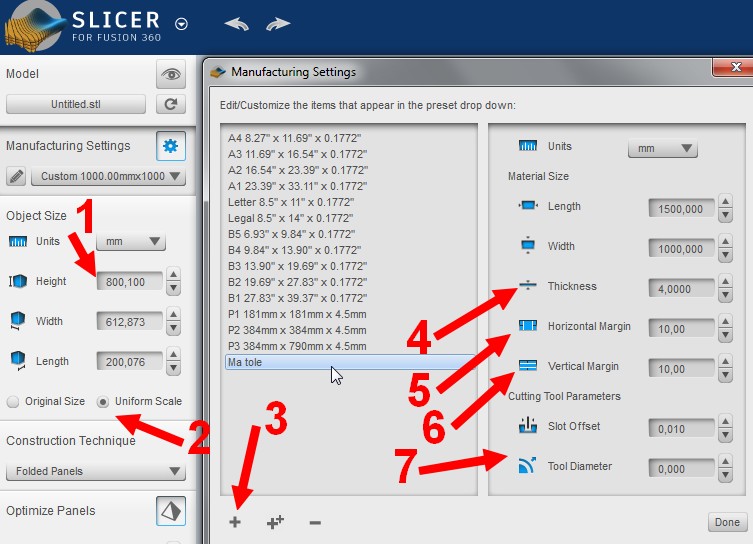
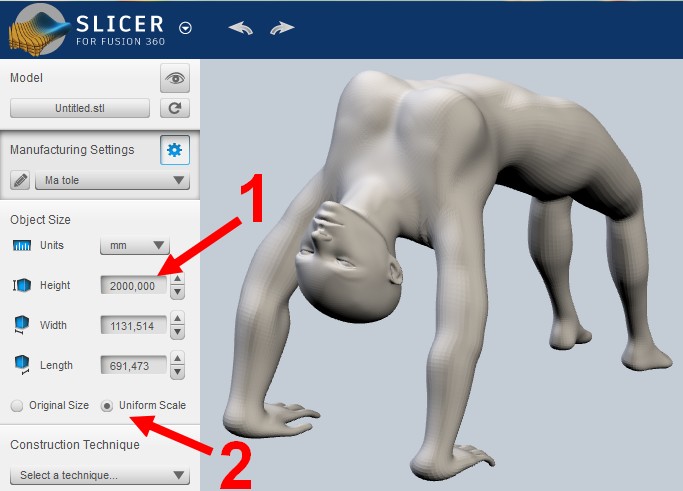
La première chose à faire lorsqu’on arrive dans le slicer, c’est de :
1 ) définir la taille de votre sculpture tout en laissant un changement d’échelle proportionnel ( 2 )
3 ) Ajouter vos paramètres de fabrication, c’est à dire
– épaisseur de tôle ( 4 )
– espacement horizontal entre les tôles ( 5 )
– espacement vertical entre les tôles ( 6 )
– dans le cas d’une fabrication avec Fraiseuse CNC, le diamètre d’outil ( 7 )
Prenons une méthode de construction en » Interlocked Slices « , c’est a dire des tranches espacées et interconnectées entre elles.
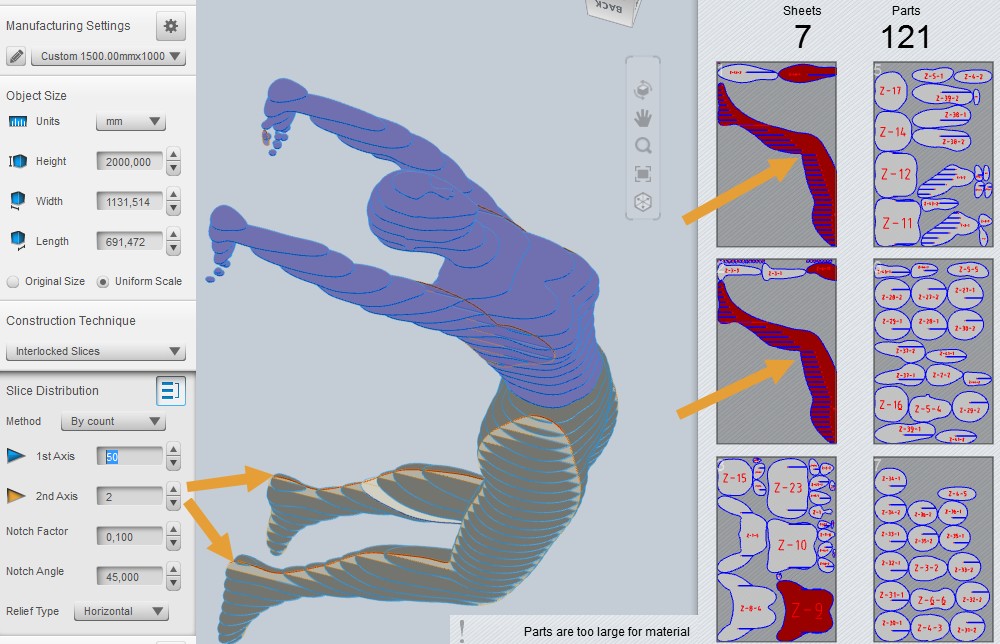
La partie supérieure du corps est en bleu car les tranches le long du premier axe de cette partie ne peuvent pas être retenues par les 2 tranches du second axe qui sont trop espacées pour cela.
A gauche, les tranches en rouge sont les tranches d’interconnexion du deuxième axe.
La plaque brute n’est pas assez grande pour les deux plaques jambe du deuxième axe.
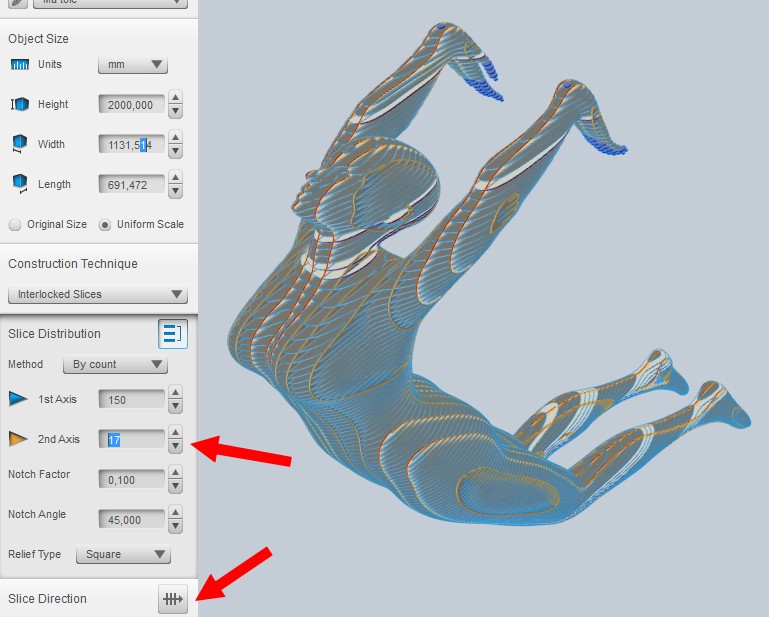
Pour que les tranches du premier axe puissent tenir à tous les endroits, il est possible d’augmenter le nombre de tranches du deuxième axe. Il est possible aussi la direction des tranches ( slice direction )
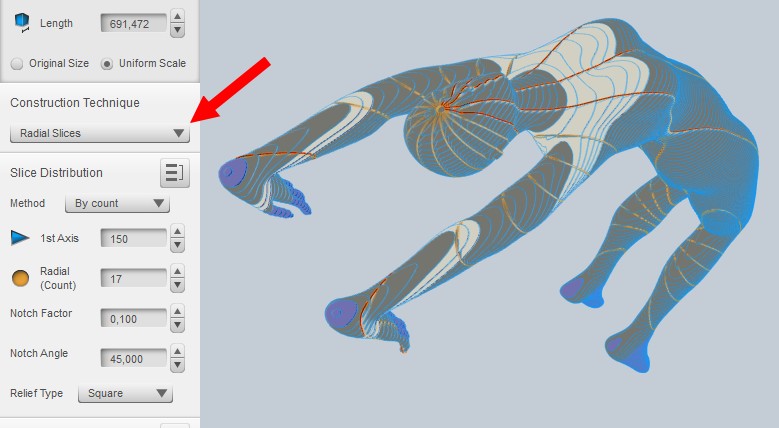
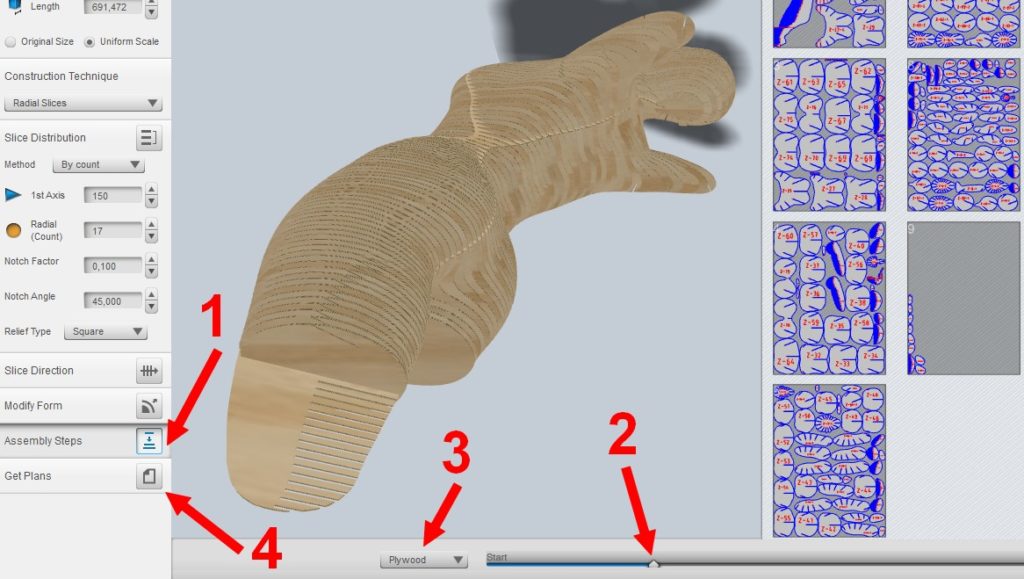
Il est possible de faire un tranchage radial » radial slices » de façon à ce que les tranches prennent plus en compte la morphologie du modèle.
Les tranches à droite sont numérotées, il est possible de voir dans quel ordre il faudra monter les tranches grâce à « Assembly Steps » ( 1 ) et au curseur ( 2 ). Vous pouvez avoir une prévisualisation du montage bois, carton ou plexiglass ( 3 )
Pour exporter les plans 2D afin de les découper il faut cliquer sur « Get Plans » ( 4 ) et choisir de préférence le format DXF

Réalisations Low Poly
[:en]
Réalisations Low Poly
Un low poly est un maillage polygonal 3D ayant un nombre de polygones faibles.
On trouve des infographies low poly, le but étant de donner un effet visuel.
source de la photo Graphisme.com https://graphiste.com/blog/inspiration-low-poly-art
En fabrication numérique, l’intérêt est de pouvoir réaliser des sculptures 3D avec des machines effectuant des découpes 2D ( découpeuses lasers et découpeuses plasma )
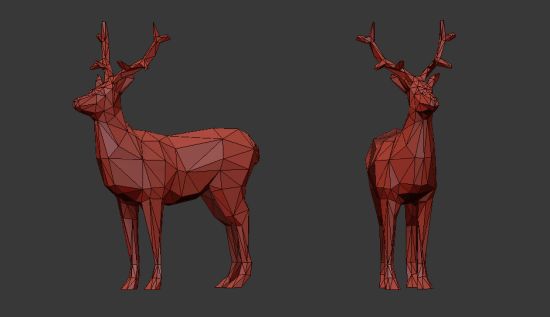
Source des photos et dessins ci-dessous lbbonline.com https://lbbonline.com/news/the-marriage-of-art-and-science/

La modélisation Low Poly est donc surfacique.
Les polygones peuvent être des triangles
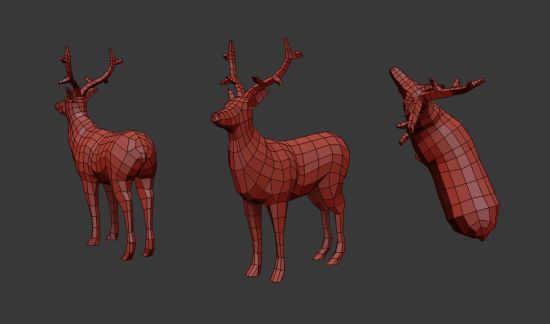
Mais aussi des quadrilatères
La transformation d’une modélisation en Low Poly ne présente pas de difficultés, il faut procéder à une réduction du nombre de facettes.
Beaucoup de logiciels peuvent le faire.
La difficulté c’est de déplier cette modélisation low poly en modèle 2D pour la découpe.
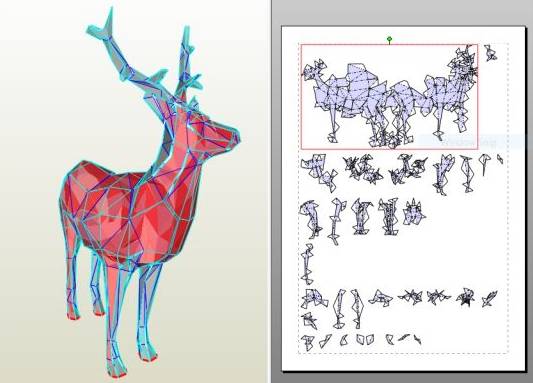
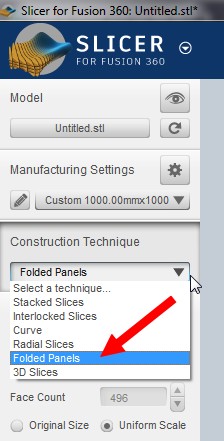
La technique de construction « Folded Panels » du Slicer de Fusion 360 permet de faire des sculptures Low Poly.
La modélisation peut être créée par Fusion 360 avec le module sculpt ou importée.
Cela peut être des modèles volumiques ou surfaciques importés de solidworks ou d’autres logiciels également des fichiers maillés en STL.
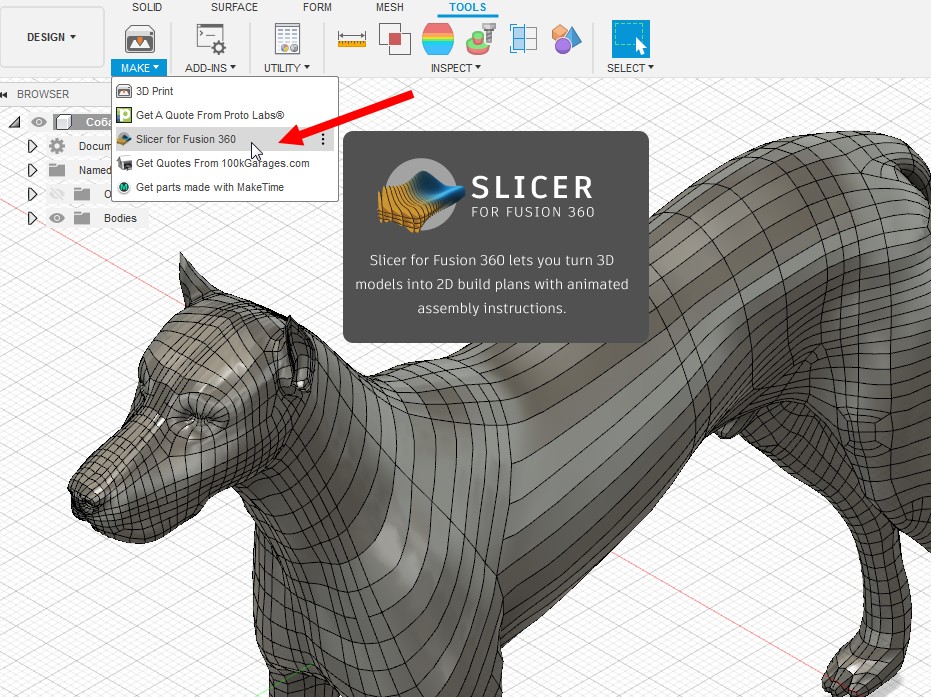
Si dessus on a déjà le modèle dans l’espace de travail design de Fusion 360, un modèle surfacique importé de Solidworks.
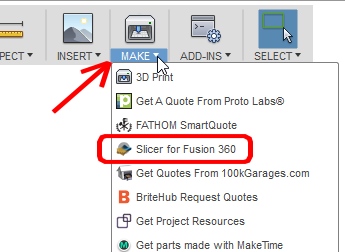
Quand on clique sur « Tools » puis « Make » et ensuite « Slicer » le modèle est importé dans le module Slice de fusion 360.
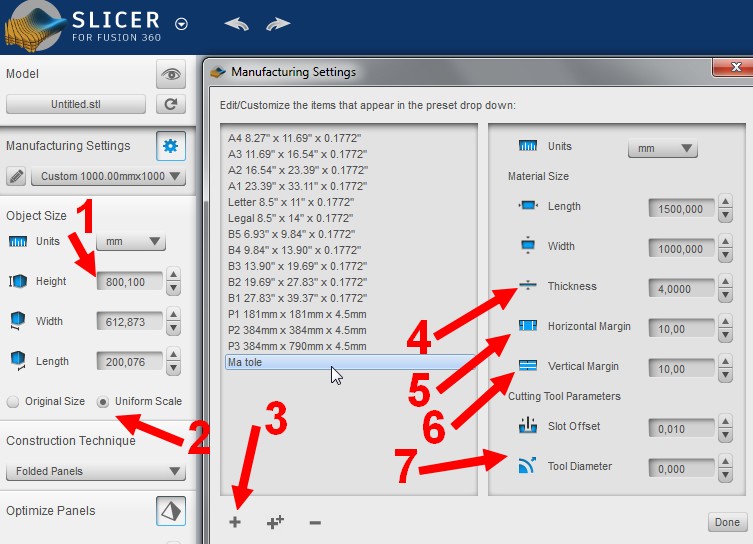
La première chose à faire lorsqu’on arrive dans le slicer, c’est de :
1 ) définir la taille de votre sculpture tout en laissant un changement d’échelle proportionnel ( 2 )
3 ) Ajouter vos paramètres de fabrication, c’est à dire
– épaisseur de tôle ( 4 )
– espacement horizontal entre les tôles ( 5 )
– espacement vertical entre les tôles ( 6 )
– dans le cas d’une fabrication avec Fraiseuse CNC, le diamètre d’outil ( 7 )
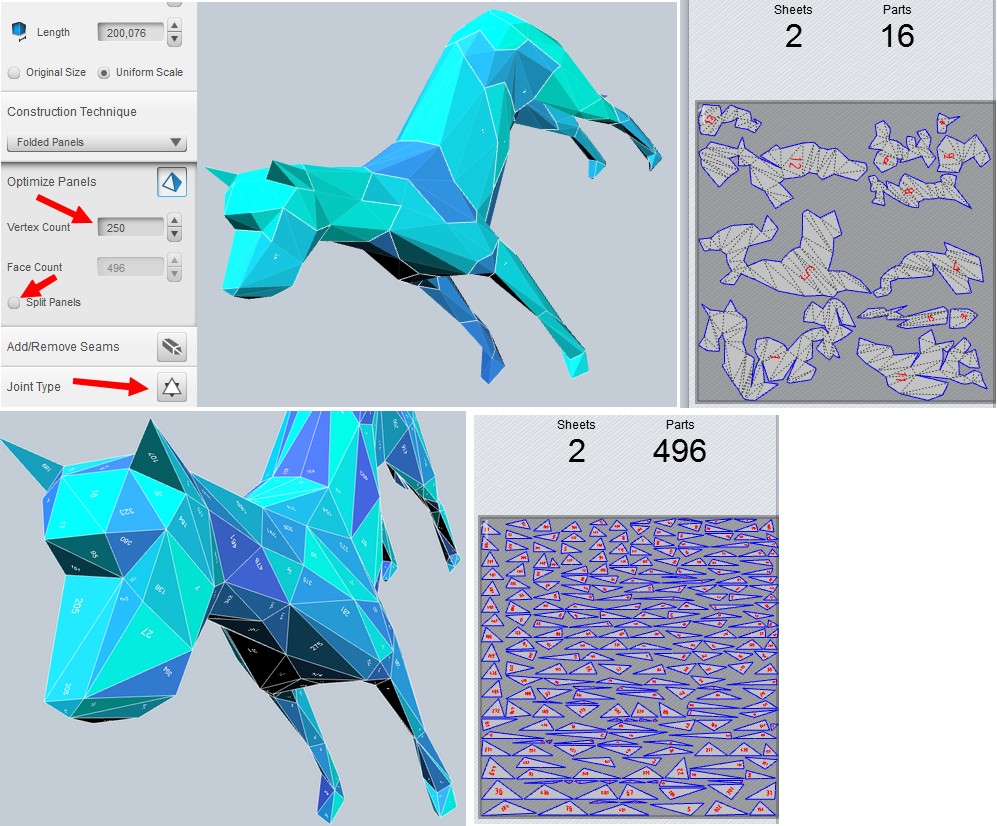
Ajustez le nombre de Vertex ( Sommets )
Plus le nombre de vertex est élevé, plus la sculpture est réaliste, mais plus elle est longue à fabriquer.
Ensuite il y a le choix de faire de la découpe pliage ce qui permet dans notre cas d’avoir 16 morceaux
Ou en cliquant sur « Spilt Panels » de faire seulement de la découpe ( puis collage ou soudure ) mais dans ce cas on se retrouve avec 496 petits morceaux.
La jointure entre les panneaux se fait par défaut avec des languettes en diamant.
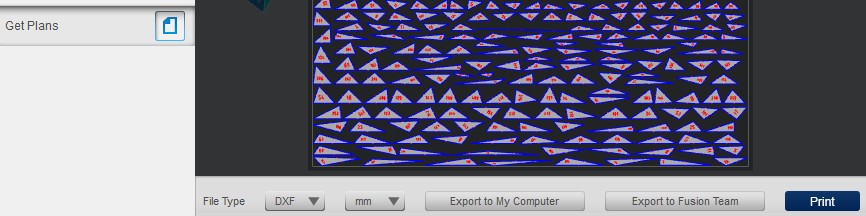
Pour exporter les fichiers de fabrication, il faut cliquer sur « Get Plans » à gauche
Pour une fabrication numérique c’est le format DXF qui est le mieux adapté. Le fichier être mis dans votre Fusion Team ou stocké en local dans votre ordinateur.
Faites une impression papier afin d’avoir les numéros des pièces à assembler.
N’oubliez pas qu’avec Fusion 360 on n’ouvre pas ou on importe pas un DXF.
On l’insère dans une modélisation vierge ( New Design )
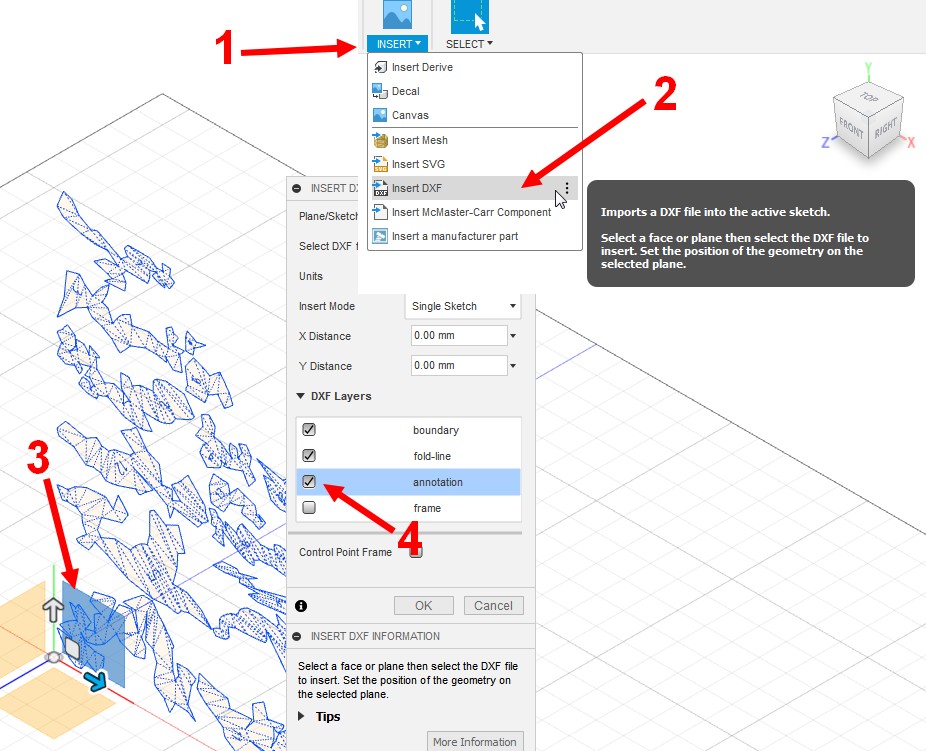
Sélectionnez le plan d’insertion XY cela facilitera le paramétrage de fabrication ensuite.
Il faut désactiver le plan « frame » et « annotation » sinon la découpeuse laser ou plasma va découper inutilement un cadre autour et des numéros.
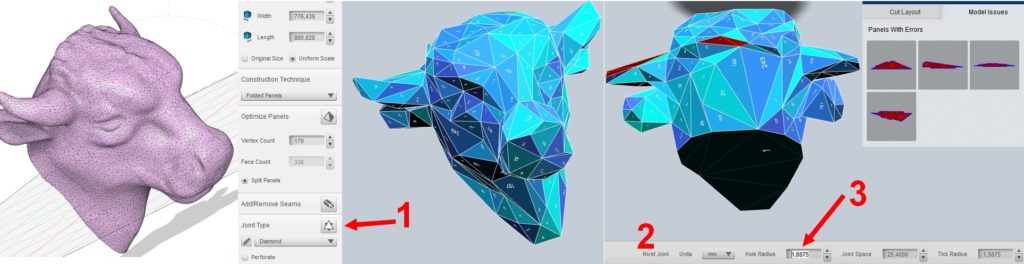
Les méthodes d’assemblage des polygones ( 1 ) peuvent provoquer des erreurs. L’assemblage avec languettes en diamant à gauche ne provoque pas d’erreurs. La même modélisation avec assemblage par rivets ( 2 ) à droite à 4 facettes en erreurs.
Pour éliminer les erreurs qui s’affichent en haut à droite « Models Issues » on peut modifier les paramètres sur les positionnements des rivets ( 3 ).
Le logiciel Pepakura Designer est un logiciel de l’entreprise Japonaise Tamasoft (Tokyo).
Le prix du logiciel est de 38USD https://tamasoft.co.jp/pepakura-en/order/index.html la licence est perpétuelle, elle est également valable pour les versions futures du logiciel. Il est possible de télécharger une version d’essai afin de tester le logiciel, la version d’essai ne peut pas exporter le résultat.
Lors de la première ouverture du logiciel, il vous est demandé de choisir votre unité pouces ou millimètres.
Il est possible de changer l’unité ensuite en cliquant sur « Setting » puis « Unit of Lengh«
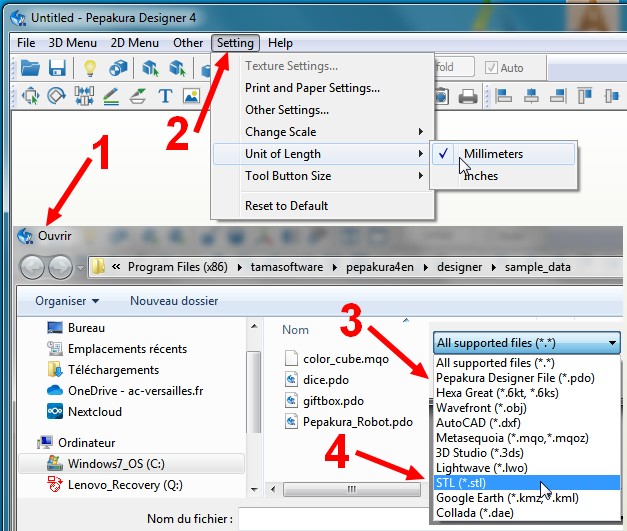
Ce logiciel n’est pas un logiciel de modélisation, il adapte une modélisation existante avec des facettes puis fait un plan 2D.
Beaucoup de formats d’import sont des formats en surfacique.
Si vous utilisez pour la modélisation industriel ( modélisation volumique ) il faudra exporter en STL
Il existe des bibliothèques de modèles STL sur internet
Il y a également une bibliothèque disponible en ligne https://tamasoft.co.jp/pepakura-en/gallery/list.php
Si vous utiliser un élément de la bibliothèque en ligne, le plan 2D est directement près.
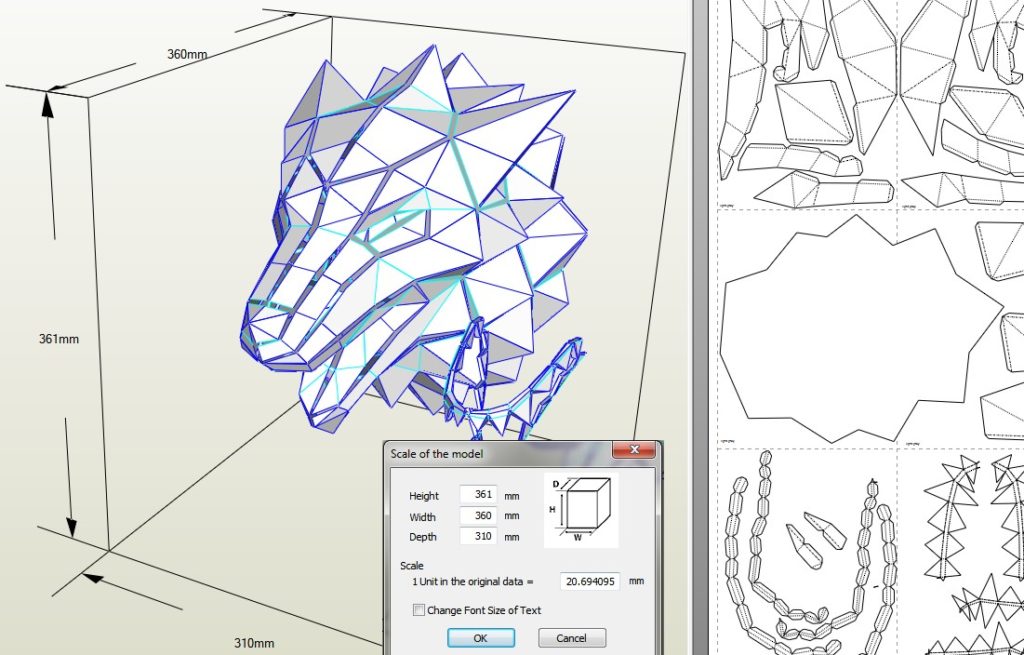
Si vous voulez le modèle plus grand vous pouvez aller dans « Setting » puis « Change scale » vous pouvez adapter le modèle à la taille que vous voulez.
Vous ne pourrez pas utiliser le fichier 2D tel quel pour une découpe laser ou plasma.
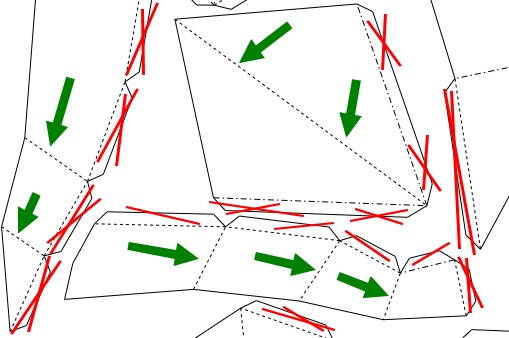
Le logiciel Pepakura est prévu pour des découpes et du pliage de papier ou carton avec donc des languettes de collage.
Il faudra supprimer les languettes de collage et changer des traits de pliages en trait de coupe avec un autre logiciel.
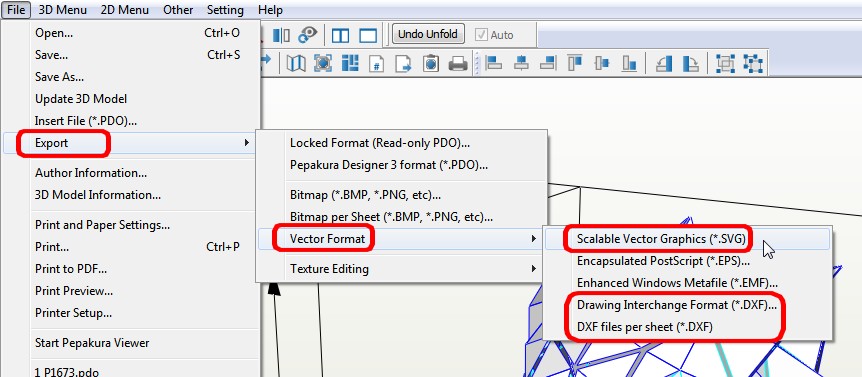
Il faudra exporter au format 2D vectoriel SVG ou DXF pour des logiciels comme par exemple Illustrator, Inkscape ou Fusion 360 ce qui permettre d’éditer et de préparer avec le même logiciel la fabrication.
Suite :
https://www.yaymonsters.com/how-to-cut-paper-pepakura-projects-on-a-laser/
ou https://www.blackowlstudio.com/tutoriel-pepakura-utilisation-du-logiciel/
Voici ci dessous quelques exemple de procédé d’assemblage des polygones

Languette diamant

Langettes rectangulaires et fentes ( tongue )

System puzzle

Pas de languette ( Seam )

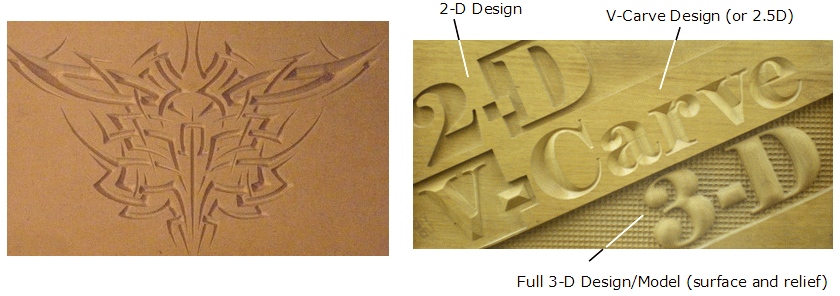
V Carving ( sculptures en V )
[:en]
About the engraved sentence.
As you have guessed, this is “Om Mani Padme Hum” one of the most famous mantra of Buddhism
If you want to train, make a gift to one of your Buddhist friends you can ask your CNC decline in the different language
- Chinois : 唵嘛呢叭咪吽 (Ǎn mání bāmī hōng)
- Coréen : 옴마니반메훔 (Ommanibanmaehum)
- Sanskrit : ॐ मणि पद्मे हूँ (Oṃ maṇi padme hūṃ)
- Japonais : オーン マニ パドメー フーン (Ōn mani padomē fūn)
- Birman :ဥုံမဏိပဒ္မေဟုံ (Òʊɴ manḭ paʔmè hòʊɴ)
V Carving ( sculptures en V )
In this writing, there was no Tibetan font in Windows, the only solution is to get the picture sentences in google and then vectorized contours and export to DXF format.
The CAD software after see this like a drawing not a texte but it’s not a problem.
About the engraved sentence.
As you have guessed, this is “Om Mani Padme Hum” one of the most famous mantra of Buddhism
If you want to train, make a gift to one of your Buddhist friends you can ask your CNC decline in the different language
- Chinois : 唵嘛呢叭咪吽 (Ǎn mání bāmī hōng)
- Coréen : 옴마니반메훔 (Ommanibanmaehum)
- Sanskrit : ॐ मणि पद्मे हूँ (Oṃ maṇi padme hūṃ)
- Japonais : オーン マニ パドメー フーン (Ōn mani padomē fūn)
- Birman :ဥုံမဏိပဒ္မေဟုံ (Òʊɴ manḭ paʔmè hòʊɴ)
V Carving ( sculptures en V )
In this writing, there was no Tibetan font in Windows, the only solution is to get the picture sentences in google and then vectorized contours and export to DXF format.
The CAD software after see this like a drawing not a texte but it’s not a problem.
V Carving ( sculptures en V )
Feuillage, réalisé par Christian après avoir suivi la formation V-Carving


Réalisations mécano-soudés
[:fr]
Réalisations mécano-soudés
Document ressource Education Nationale sur la création de châssis mécano-soudés
Inspiration :
Table de soudure et découpe plasma de la chaine Youtube homesteadonomics :
1 ) https://www.youtube.com/watch?v=2I3MHBYsasc
2 ) Mise à jour https://www.youtube.com/watch?v=Eix0nr2vI1M

Le système 32
[:fr]
Le système 32
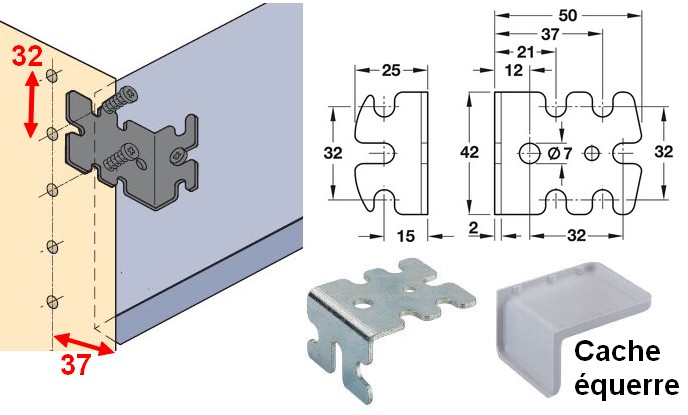
Le SYSTEME-32 est une norme internationale et qui a été spécialement conçu pour augmenter le taux de production de meubles.
La norme est conçue de telle manière que tous les trous de fixation pour les accessoires de meubles sont livrés avec une distance multiple de 32 et un recul par rapport aux chants de 37 mm.
Le système 32 est idéal pour des processus de fabrication avec fraiseuse CNC, outil de perçage automatique et gabarits de perçage.
Les charnières se composent de deux parties reliées par un mécanisme plus ou moins complexe.
Elles se divisent en deux grandes catégories : les charnières invisibles (à encastrer) et les charnières en appliques.
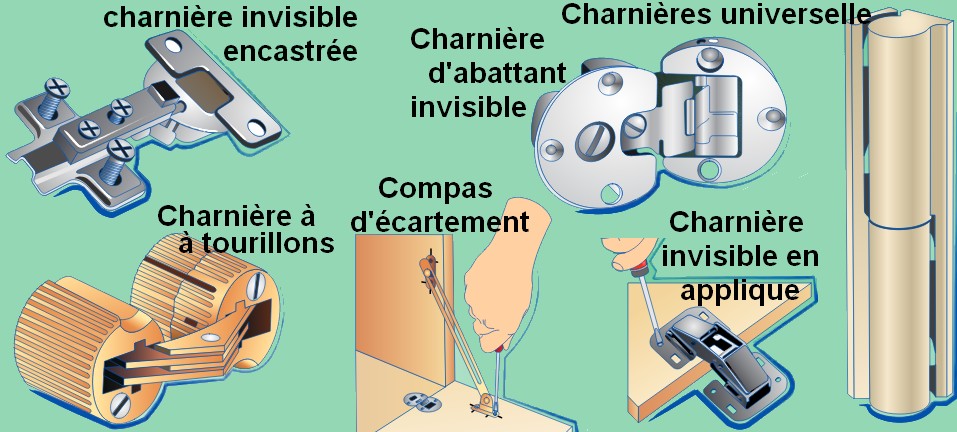
Parmi ces modèles de charnières, certains sont plus résistantes que d’autres à l’arrachement
– le modèle le plus résistant est celui de la charnière invisible encastrée
– la charnière d’abattant invisible est moins réistante.
– la charnière à tourillons s’insère dans des trous à champ, elle s’arrache facilement.
Pour éviter l’arrachement des charnières il est possible d’ajouter des compas d’écartement.
I ) Les charnières invisibles encastrées

L’entraxe de fixation de la tête de charnière peut être de 48 ou 52mm selon les modèles.
Lorsque la fixation se fait avec des vis, les perçages doivent être à 5mm comme pour la fixation de l’embase sur le caisson.
Lorsque la fixation se fait avec des manchons, le perçage est de 10mm de diamètre.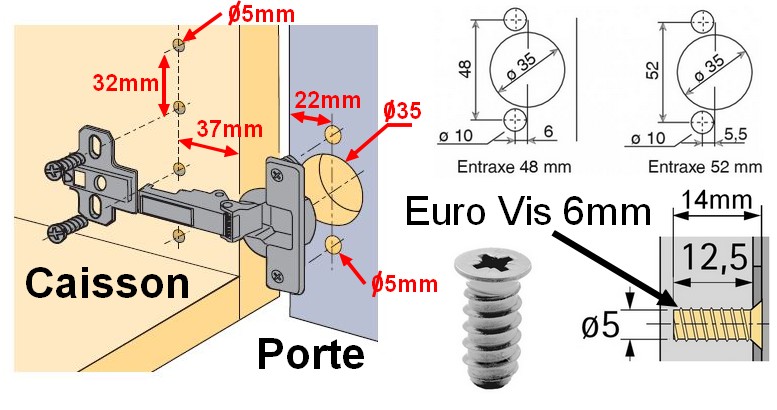
Il y a différents types de charnière suivant qu’on place la porte
– devant le caisson ( charnière droite )
– à l’intérieur du caisson ( charnière super contre coudée )
– les charnières sont cote à cote au milieux de deux portes qui s’ouvrent ( charnière contre coudée )
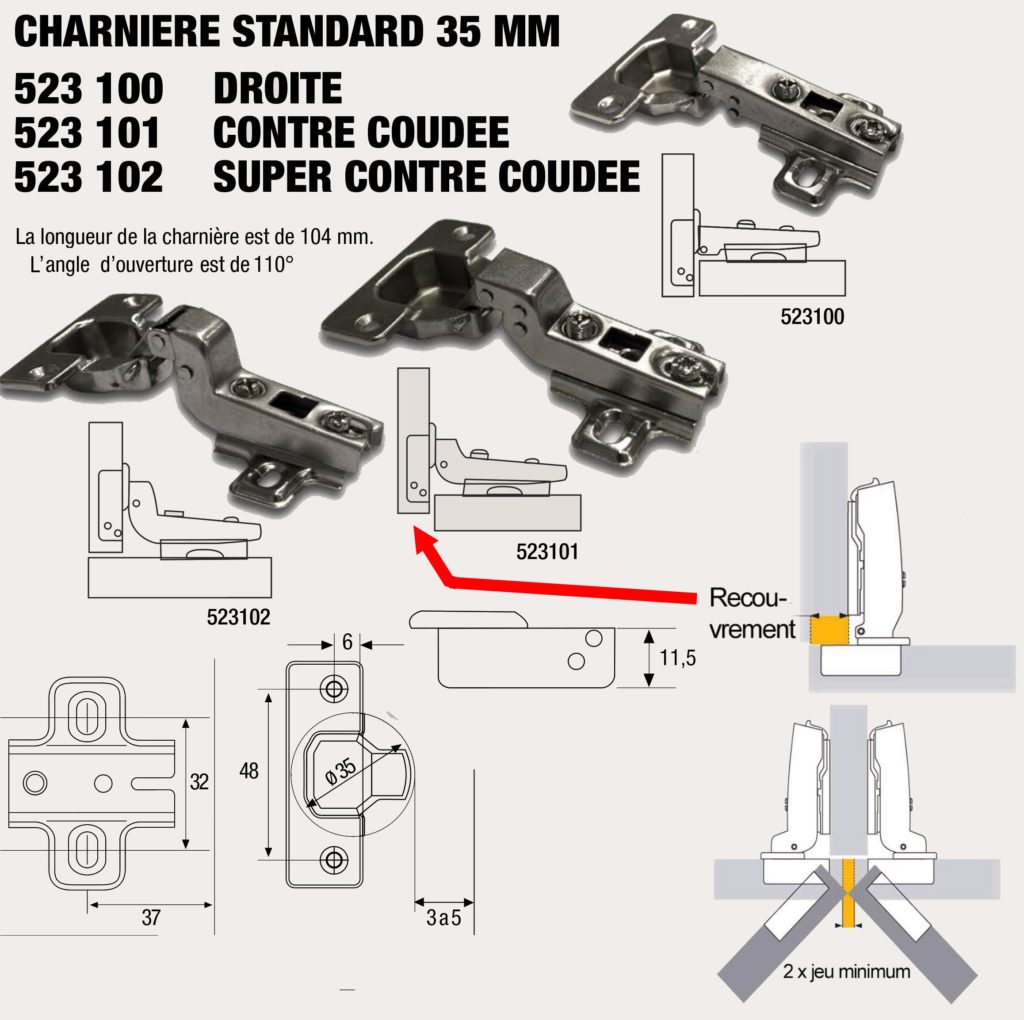
La profondeur de perçage pour les charnières standard de 35mm est de 11,5mm
Il existe d’autres tailles de charnières invisible comme par exemple cette de 26mm
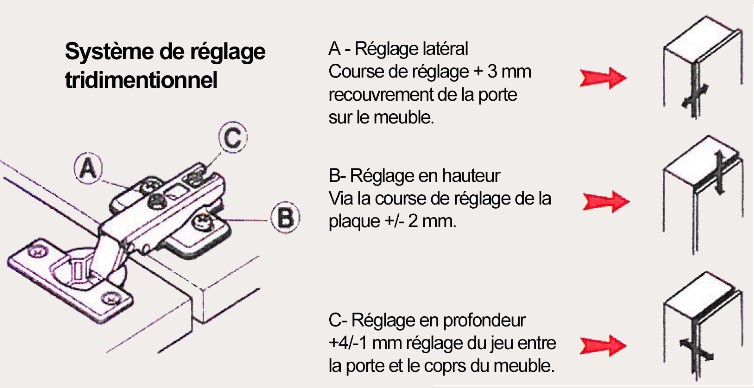
Le réglage de la position de la porte par rapport au caisson se fait avec 3 vis

Des petits voitures en bois obtenus par simple découpe
[:en]
Des petits voitures en bois obtenus par simple découpe
Inspiration …



Des petits voitures en bois obtenus par simple découpe
Consultez ce site http://mywaytoydesign.com/

Création table de réunion entreprise
[:fr]

Faire un éclaté de l’assemblage
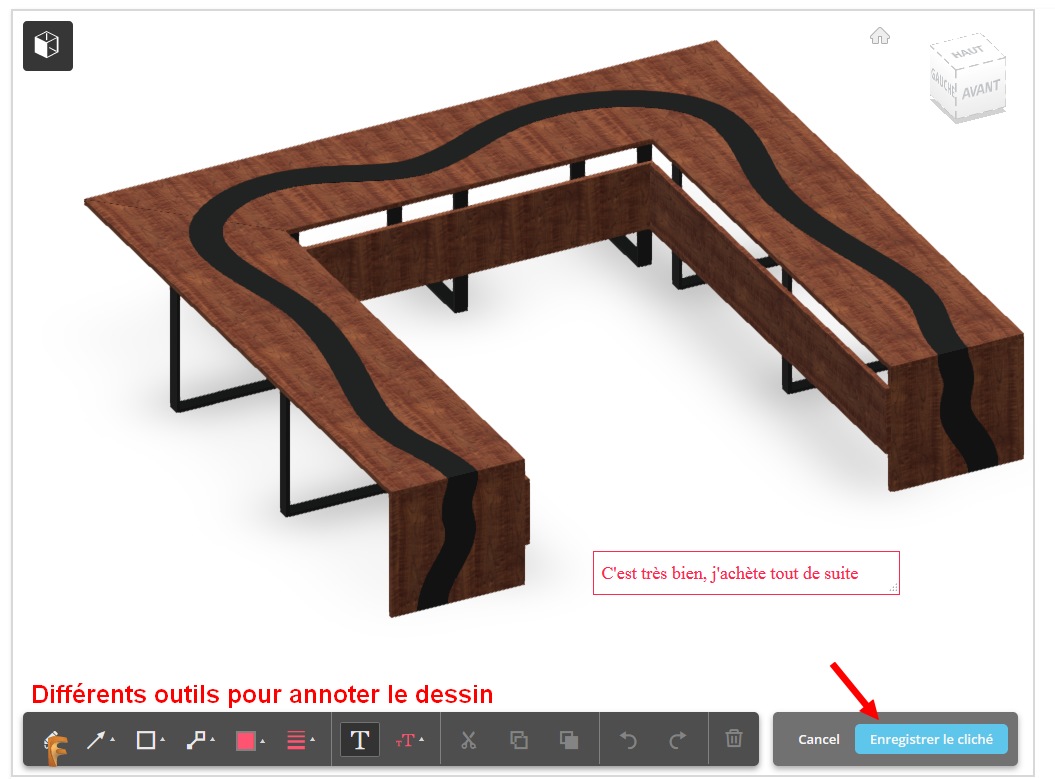
Mettre des annotations
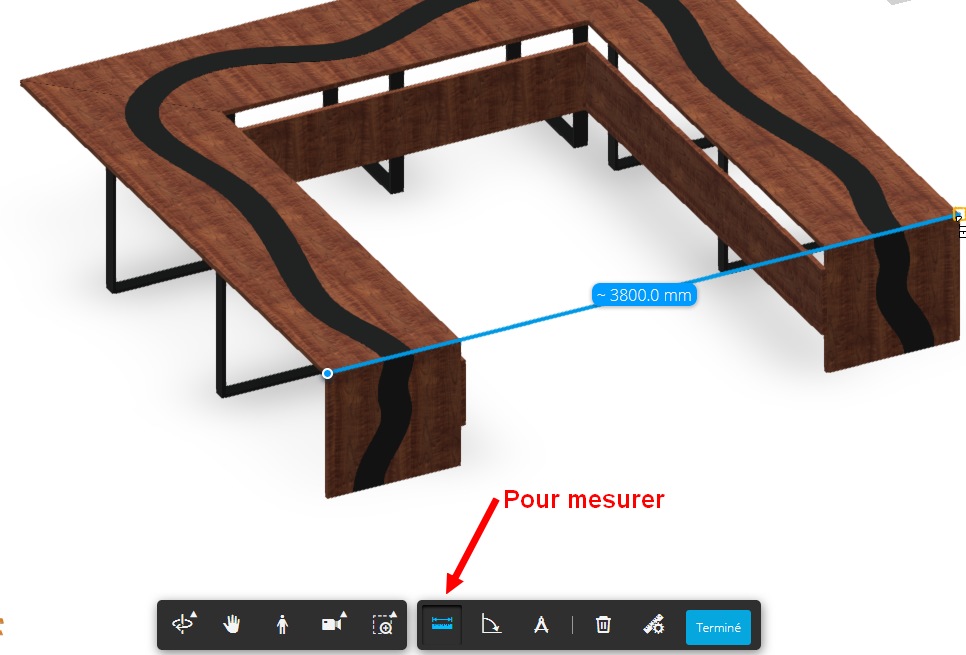
Mesurer
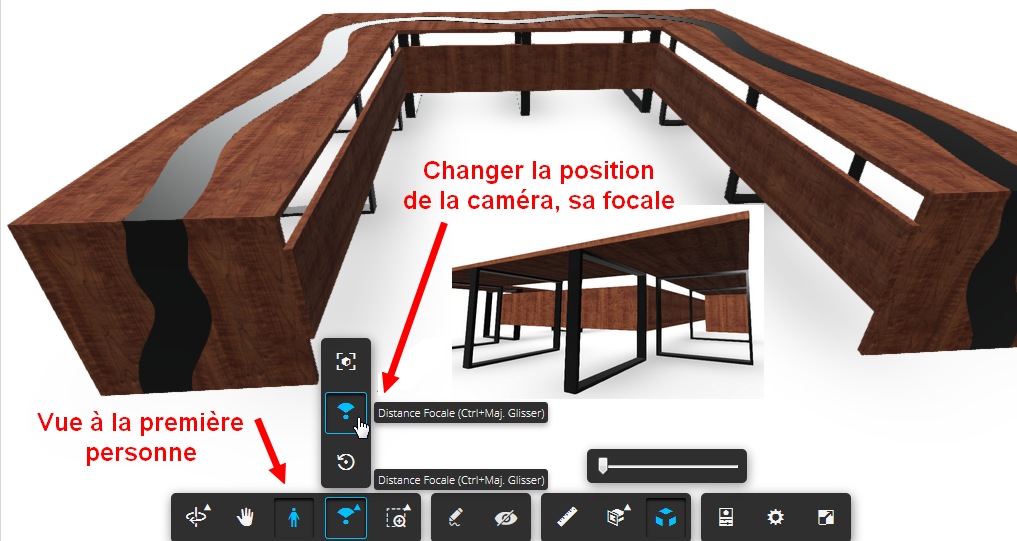
Changer position de la caméra, focale
Avec fusion 360 il est possible de partager un design en ligne et permet à l’utilisateur de donner son avis avec les outils d’annotation.

Gravure sur ardoise
[:fr]
Gravure sur ardoise
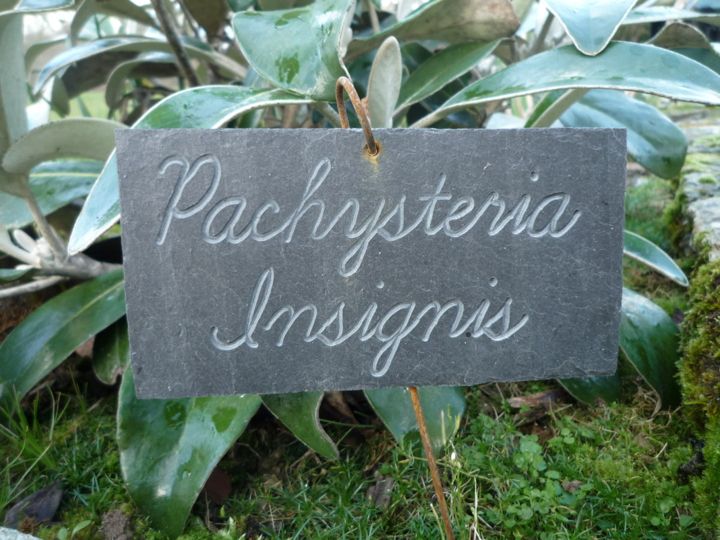
Exemple de gravure sur Ardoise sur le Web
Article d’Alain Le Gallou http://www.legallou.com/Modelisme-Outils/OMM/EtiquetteArdoise.html
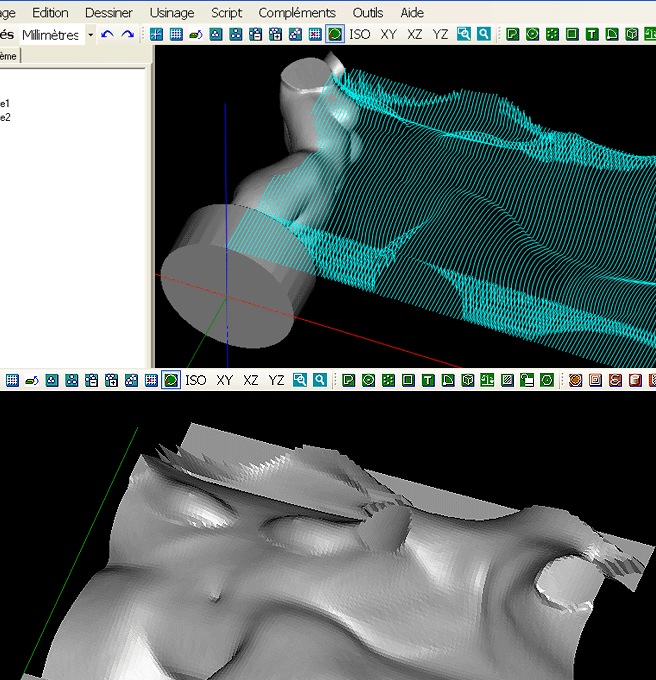
Utilisation du logiciel CAMBAM
Article en PDF Discussion sur l’usinage d’ardoises sur le forum usinage

Égouttoir à bouteille
[:fr]
Égouttoir à bouteille



Boite empilable
[:fr]
Boite empilable

Emballage cadeau bouteille de vin
[:fr]
Emballage cadeau bouteille de vin

![[:en]Porte manteau touches de piano[:fr]Etagères rangement[:]](http://www.makerslide-machines.xyz/wp-content/uploads/2019/01/idee-etageres-rangement.jpg)
[:en]Porte manteau touches de piano[:fr]Etagères rangement[:]
[:en]
[:en]Porte manteau touches de piano[:fr]Etagères rangement[:]
Inspiration …
[:en]Porte manteau touches de piano[:fr]Etagères rangement[:]
Inspiration …
Gérer un 4ème axe avec CAMBAM
[:fr]
Gérer un 4ème axe avec CAMBAM
Gérer un 4ème axe avec Fusion 360
[:fr]
Gérer un 4ème axe avec Fusion 360
Informations sur le forum Usinage
https://www.usinages.com/threads/quel-logiciel-pour-le-4eme-axe.116371/
Usiner du Frédéric Chopin
[:en]
Usiner du Frédéric Chopin
Inspiration …
Usiner du Frédéric Chopin
La vidéo provient de la chaine Youtube du Luthier James Cherry’s de Salt Lake City aux Etats Unis
Son site internet : https://www.twocherriesinstruments.com/
Ses tutoriels sur instructable : https://www.instructables.com/member/bassman76jazz/
Graver une photo avec la technique de la demi-teinte
[:fr]
Graver une photo avec la technique de la demi-teinte
Imprimerie
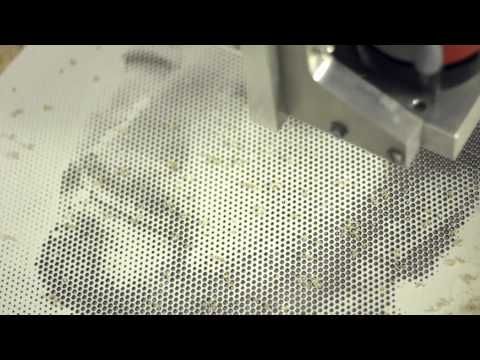
Les journaux, les livres, les photographies, tout est imprimé en demi-ton

Les trames de demi-teintes sont constituées de points définissant la quantité d’encre qui sera déposée à un endroit précis lors de l’impression.
La modification de leur taille et et de leur densité permet de créer l’illusion de variations de gris créant ainsi le modelé (dégradé) d’une photographie.
Pour l’impression des photos couleur, on superpose des points en demi ton de couleur Cyan Magenta Jaune et Noir
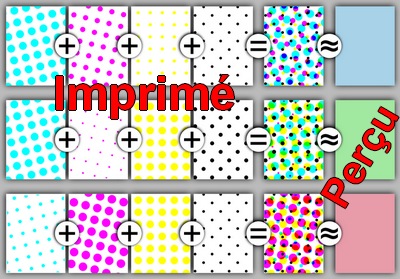
La forme des points constituant les photographie en demi-ton peut être ronde, carré ou elliptique.
Le demi-ton ou halftone en Anglais fait partie du design de certains objet.

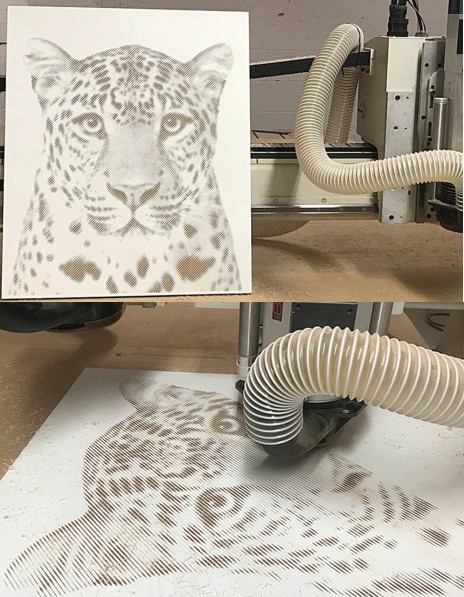
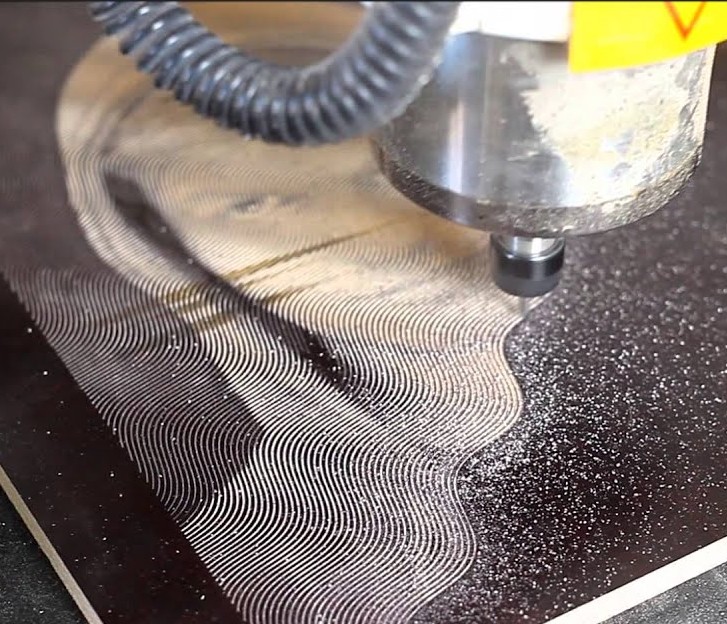
Application pour l’usinage de photographies avec une CNC
Nous utiliseront la technique du demi ton avec 2 couleurs, et la photographie sera constituée de points ou lignes usinées.
Pour avoir les deux couleurs, la matière aura une couleur externe à la surface et les endroits usinés feront apparaître une autre couleur.
La Fraiseuse CNC outil indispensable pour les enseignistes
[:en]
La Fraiseuse CNC outil indispensable pour les enseignistes
Inspiration …
La Fraiseuse CNC outil indispensable pour les enseignistes
Les vidéos dans les différents onglets ci-dessous proviennent de la Chaîne de l’enseigniste Gilles Enseignes 42
https://www.youtube.com/channel/UCmPTsD0-B82HFZ-xt_Z8WBg/videos
Combiner la menuiserie classique avec l’utilisation d’une CNC
[:en]
Combiner la menuiserie classique avec l’utilisation d’une CNC
Inspiration …
Combiner la menuiserie classique avec l’utilisation d’une CNC
Les vidéos dans les différents onglets ci-dessous proviennent de la Chaîne Youtube du designer Nitsn
https://www.youtube.com/channel/UCMZt0vuu8CdkKNXU2KcsmOQ/videos
Elle montrent comment combiner les techniques de menuiserie classique avec l’utilisation d’une fraiseuse CNC.
Le design est réalisé avec le logiciel Fusion 360.
- Fabrication d'un cadre de miroir en Chêne
- Boites en bois teck et hêtre décorées
- Support bois de tête Laser
- Fabrication d'une lampe en bois et papier de riz
- Fabrication petite table triangulaire en teck
- Gravures CNC de plaques en laiton avec logo
Graver des poinçons
Principe de fonctionnement des horloges mécaniques
[:fr]
Principe de fonctionnement des horloges mécaniques
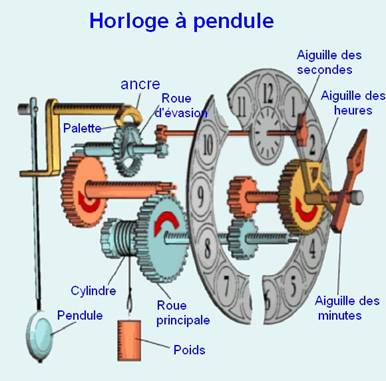
I ) Principe de l’horloge mécanique
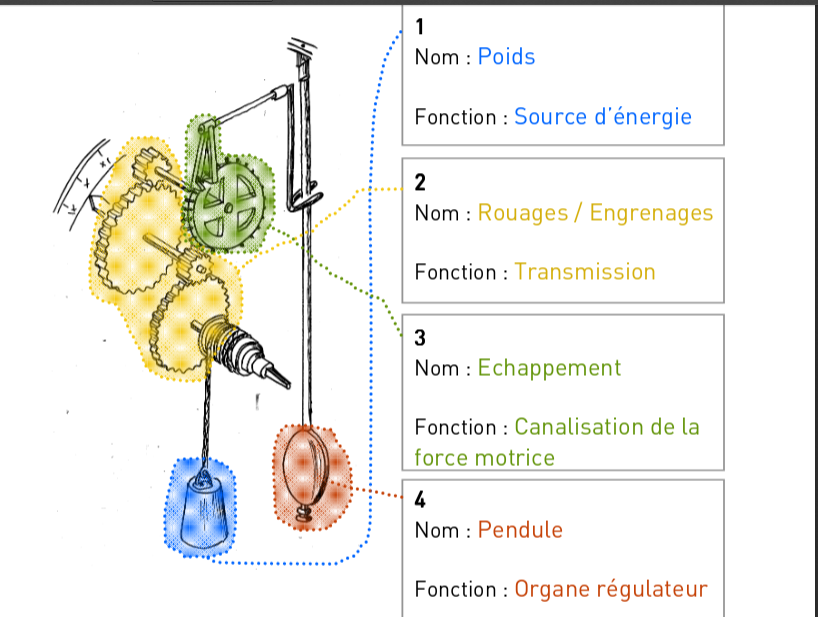
1 ) l’organe moteur qui fournit l’énergie nécessaire au maintien de l’amplitude d’oscillation, cette énergie peut être délivrée par un contrepoids ou par un ressort,
2 ) les rouages ou engrenages qui transmettent l’énergie au système oscillant et à l’affichage du temps,
3 ) l’échappement qui distribue l’énergie communiquée par le rouage.
l’échappement stoppe à intervalles réguliers la descente du poids, plusieurs systèmes d’échappement existent.
4 ) le régulateur qui impose sa période à l’ensemble de l’horloge. Ce régulateur peut être un foliot, pendule pesant ou un système spiral.
II ) Les Horloges à foliot
Les horloges du 13ème siècle, étaient des horloges à échappement à Foliot, c’est-à-dire que l’organe stoppant l’intervalle du poids était un balancier horizontal à deux poids aux extrémités.
Mettre animation horloge foliot
Les horloges à foliot présentaient une faible exactitude. Elles dérivaient d’environ deux heures toutes les 24 heures. Il faut trouver un nouvel organe de régulation plus précis !
III ) Les Horloges à balancier
C’est en 1638, que Galilée découvre la régularité du mouvement du pendule simple, et teste les facteurs influençant la période d’oscillation du pendule.
Au repos, le fil est dirigé suivant la verticale du lieu qui constitue sa position d’équilibre et en l’écartant légèrement, il tend à osciller autour de cette position.
La durée d’une oscillation ou période peut constituer un étalon de temps.
Ainsi, pour obtenir un pendule battant la seconde, il faut utiliser un fil de longueur un mètre et veiller à protéger le système pour éviter les amortissements.
En 1657, Christian Huygens réalisa la première application pratique de la découverte de Galilée. Il invente le balancier pendulaire, un organe régulateur, qui remplace le foliot et apporte un gain de précision considérable.
Cependant le balancier pendulaire a lui aussi deux défauts majeurs :
-Il est impossible à miniaturiser, du fait que le pendule doit mesurer un mètre.
-Il est sensible aux secousses, et aux changements de latitude (on rappelle que la force gravitationnelle g dont dépendent les oscillations du pendule n’est pas partout la même sur Terre).
Ces imperfections rendent le pendule incompatible avec les voyages en mer, qui pourtant nécessitent une mesure du temps précise afin de pouvoir garder une idée de la localisation du navire sur le globe terrestre.
IV ) Les horloges à ressort
Huyghens imagine en 1675 l’horloge à ressort. Le principe diffère très peu des autres horloges.
La source d’énergie est un ressort tendu qui restitue de l’énergie en se déroulant.
L’organe régulateur est un deuxième ressort, appelé balancier spiral, qui effectue un mouvement de va et vient circulaire, tel un pendule.
Cette avancée majeure dans l’horlogerie, permettra de miniaturiser à souhait les systèmes de mesure du temps.
IV ) L’unité de base de mesure du temps
Le fait de compter en seconde, minutes de 3000 ans et trouve sont origine dans la région de Babylone.
Les Babyloniens avaient adoptés pour compter la base 60 car selon eux, 1 an est divisé en 6 périodes de 60 jours (360 jours).
En effet, ils avaient constaté que le soleil retrouvait sa place par rapport aux étoiles après douze lunaisons (3 saisons de 4 mois de 30 jours), soit 360 jours. Les calendriers étaient lunaires, car l’observation était facile.
En astronomie, ils utilisaient un degré de 60 minutes et une minute de 60 secondes.
Depuis ont à adopté le système décimal pour l’algèbre et le système binaire pour le numérique, cependant pour le temps et les angles ont utilise toujours la base 60 des Babyloniens.
Calcul théorique ( Inspiré du site internet de Villemin Gérard http://villemin.gerard.free.fr/aScience/Physique/Pendule.htm )
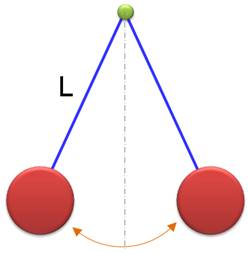
La période du pendule fait intervenir ![]()
Plus exactement
La période du pendule est totalement indépendante de la masse de l’objet oscillant
T période en secondes (aller-retour complet du balancier).
L est la longueur en mètres.
g est l’intensité de la pesanteur.
Sur Terre: g 9,8 m / s²
![]() est le demi-angle de rotation.
est le demi-angle de rotation.
Plus d’informations sur le site de Villemin Gérard http://villemin.gerard.free.fr/aScience/Physique/Pendule.htm

Bibliothèques de modèles 3D sur le web
[:en]
About the engraved sentence.
As you have guessed, this is “Om Mani Padme Hum” one of the most famous mantra of Buddhism
If you want to train, make a gift to one of your Buddhist friends you can ask your CNC decline in the different language
- Chinois : 唵嘛呢叭咪吽 (Ǎn mání bāmī hōng)
- Coréen : 옴마니반메훔 (Ommanibanmaehum)
- Sanskrit : ॐ मणि पद्मे हूँ (Oṃ maṇi padme hūṃ)
- Japonais : オーン マニ パドメー フーン (Ōn mani padomē fūn)
- Birman :ဥုံမဏိပဒ္မေဟုံ (Òʊɴ manḭ paʔmè hòʊɴ)
Bibliothèques de modèles 3D sur le web
In this writing, there was no Tibetan font in Windows, the only solution is to get the picture sentences in google and then vectorized contours and export to DXF format.
The CAD software after see this like a drawing not a texte but it’s not a problem.
About the engraved sentence.
As you have guessed, this is “Om Mani Padme Hum” one of the most famous mantra of Buddhism
If you want to train, make a gift to one of your Buddhist friends you can ask your CNC decline in the different language
- Chinois : 唵嘛呢叭咪吽 (Ǎn mání bāmī hōng)
- Coréen : 옴마니반메훔 (Ommanibanmaehum)
- Sanskrit : ॐ मणि पद्मे हूँ (Oṃ maṇi padme hūṃ)
- Japonais : オーン マニ パドメー フーン (Ōn mani padomē fūn)
- Birman :ဥုံမဏိပဒ္မေဟုံ (Òʊɴ manḭ paʔmè hòʊɴ)
Bibliothèques de modèles 3D sur le web
In this writing, there was no Tibetan font in Windows, the only solution is to get the picture sentences in google and then vectorized contours and export to DXF format.
The CAD software after see this like a drawing not a texte but it’s not a problem.
Bibliothèques de modèles 3D sur le web

Graver des écritures tibétaines
As you have guessed, this is “Om Mani Padme Hum” one of the most famous mantra of Buddhism
If you want to train, make a gift to one of your Buddhist friends you can ask your CNC decline in the different language
- Chinois : 唵嘛呢叭咪吽 (Ǎn mání bāmī hōng)
- Coréen : 옴마니반메훔 (Ommanibanmaehum)
- Sanskrit : ॐ मणि पद्मे हूँ (Oṃ maṇi padme hūṃ)
- Japonais : オーン マニ パドメー フーン (Ōn mani padomē fūn)
- Birman :ဥုံမဏိပဒ္မေဟုံ (Òʊɴ manḭ paʔmè hòʊɴ)
Graver des écritures tibétaines
In this writing, there was no Tibetan font in Windows, the only solution is to get the picture sentences in google and then vectorized contours and export to DXF format.
The CAD software after see this like a drawing not a texte but it’s not a problem.
As you have guessed, this is “Om Mani Padme Hum” one of the most famous mantra of Buddhism
If you want to train, make a gift to one of your Buddhist friends you can ask your CNC decline in the different language
- Chinois : 唵嘛呢叭咪吽 (Ǎn mání bāmī hōng)
- Coréen : 옴마니반메훔 (Ommanibanmaehum)
- Sanskrit : ॐ मणि पद्मे हूँ (Oṃ maṇi padme hūṃ)
- Japonais : オーン マニ パドメー フーン (Ōn mani padomē fūn)
- Birman :ဥုံမဏိပဒ္မေဟုံ (Òʊɴ manḭ paʔmè hòʊɴ)
Graver des écritures tibétaines
In this writing, there was no Tibetan font in Windows, the only solution is to get the picture sentences in google and then vectorized contours and export to DXF format.
The CAD software after see this like a drawing not a texte but it’s not a problem.
Graver des écritures tibétaines


Fixation du bornier général
[:en]
Fixation du bornier général
a ) Unscrew a little the 4 nut of X carriage spindle side
b ) Insert the assembly of Z axis frame in the way than the X carriage nut can slide inside the slot of makerslide profil
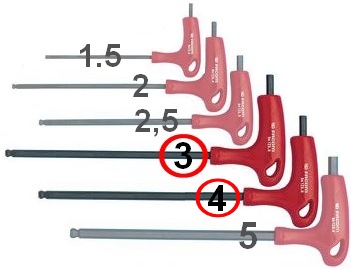
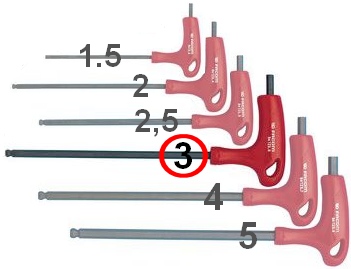
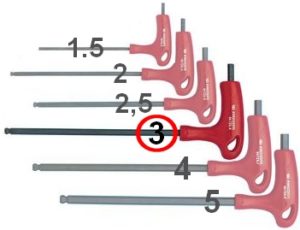
Outillage
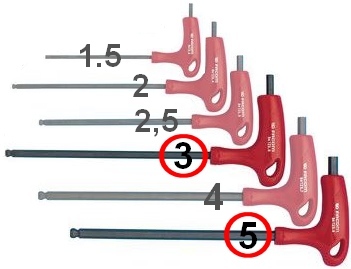
Une clef Allen (BTR) de 3 est nécessaire pour visser les vis M4 de fixation du support de l’axe Z
Fixation du bornier général
a ) Unscrew a little the 4 nut of X carriage spindle side
b ) Insert the assembly of Z axis frame in the way than the X carriage nut can slide inside the slot of makerslide profil
Outillage
Une clef Allen (BTR) de 3 est nécessaire pour visser les vis M4 de fixation du support de l’axe Z
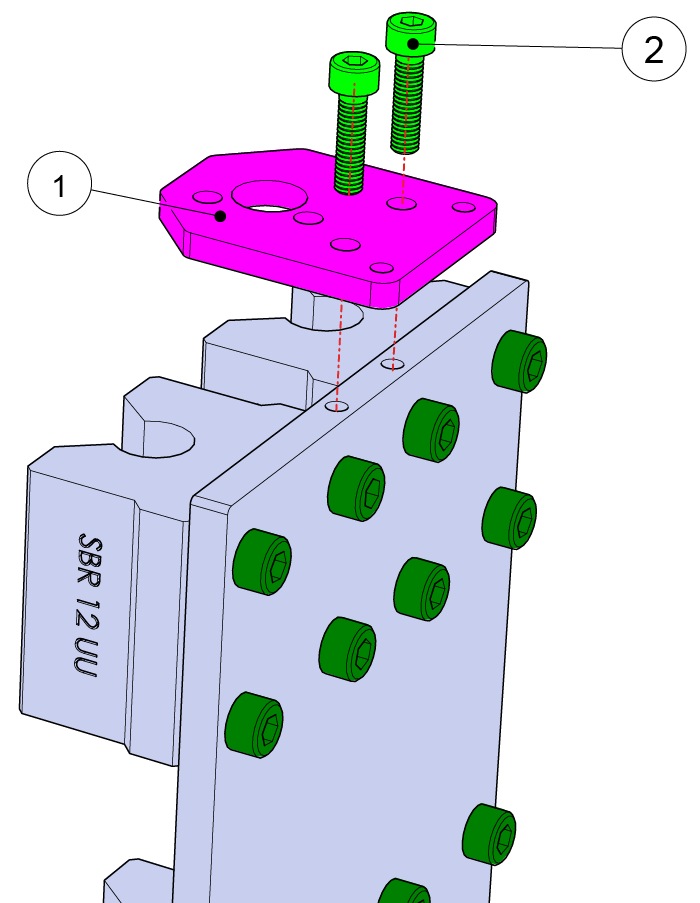
Fixation du bornier général
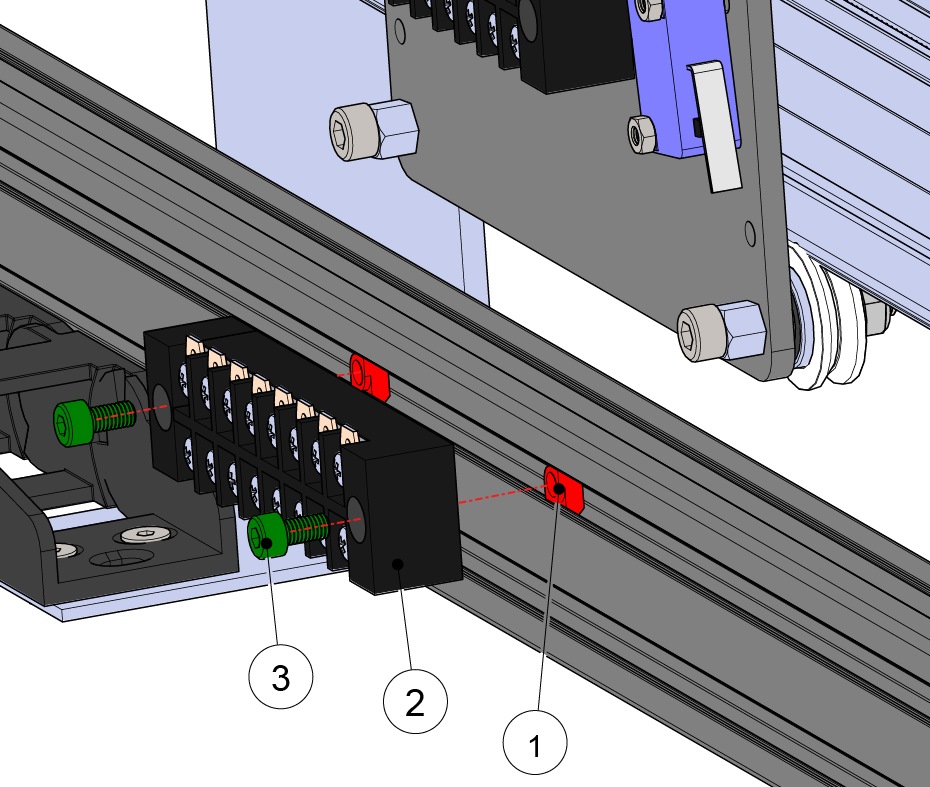
Opérations
Fixez le bornier général de connexion des moteurs pas à pas ( 2 ) au profilé standard 20×40 coté chemin de câble.
Grâce aux 2 vis Chc M4x8 (3) et aux 2 écrous marteau en T M4 repérés (1)
Outillage
Une clef Allen (BTR) de 3 est nécessaire pour visser les vis Chc M4x8
Mettre les butées des fin de course pour les axes X et Y
[:en]
Mettre les butées des fin de course pour les axes X et Y
a ) Unscrew a little the 4 nut of X carriage spindle side
b ) Insert the assembly of Z axis frame in the way than the X carriage nut can slide inside the slot of makerslide profil
Outillage
Une clef Allen (BTR) de 3 est nécessaire pour visser les vis M4 de fixation du support de l’axe Z
Mettre les butées des fin de course pour les axes X et Y
a ) Unscrew a little the 4 nut of X carriage spindle side
b ) Insert the assembly of Z axis frame in the way than the X carriage nut can slide inside the slot of makerslide profil
Outillage
Une clef Allen (BTR) de 3 est nécessaire pour visser les vis M4 de fixation du support de l’axe Z
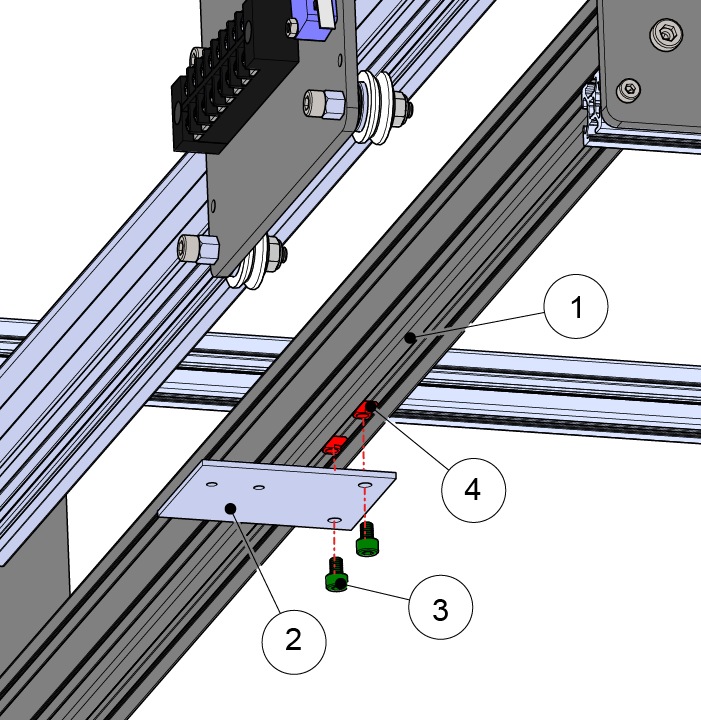
Mettre les butées des fin de course pour les axes X et Y
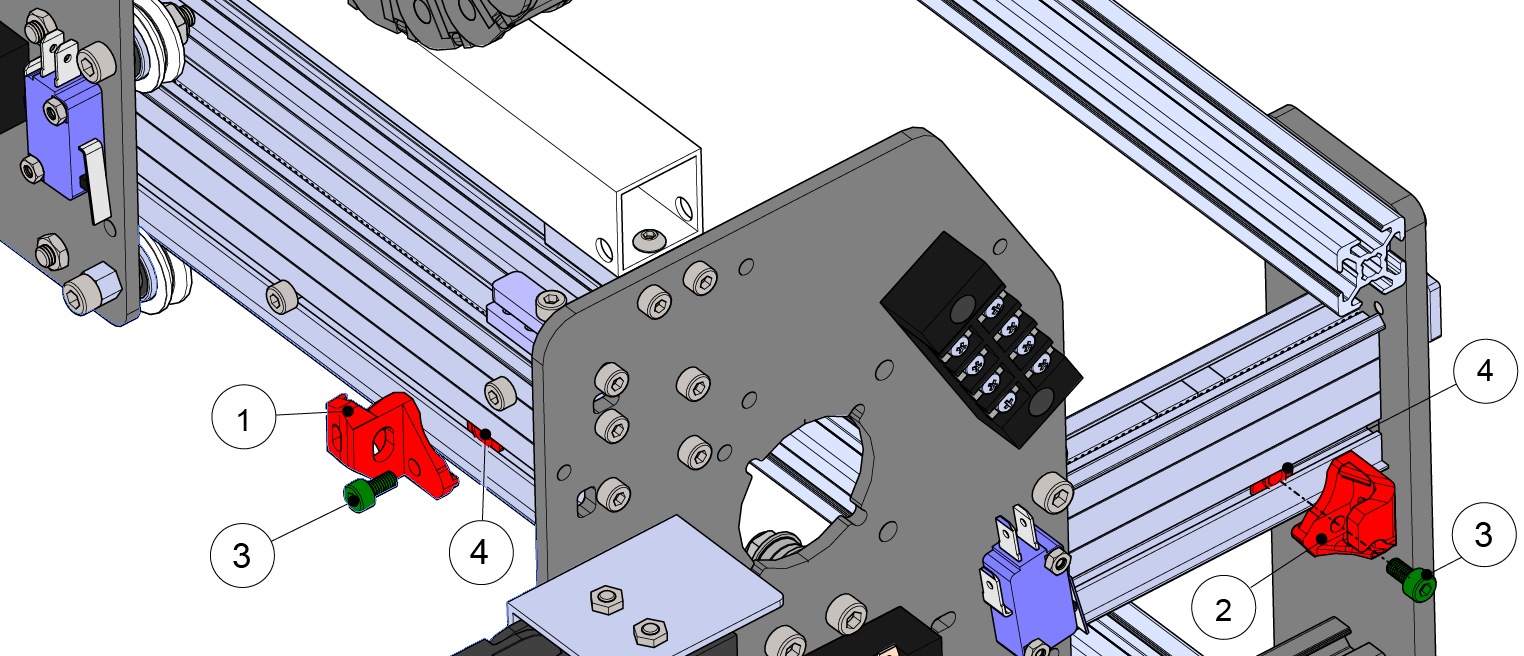
Opérations
Fixez les butées des fin de course ( 1 ) sur les profilés makerslide des axes X et Y grâce aux vis Chc M4x8 repérées (3) et aux écrous Hex M4 repérés (4)
Outillage
Une clef Allen (BTR) de 3 est nécessaire pour visser les vis Chc M4x8

Assemblage du chariot de l’axe Z
[:en]
Assemblage du chariot de l’axe Z
a ) Unscrew a little the 4 nut of X carriage spindle side
b ) Insert the assembly of Z axis frame in the way than the X carriage nut can slide inside the slot of makerslide profil
Outillage
Une clef Allen (BTR) de 3 est nécessaire pour visser les vis M4 de fixation du support de l’axe Z
Assemblage du chariot de l’axe Z
a ) Unscrew a little the 4 nut of X carriage spindle side
b ) Insert the assembly of Z axis frame in the way than the X carriage nut can slide inside the slot of makerslide profil
Outillage
Une clef Allen (BTR) de 3 est nécessaire pour visser les vis M4 de fixation du support de l’axe Z
Assemblage du chariot de l’axe Z
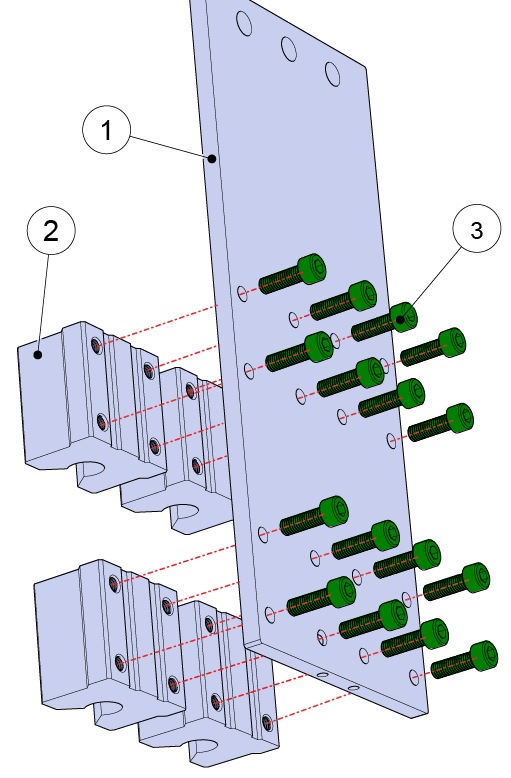
Opérations
Opération 1 :
Vissez les 4 blocs de guidage linéaire (2) sur la plaque principale du chariot ( 1 ) grâce aux 16 vis Chc M5x16 ( 3 )
Opération 2 : Visser le support de l’écrou de transmission de l’axe Z ( 1 ) sur la plaque principale du chariot de l’axe Z grâce aux 2 vis Chc M4x16 ( 2 )
Outillage
Une clef Allen de 4 est nécessaires pour visser les vis Chc M5x16
Une clef Allen de 3 est nécessaires pour visser les vis Chc M4x16
Fixation des supports d’extrémités de chemins de câble
[:en]
Fixation des supports d’extrémités de chemins de câble
a ) Unscrew a little the 4 nut of X carriage spindle side
b ) Insert the assembly of Z axis frame in the way than the X carriage nut can slide inside the slot of makerslide profil
Outillage
Une clef Allen (BTR) de 3 est nécessaire pour visser les vis M4 de fixation du support de l’axe Z
Fixation des supports d’extrémités de chemins de câble
a ) Unscrew a little the 4 nut of X carriage spindle side
b ) Insert the assembly of Z axis frame in the way than the X carriage nut can slide inside the slot of makerslide profil
Outillage
Une clef Allen (BTR) de 3 est nécessaire pour visser les vis M4 de fixation du support de l’axe Z
Fixation des supports d’extrémités de chemins de câble
Opérations
Opération 1 : fixation du support inférieur du chemin de câble de l’axe Y
Vissez le support (2) en dessous du profilé 20×40 inférieur du chassis ( 1 ) grâce aux vis Chc M4x6 ( 3 ) et aux écrous marteau en T (4 )
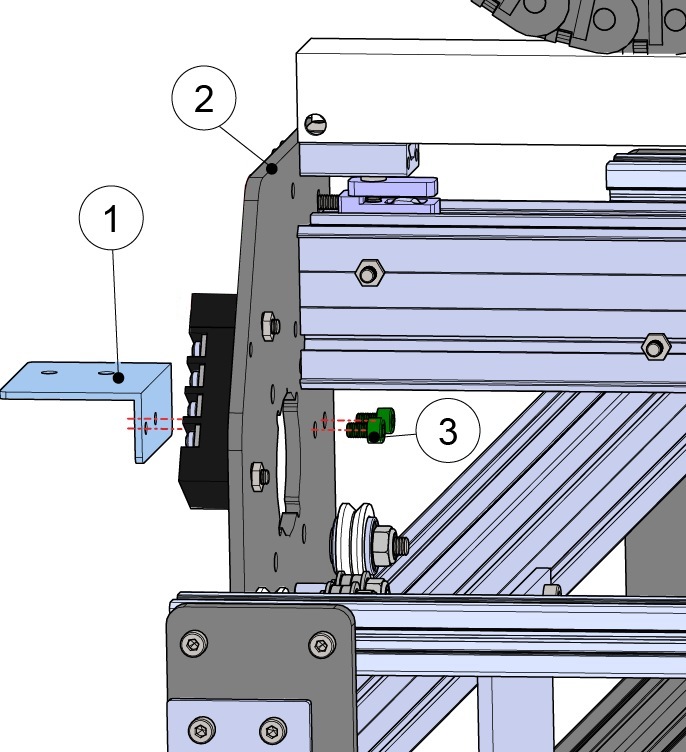
Opération 2 : Visser l’équerre de fixation du chemin de câble de l’axe Y ( 1 ) sur le chariot gauche du portique ( 2 ) grâce aux 2 vis Chc M4x6 ( 3 )
Outillage
Une clef Allen de 3 est nécessaires pour visser les vis Chc M4
Montage du support de chemin de câble portique
[:en]
Montage du support de chemin de câble portique
a ) Unscrew a little the 4 nut of X carriage spindle side
b ) Insert the assembly of Z axis frame in the way than the X carriage nut can slide inside the slot of makerslide profil
Outillage
Une clef Allen (BTR) de 3 est nécessaire pour visser les vis M4 de fixation du support de l’axe Z
Montage du support de chemin de câble portique
a ) Unscrew a little the 4 nut of X carriage spindle side
b ) Insert the assembly of Z axis frame in the way than the X carriage nut can slide inside the slot of makerslide profil
Outillage
Une clef Allen (BTR) de 3 est nécessaire pour visser les vis M4 de fixation du support de l’axe Z
Montage du support de chemin de câble portique
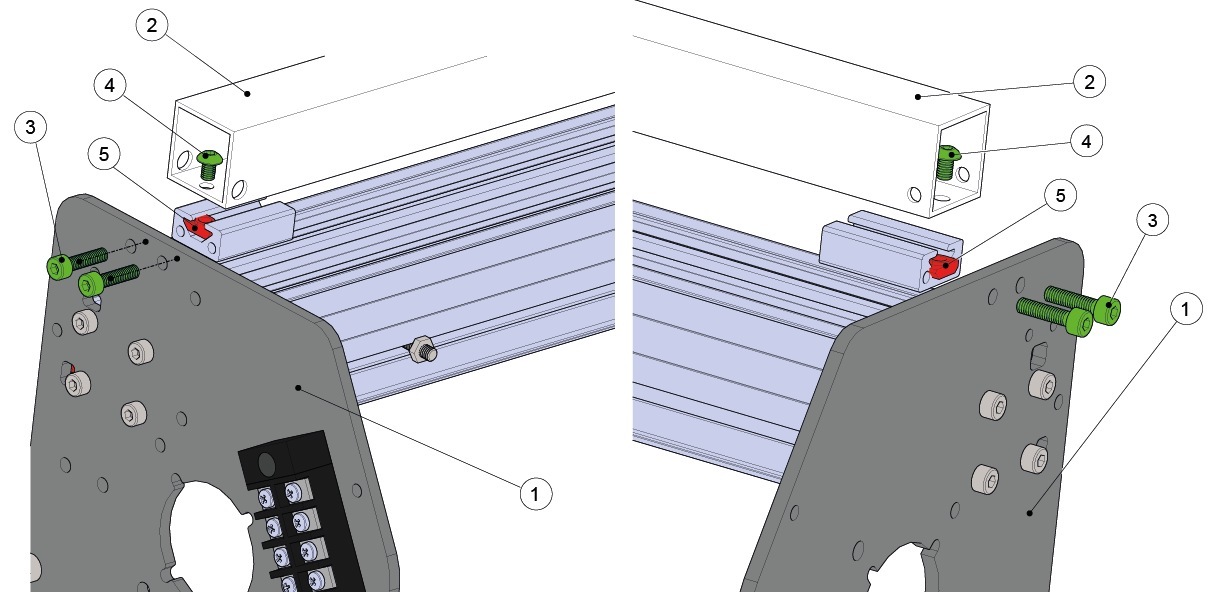
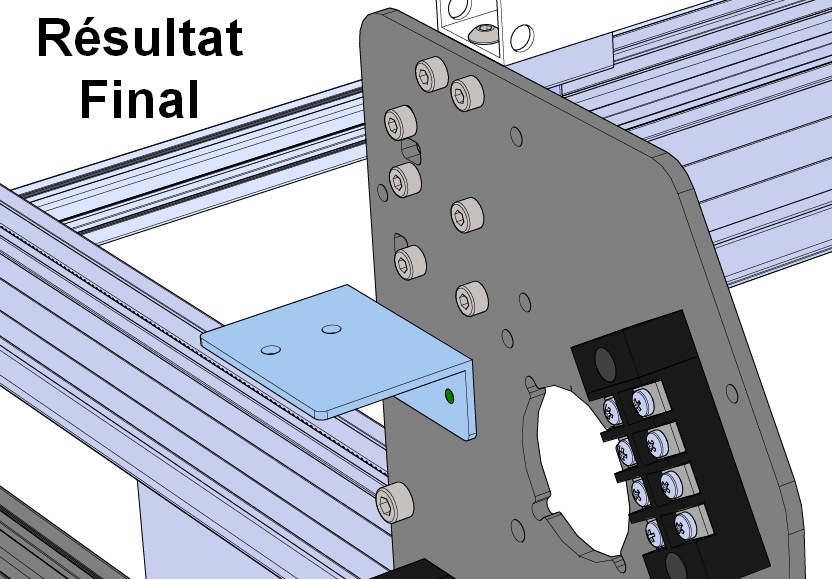
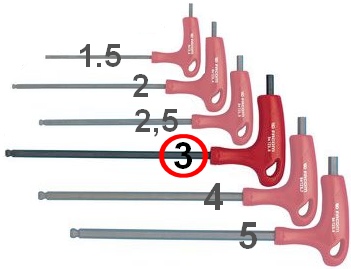
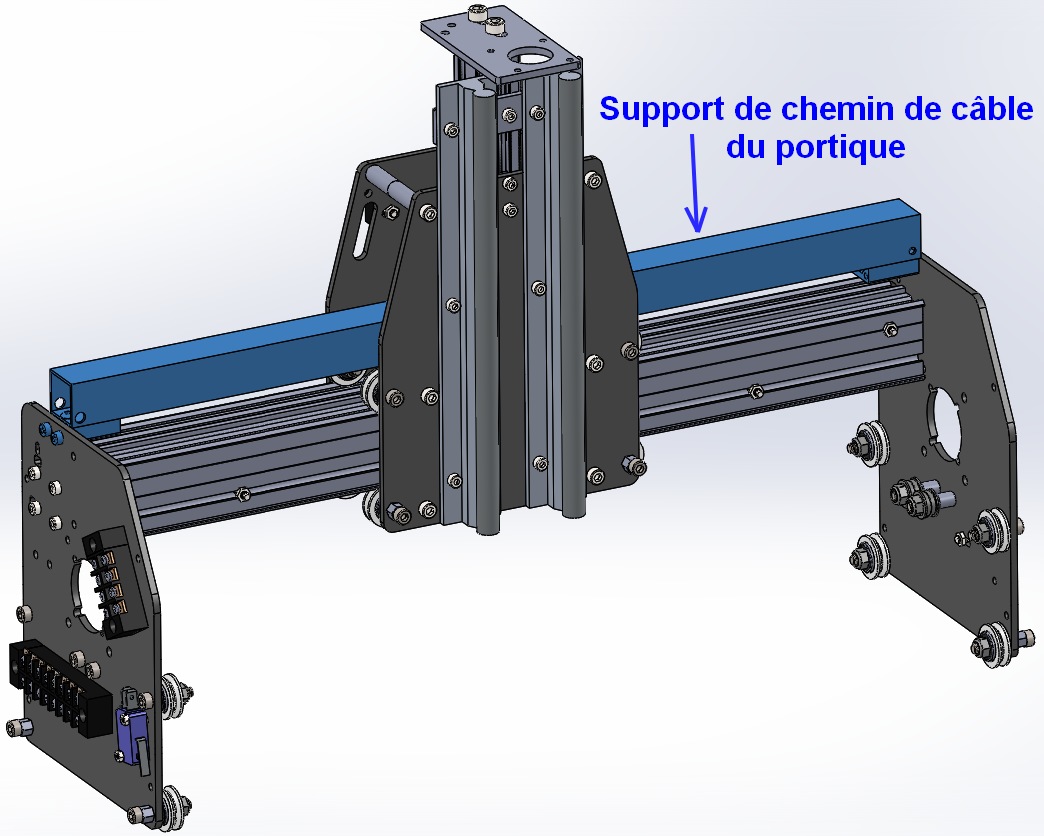
Opérations
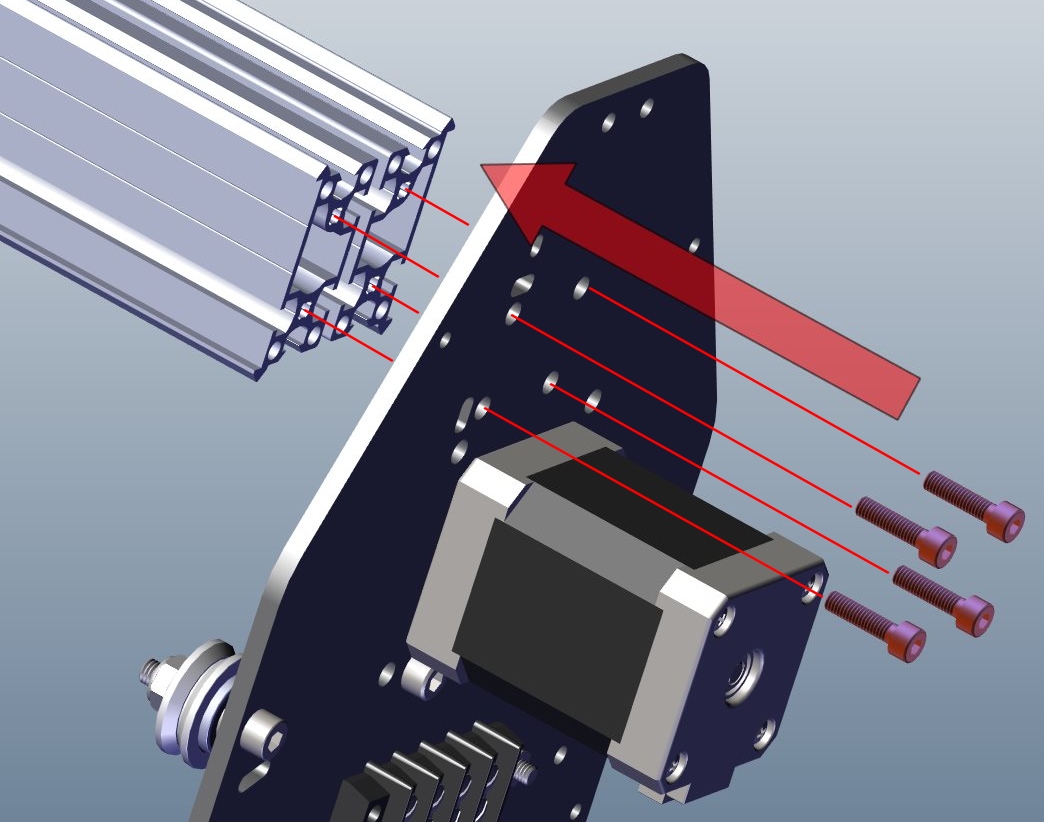
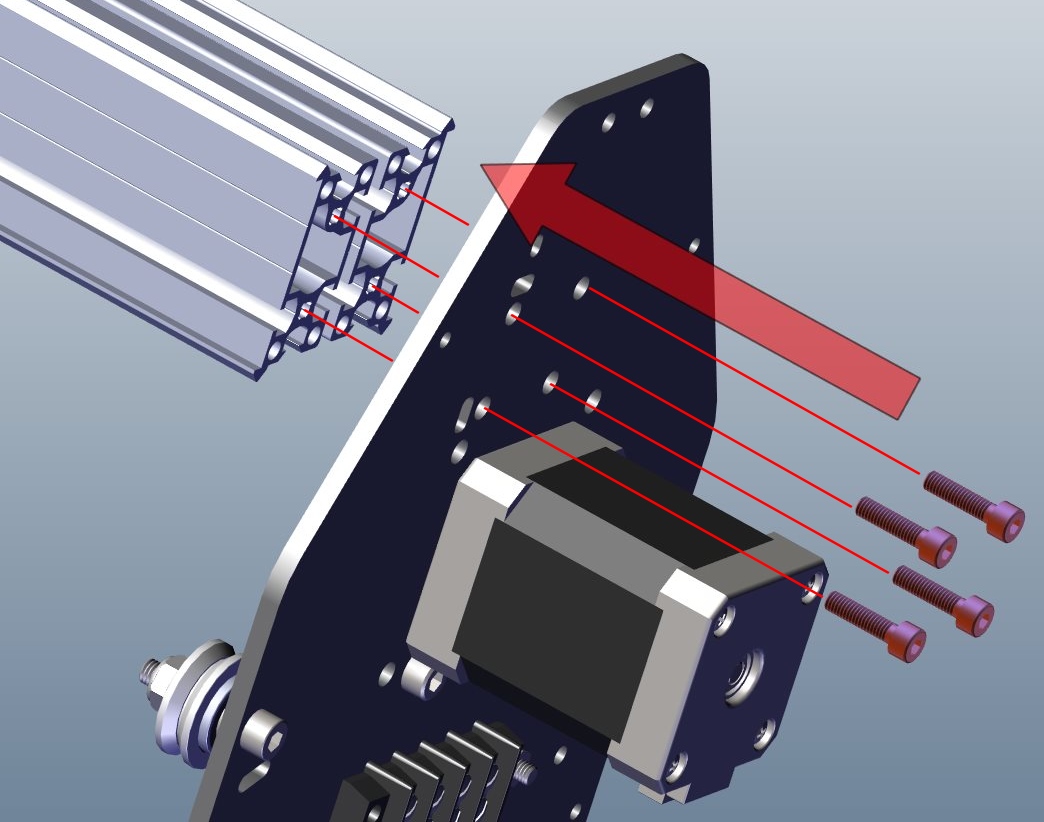
Opération 1 : vissez aux extrémités du support de chemin de câble ( 2 ), les 2 petits profilés adaptateur grâce aux vis Bhc M4x6 (4) et aux écrous marteau en T M4 ( 5 )
Opération 2 : vissez l’ensemble au dessus des chariots du portique grâce aux vis Chc M4x16 ( 3 )
Outillage
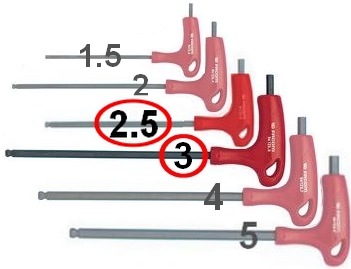
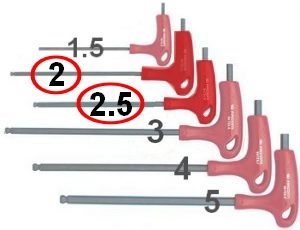
Une clef Allen de 2.5 est nécessaire pour viser les petites vis Chc M4x6
Une clef Allen de 3 permet de visser les vis Chc M4x16
6 – Visser les borniers et le capteur sur les chariots du portique
[:en]
6 – Visser les borniers et le capteur sur les chariots du portique
Do the same process for the two side carriage of gantry
a ) Put the 4 M4x16 screw inside the 4 fixing hole of Gantry carriage plates
b ) Fix all with screw and thread inside the two makerslide gantry profil
Tools
You need one btr key of 3mm for the M4x16 Cap head screw
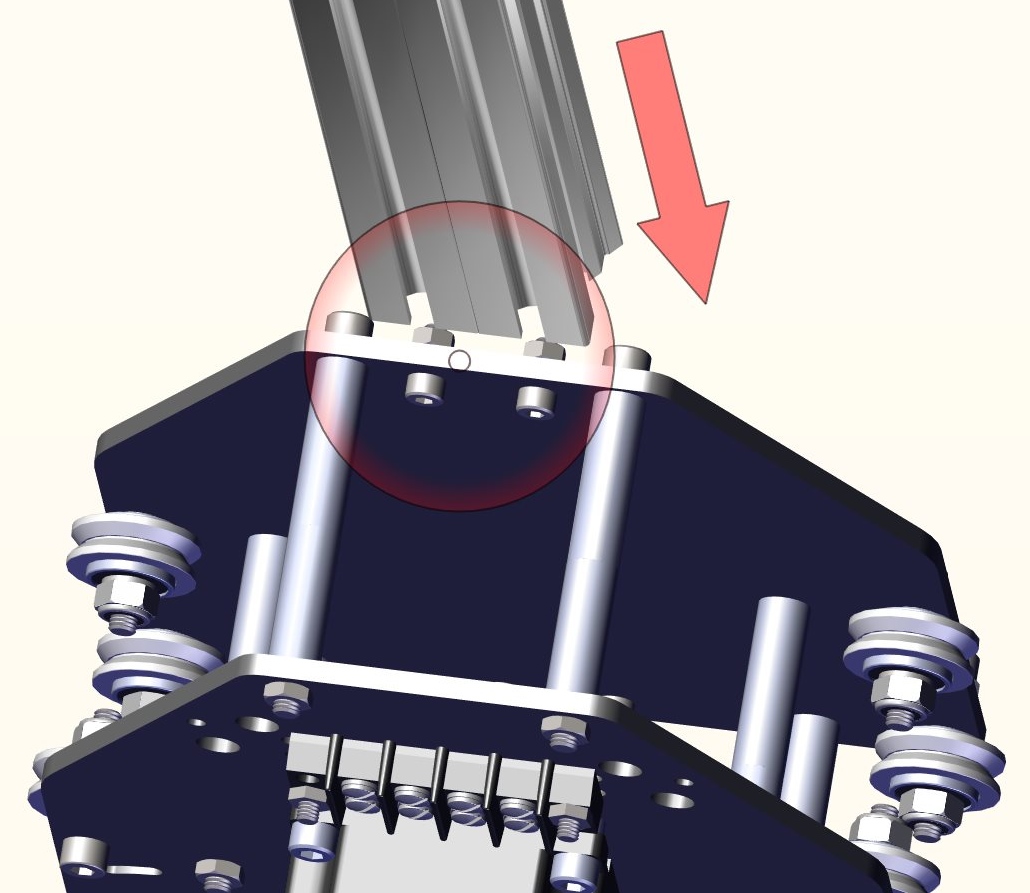
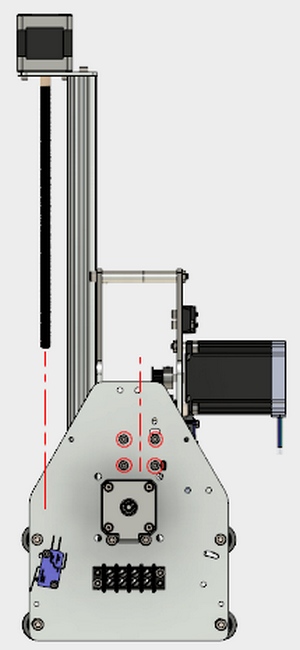
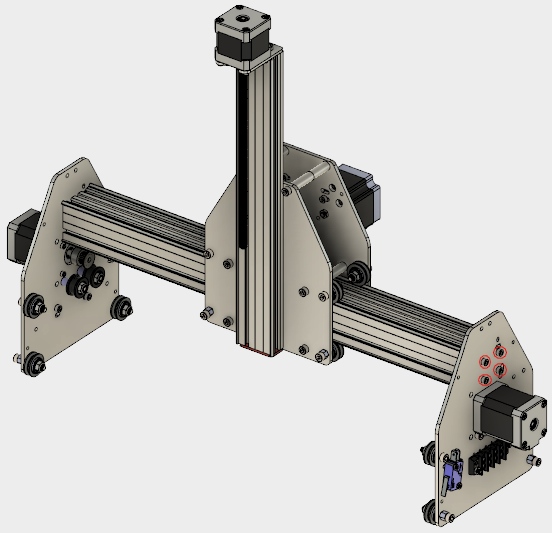
Voici ci dessous le résultat une fois que le montage est terminé, pour vérifier qu’il n’y a pas d’erreur observez la position de l’axe Z en regardant du coté ou il y a le capteur de fin de course.
L’axe Z est légèrement décalé vers l’arrière afin que l’axe de la broche ne soit pas en dehors de la partie guidage du portique.
6 – Visser les borniers et le capteur sur les chariots du portique
Do the same process for the two side carriage of gantry
a ) Put the 4 M4x16 screw inside the 4 fixing hole of Gantry carriage plates
b ) Fix all with screw and thread inside the two makerslide gantry profil
Tools
You need one btr key of 3mm for the M4x16 Cap head screw
Voici ci dessous le résultat une fois que le montage est terminé, pour vérifier qu’il n’y a pas d’erreur observez la position de l’axe Z en regardant du coté ou il y a le capteur de fin de course.
L’axe Z est légèrement décalé vers l’arrière afin que l’axe de la broche ne soit pas en dehors de la partie guidage du portique.
6 – Visser les borniers et le capteur sur les chariots du portique
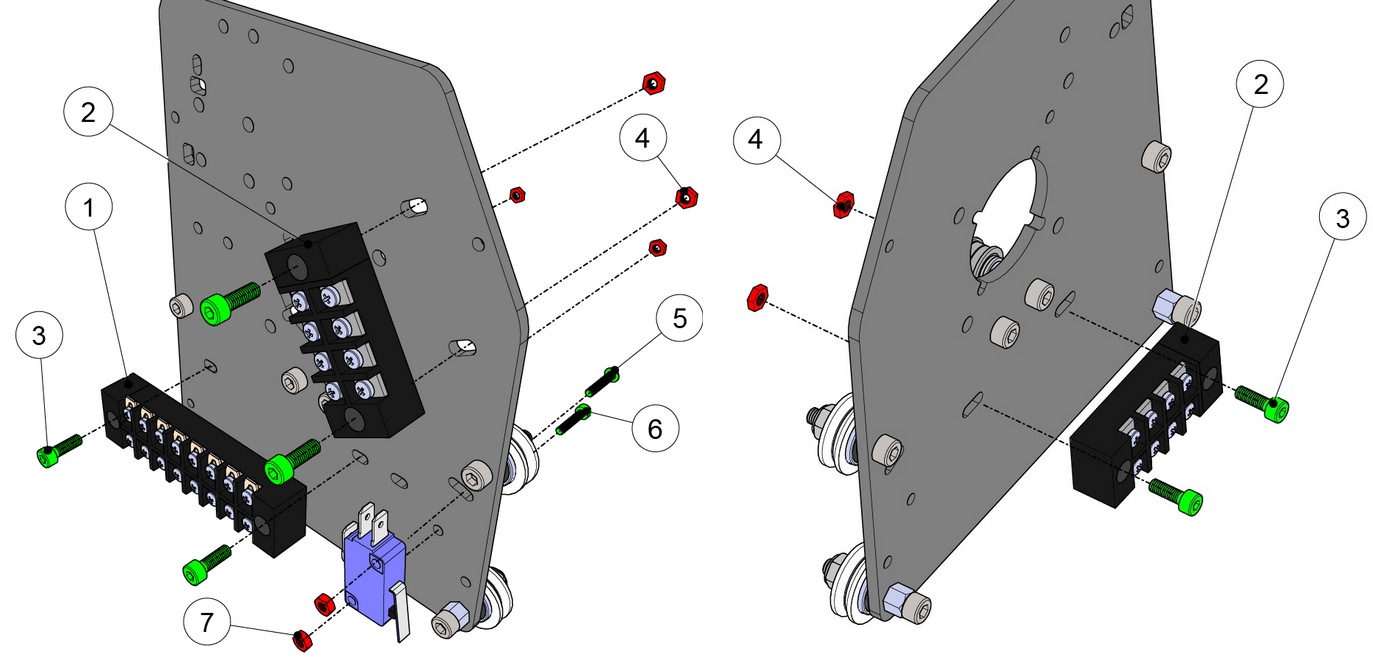
Remarque : la fixation des borniers et du capteur de fin de course peut se faire
après l’assemblage du portique (fixation des chariots aux profilés) ou avant, cela n’a pas
d’importance.
Opérations
Opération 1 :
– Fixez les 2 borniers 4 et 8 connexions repérés (1 et 2) sur le chariot de gauche ( celui qui à la plus de trous )
grâce aux 8 vis Chc M4x12 repérées (3) et aux 8 écrous Hex M4 repérées (4)
Opération 2 :
– Fixez le bornier 4 connexions repérés (2) sur le chariot de droite
grâce aux 4 vis Chc M4x12 repérées (3) et aux 4 écrous Hex M4 repérées (4)
Opération 3 :
– Fixez le capteur de fin de course sur le chariot de gauche ( celui qui à le plus de trous )
grâce à la vis tête ronde Bhc M3x16 repérées (5), à la vis Chc M3x16 repérées (6) et aux 2 écrous Hex M3 repérées (7)
Attention !! les chariots ne sont pas identiques, celui placé à gauche à plus de trous usinés que celui de gauche
Attention !! n’inversez pas pour la fixation du capteur de fin de course la vis M3 du haut et celle du bas, elles ont des têtes différentes.
Outillage
Fixation des borniers
Une clef Allen de 3 et une clef plate de 7 sont nécessaires pour viser les borniers.

Fixation du capteur de fin de course
2 clef Allen (BTR) de 2 et de 2.5 sont nécessaires pour visser les vis Chc M3 et Bhc M3 du capteur de fin de course
Vous pouvez utiliser une clef plate de 5.5 ou une simple pince plate pour maintenir l’écrou M3 en position lors du serrage.


Liens réalisations tournage
[:fr]
Liens réalisations tournage
Blog de Bernard Thoorens, tourneur sur bois https://www.boisdetho.fr/
Fixation du support moteur axe Z
[:en]
Fixation du support moteur axe Z
a ) Unscrew a little the 4 nut of X carriage spindle side
b ) Insert the assembly of Z axis frame in the way than the X carriage nut can slide inside the slot of makerslide profil
Outillage
Une clef Allen (BTR) de 3 est nécessaire pour visser les vis M4 de fixation du support de l’axe Z
Fixation du support moteur axe Z
a ) Unscrew a little the 4 nut of X carriage spindle side
b ) Insert the assembly of Z axis frame in the way than the X carriage nut can slide inside the slot of makerslide profil
Outillage
Une clef Allen (BTR) de 3 est nécessaire pour visser les vis M4 de fixation du support de l’axe Z
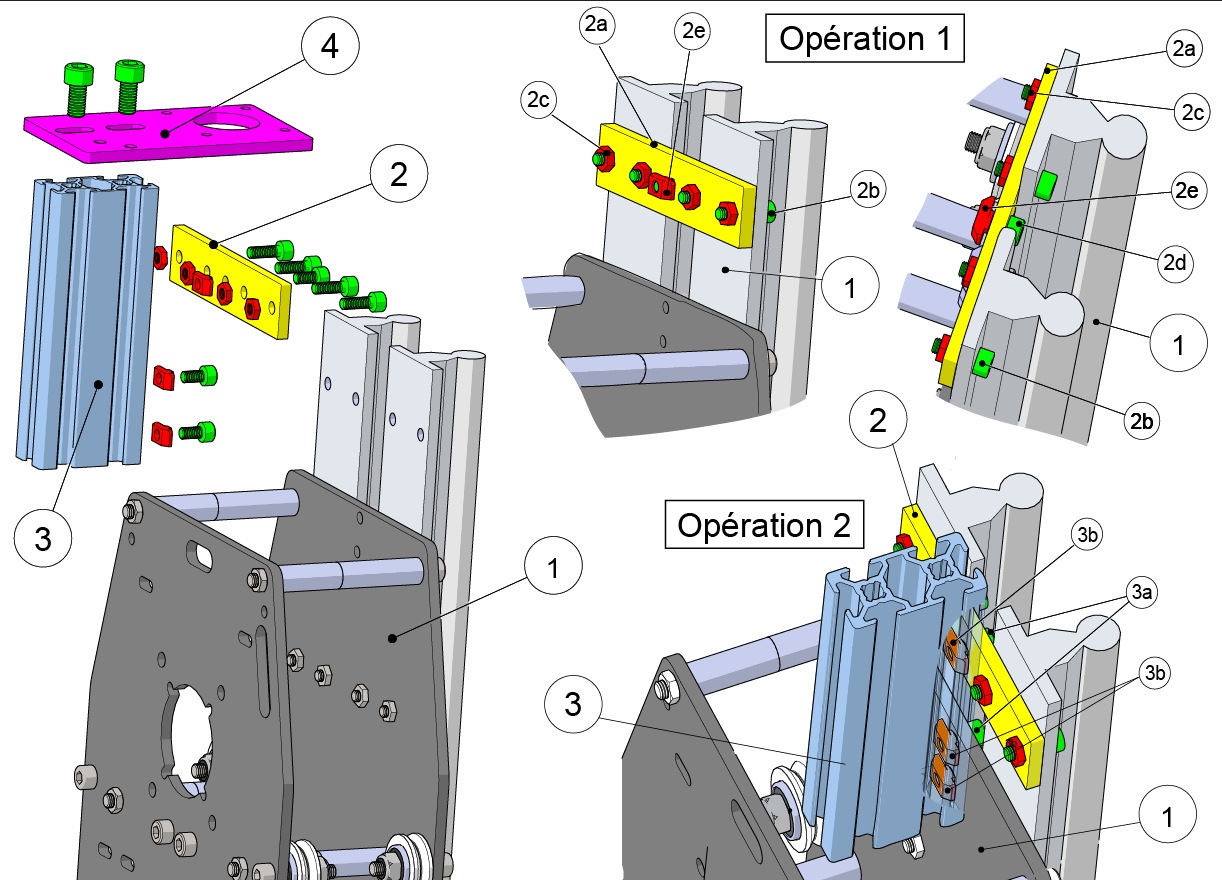
Fixation du support moteur axe Z
Opérations
Opération 1 :
– Fixez la barre support (2a) sur les rails de guidage (1) de l’axe Z
grâce aux vis Chc M4x12 repérées (2b) et aux écrous Hex M4 repérés (2c )
– Ajoutez une vis Chc M4x8 ( 2d ) et un écrou marteau en T M4 repéré ( 2e ) au milieux de la barre pour préparer l’opération suivante.
Opération 2 :
Fixez le profilé aluminium 20×40 repéré (3) sur le chariot X (1) coté broche et sur la barre support (2a)
grâce aux vis Chc M4x8 repérée (3a) et aux écrous marteau en T M4 repérés ( 3b )
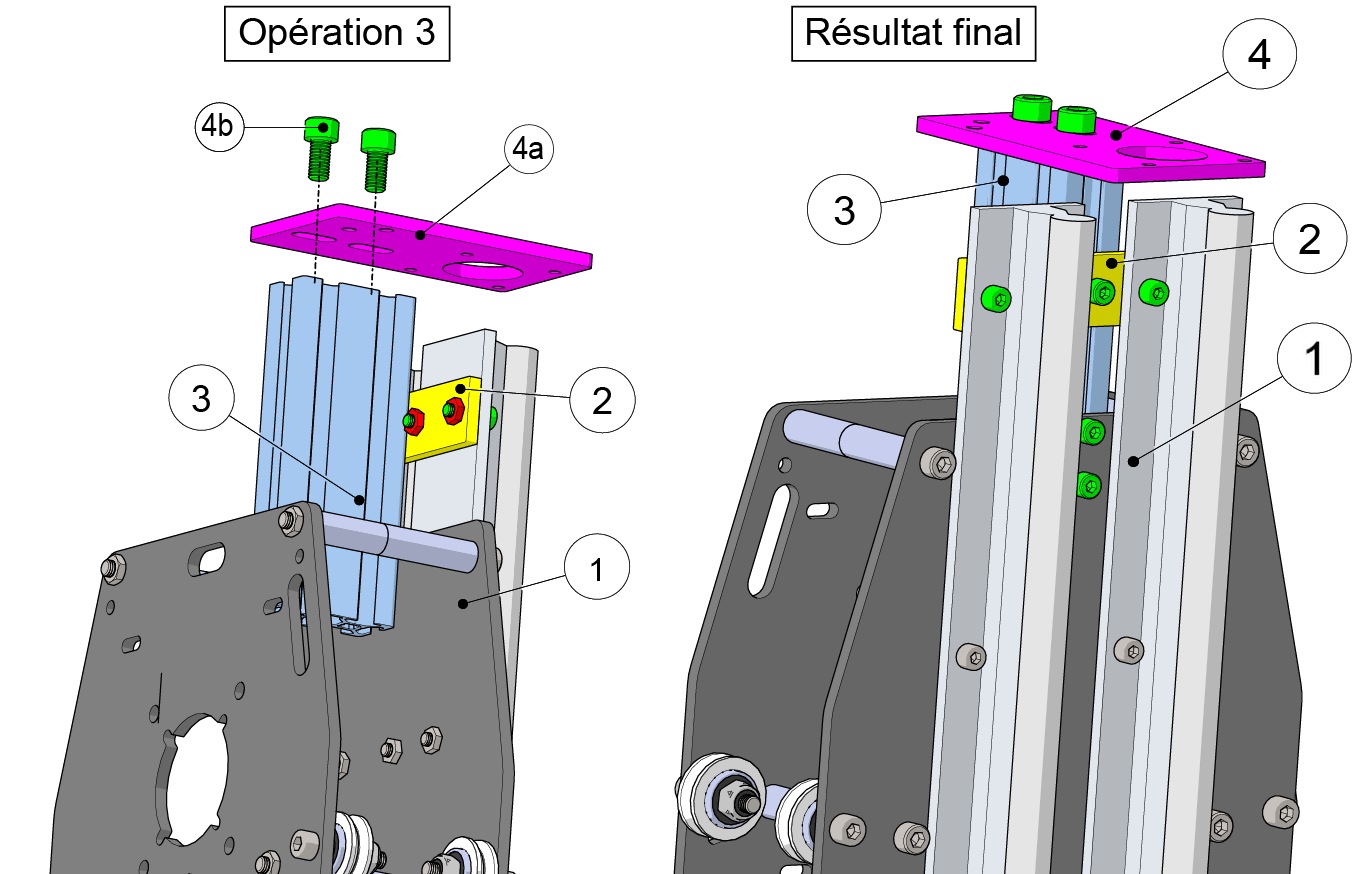
Opération 3 :
Fixez la plaque support moteur axe z ( 4a ) au dessus du profilé 20×40 ( 3 ) grâce aux 2 vis Chc M6x12 ( 4b )
Outillage
Une clef Allen de 3 et une clef plate de 7 sont nécessaires pour viser les vis Chc M4 et écrous M4.
Une autre clef Allen de 5 est nécessaire pour visser les 2 vis M6x12
Utiliser une CNC pour la lunetterie
[:fr]
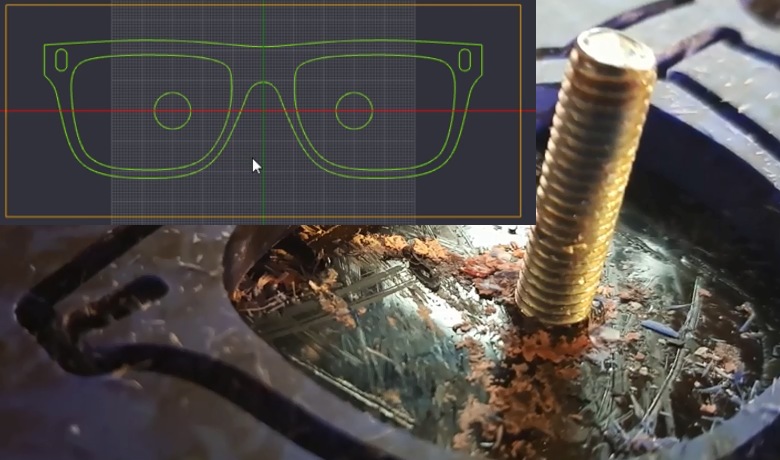
Utiliser une CNC pour la lunetterie
Vente de matériaux pour faire des lunettes avec une CNC http://www.acetate.fr/fr/
Chaîne Youtube https://www.youtube.com/channel/UCP33VnEh7jCz9wJVpydHYlA/videos
Les chamfreins et arrondis
[:fr]
Les chamfreins et arrondis
I ) Usinage d’arrondis, profilage
Avec le logiciel Fusion 360
1 ) Il faut choisir un outil de forme hémisphérique puis choisir un usinage 3D Contour
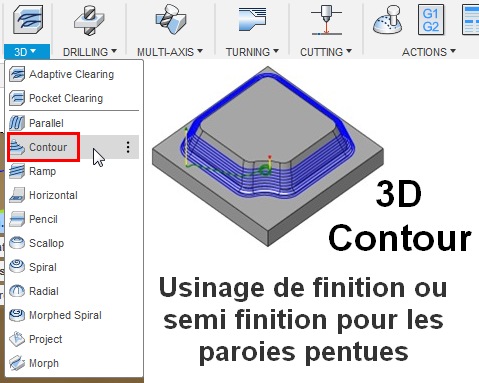
2 ) Dans la partie Géométrie il faut indiquer les limites du profilage
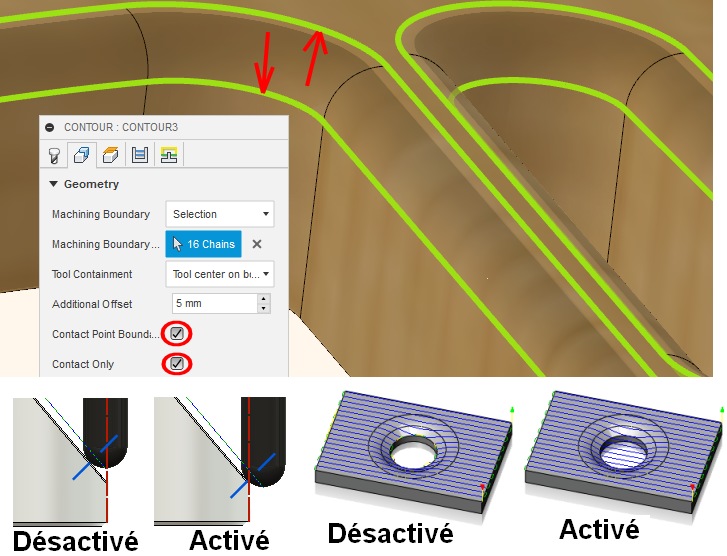
N’oubliez pas de cocher « Contact Point Boundary » c’est à dire « Limite du point de contact »
Sinon l’usinage ne se fera pas jusqu’a la limite indiqué.
Pour l’option « Contact Only » à activer lorsqu’il y a de grandes zones au milieux sans usinage, pour gagner du temps.
Quand il s’agit de petites zones, l’intérêt est moindre, le temps que la machine accélère et décélère immédiatement !!! Des vibrations pour très peu de temps gagné.
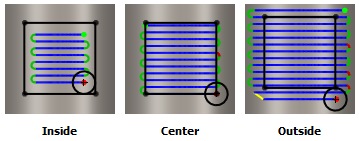
Pour la zone de passage de l’outil par rapport à la zone délimitée, au milieux, l’axe de l’outil en bordure ou à l’extérieur.
C’est à vous de voir, notamment plus tard avec la simulation, tatonnez et modifier en fonction du résultat que vous souhaitez avoir.
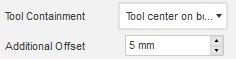
Dans l’exemple ci-dessus de roues dentées pour une horloge en bois, je met l’axe de l’outil qui suit la zone sélectionnée avec un décalage positif de 5mm. Cela donne bien combiné avec les autres paramètres lors de la simulation. Mais cela est à adapter selon les cas.
3 ) Usiner en fonction de la pente
Voici l’option qui va permettre vraiment d’usiner en fonction de la forme
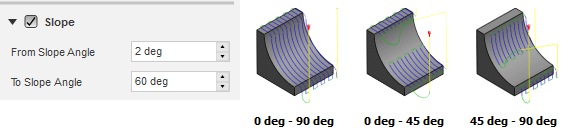
Avec l’option « Slope » c’est à dire « pente » vous pouvez définir une plage de pente à l’intérieur de laquelle la matière sera usinée.
Vous pouvez avec cette option contrôler précisément la zone à usiner.
4 ) Le pas de décalage
C’est la distance à laquelle va se décaler l’outil
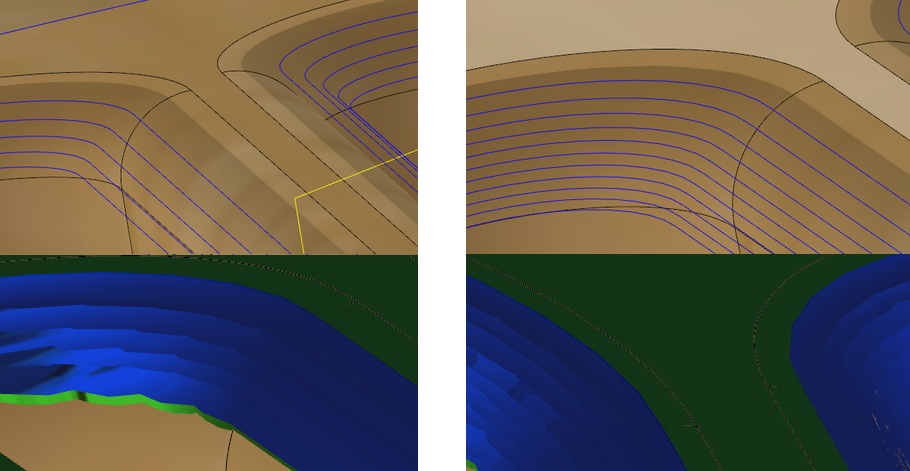
Cela va déterminer la précision de la forme obtenu, les outils hémisphériques de par leur forme font des petites vagues à la surface.
Plus le « Stepdown » est faible plus les vagues seront petites et faible et plus la qualité sera importante.
C’est un compromis entre qualité de surface et temps d’usinage, si vous usiner du bois il y a la possibilité de poncer, ce qui peut être plus rapide que de passer et repasser avec l’outil pour obtenir une surface parfaitement lisse.
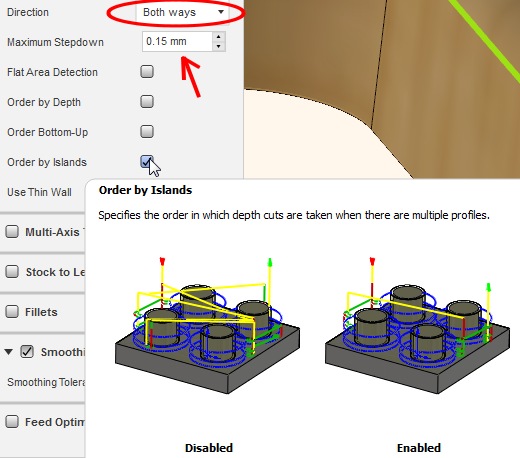
Dans le cas ci-dessus avec des profilages sont à faire à différents endroits, il est préférable de choisir l’option « Order by Island » pour que l’usinage se termine dans une zone avant de se déplacer dans d’autre.
L’option « Bottom-Up » détermine si vous allez usiner le profil en partant du bas ou du haut.
5 ) Quels paramètres choisir ?
C’est un compromis, vous devrez tester des combinaisons entre :
- La zone limite d’usinage « Machining Boundary » avec éventuellement un décalage « Offset » positif ou négatif
- La zone déterminé par la pente « Slope«
- et le décalage maxi entre 2 passes « Maximum Stepdown«
Avec un outil cylindrique, on obtient forcément des escaliers
Donc il faudra ensuite poncer, mais on gagne du temps du fait qu’il n’y aura pas de changement d’outils à faire.
Et si on ne veux pas poncer en utilisant un outil hémisphérique, il faudra faire plusieurs passages pour éviter les effets de vague, beaucoup plus que en faisant des petits escaliers avec un outil cylindrique.
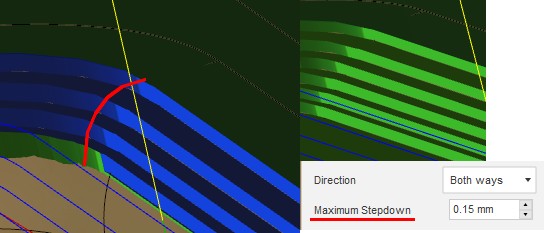
La différence entre les grands et petits escaliers c’est le « Maximum Stepdown » qu’on trouve dans l’onget « Passes »
A vous de trouver le compromis entre le temps d’usinage et le temps de ponçage.
Avantage : une seule passe est suffisante, gain en temps d’usinage, bien qu’il faille effectuer un changement d’outil
Inconvénient : on obtient l’arrondi de l’outil, par forcément l’arrondi spécifique que l’on a dessiné

Avec le logiciel CAMBAM
Documentation réalisée sur le profilage des bords par dh42 de l’atelier des Fougère http://www.atelier-des-fougeres.fr
II ) Chanfreinage
Tutoriels sur le Web
[:fr]
Tutoriels sur le Web

Horloges à affichage numérique
[:fr]
Horloges à affichage numérique
I ) Horloges mécaniques à affichage numérique
Exemple d’horloge en bois mécanique à affichage numérique ( entraînement du mécanisme par moteur électrique )
L’horloge Digital 304 de Clayton Boyer http://www.lisaboyer.com/Claytonsite/digital304page1.htm
Variations de l’horloge Digital 304 réalisées par l’artiste Forrest Burnette


Horloges électromagnétiques
[:fr]
Horloges électromagnétiques
Exemples d’horloges en bois à impulsion electromagnétique.
Horloge Decimus de David Atkinson http://www.woodentimes.com/
Horloge Toucan de Clayton Boyer http://www.lisaboyer.com/Claytonsite/toucanpage.htm

Création du minuteur de David Atkinson
[:fr]
Création du minuteur de David Atkinson

Ce minuteur Octavus est une création de David Atkinson un Anglais qui vit en Allemagne.
Les plans des horloges peuvent être commandés sur son site http://www.woodentimes.com/
John Harrison
[:fr]
John Harrison
Liens sur les horloges en bois
[:fr]
Liens sur les horloges en bois
Concepteurs et fabricants d’horloges en bois
Woodentimes le site du fabricant concepteur David Atkinson, un Anglais qui vit en Allemagne.
http://www.woodentimes.com/
Des horloges peuvent être commandés en métrique
Les accessoires de certaines horloges (contrepoids, aiguille, cloche pour minuterie sont commandables )
Certaines horloges sont commandables en kit, il reste juste à assembler.
Une chaîne youtube permet d’aider à l’assemblage https://www.youtube.com/watch?v=55Y-FGqRL0Q
Horloge Bois
https://www.horloge-bois.fr/
Horloge en kit à monter, concepteur Christian Palat
Chaîne Youtube https://www.youtube.com/user/engrenage15
Les horloges de Roland Dutuya
http://www.roland-dutoya.com/pendules/
horloges et sculptures cinétiques
Création de l’horloge N°31
[:fr]
Création de l’horloge N°31
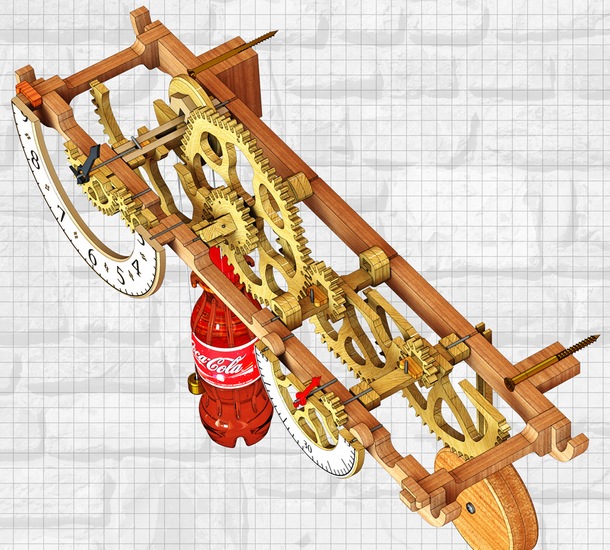
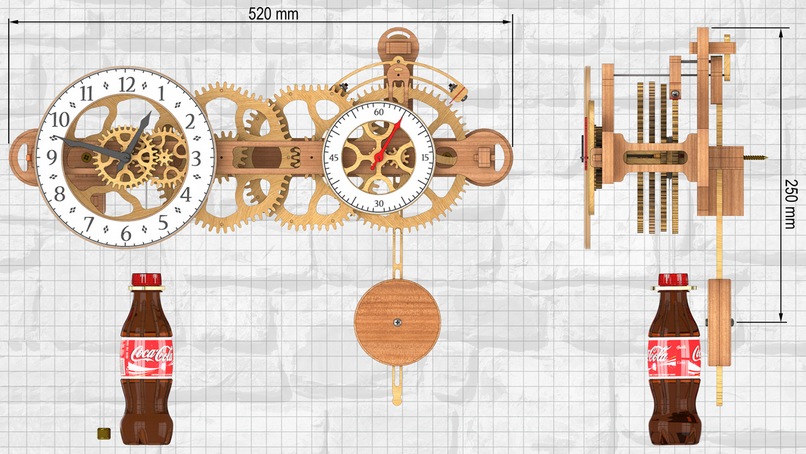
Encore une horloge en bois du créateur Brian Law la numéro 31, qu’il est possible de construire en téléchargeant les plans à l’adresse ci-dessous
http://www.woodenclocks.co.uk/page103.html
Ce modèle a des engrenages de forme carré, il affiche également les secondes.
Réalisations 2D




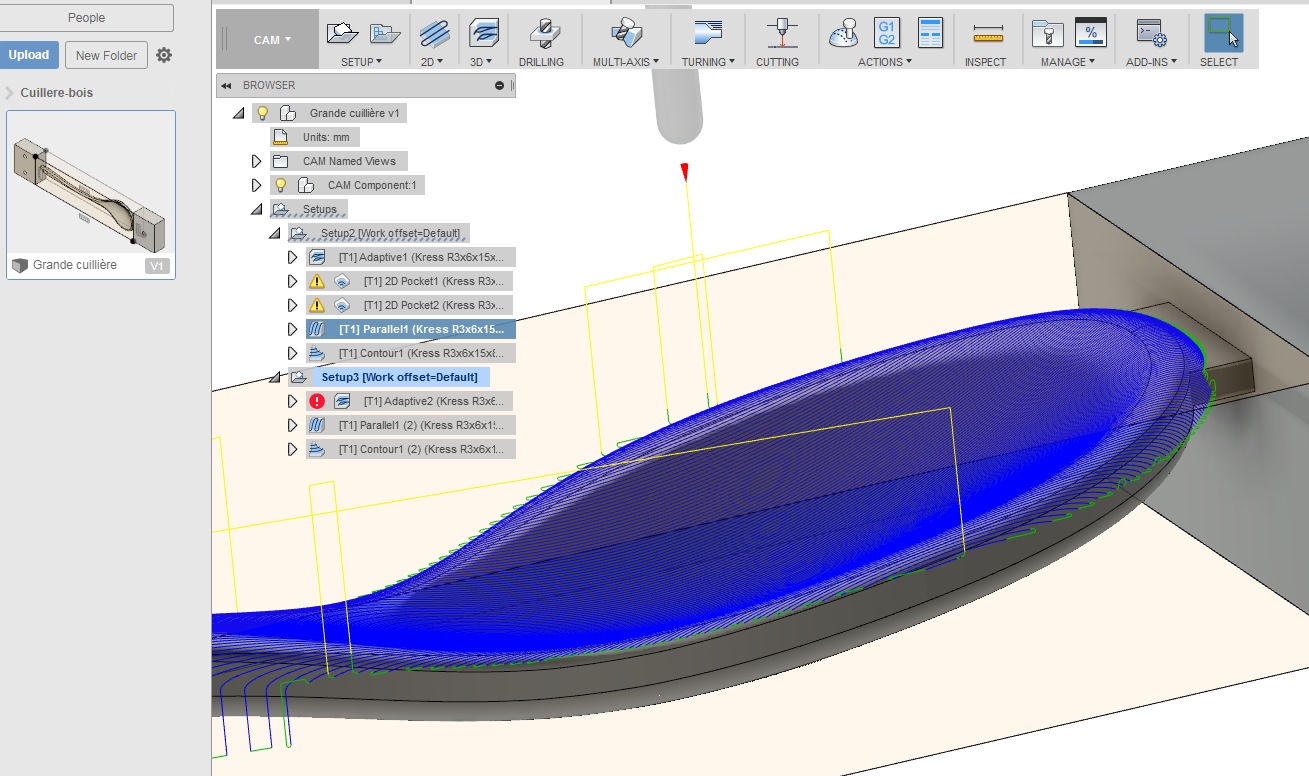
Réaliser une cuillère en bois
[:fr]
Réaliser une cuillère en bois
Document sur la modélisation d’une cuillère trouvé dans les échanges d’un groupe facebook sur les CNC ou Fusion 360
Que l’auteur se manifeste pour que je rajoute son nom ou me dire s’il ne souhaite pas que son document soit publié.
Mécanisme du Toucan
[:fr]
Mécanisme du Toucan
Le design a été préparé par Michał Kondaszewski, les fichiers sont disponibles sur Grabcad
https://grabcad.com/library/cam-ratchet-and-pawl-1
Voici l’ensemble des pièces avant montage
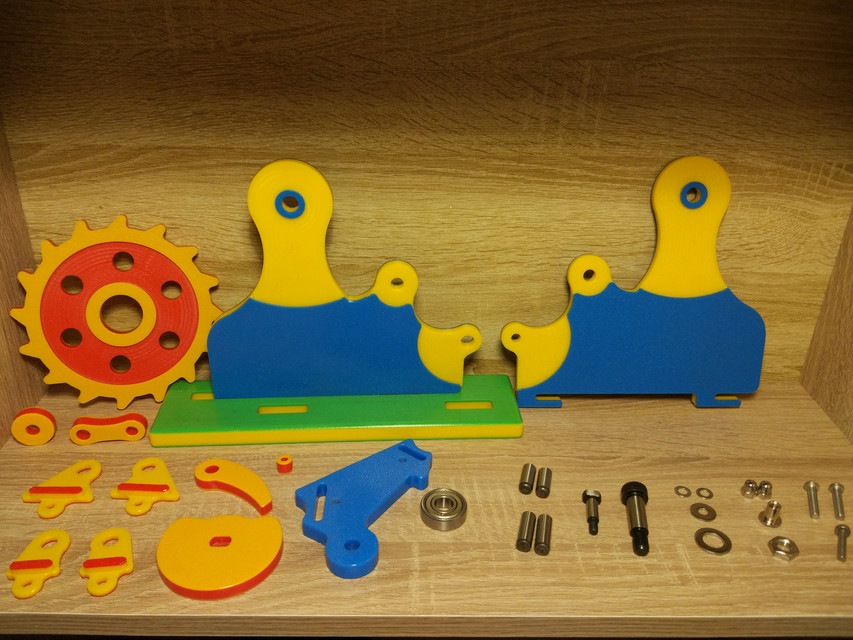
Et le mécanisme monté
Protégé : Fichiers de fabrication Horloge N°32
Mot de passe protégé
Pour voir ce poste protégé, tapez le mot de passe ci-dessous:
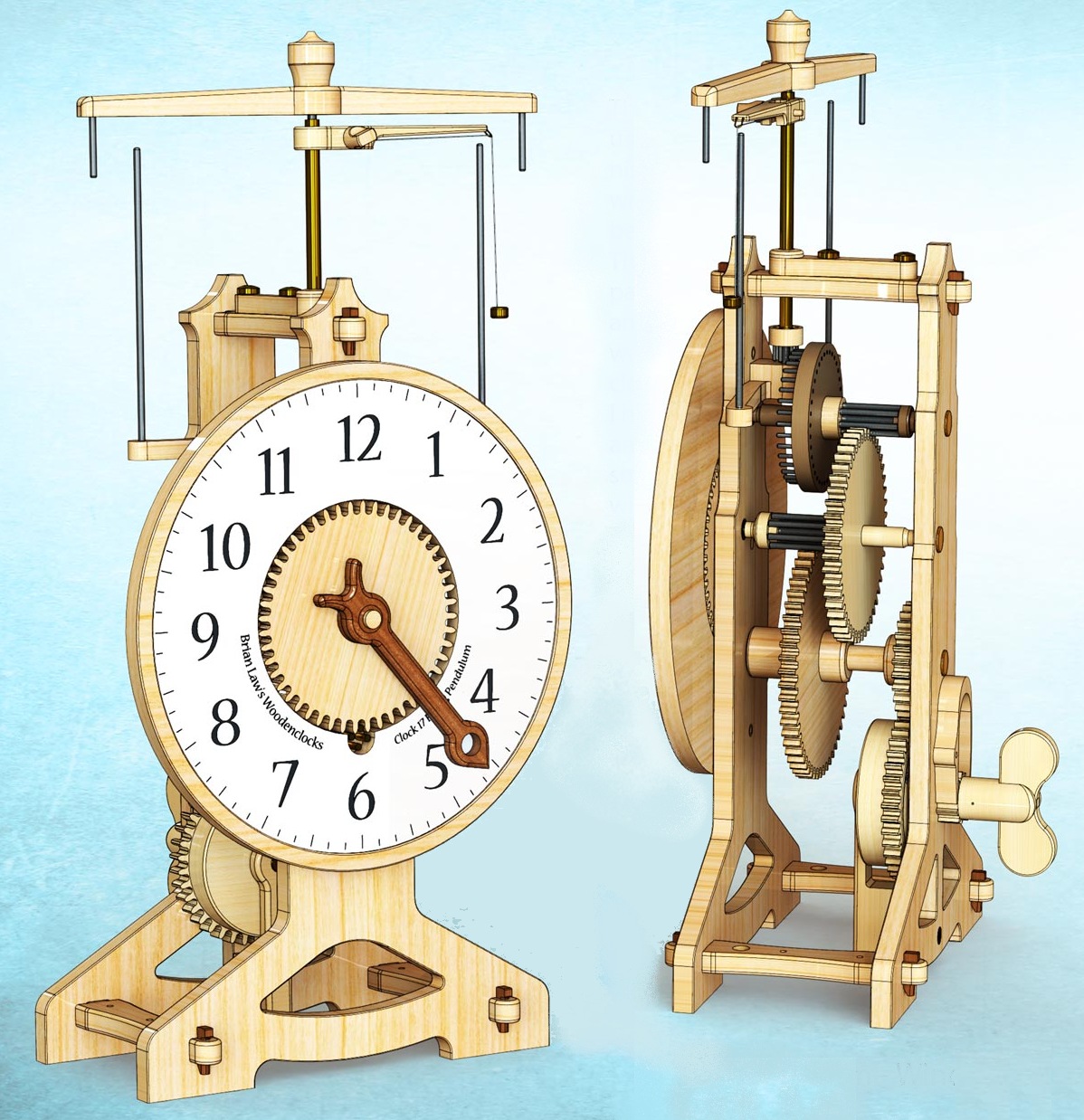
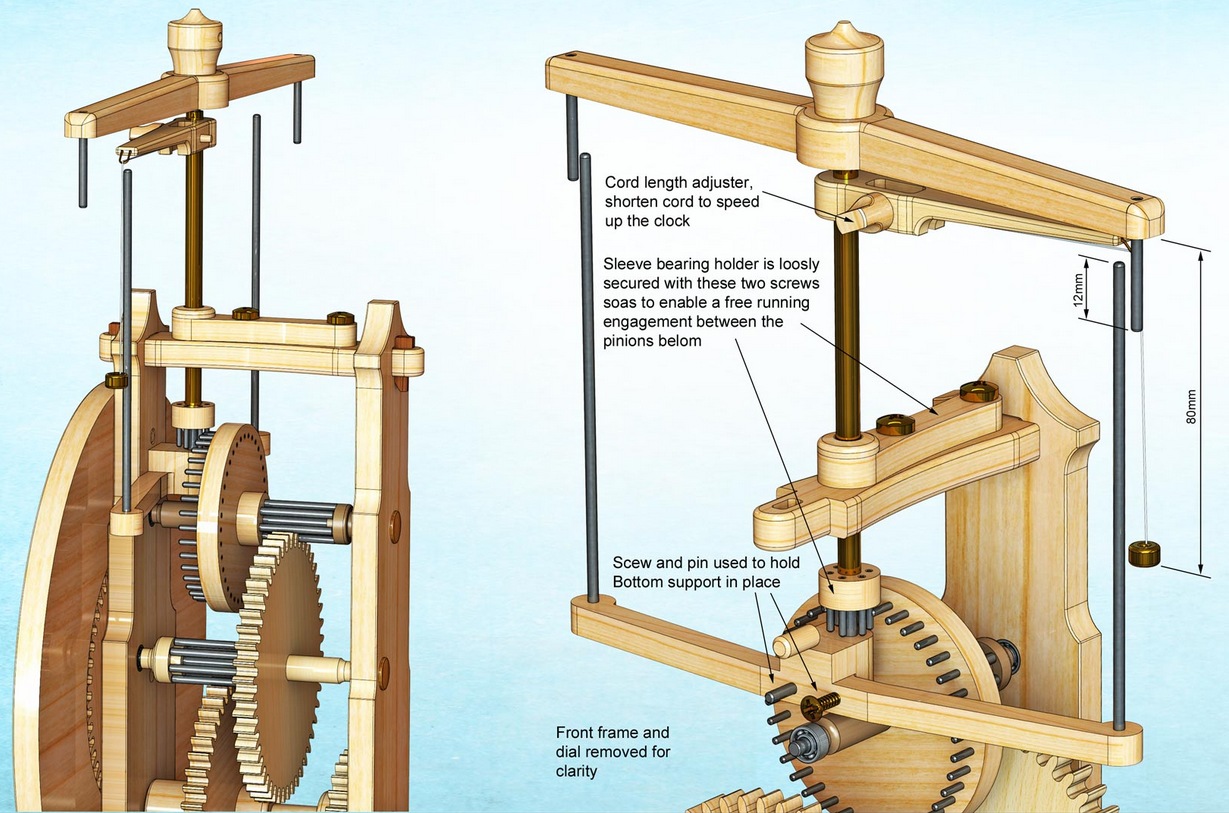
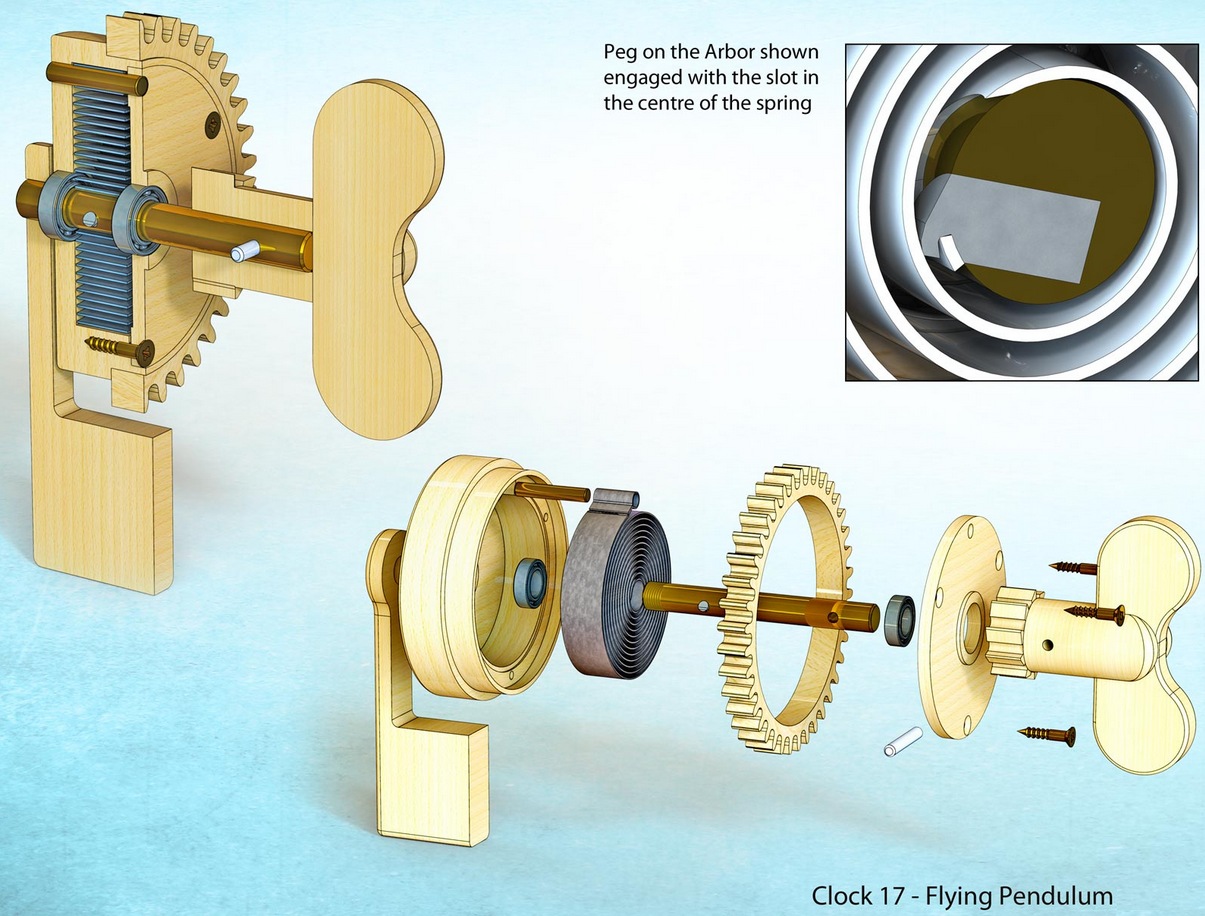
Création de l’horloge volante N°17
[:fr]
Création de l’horloge volante N°17
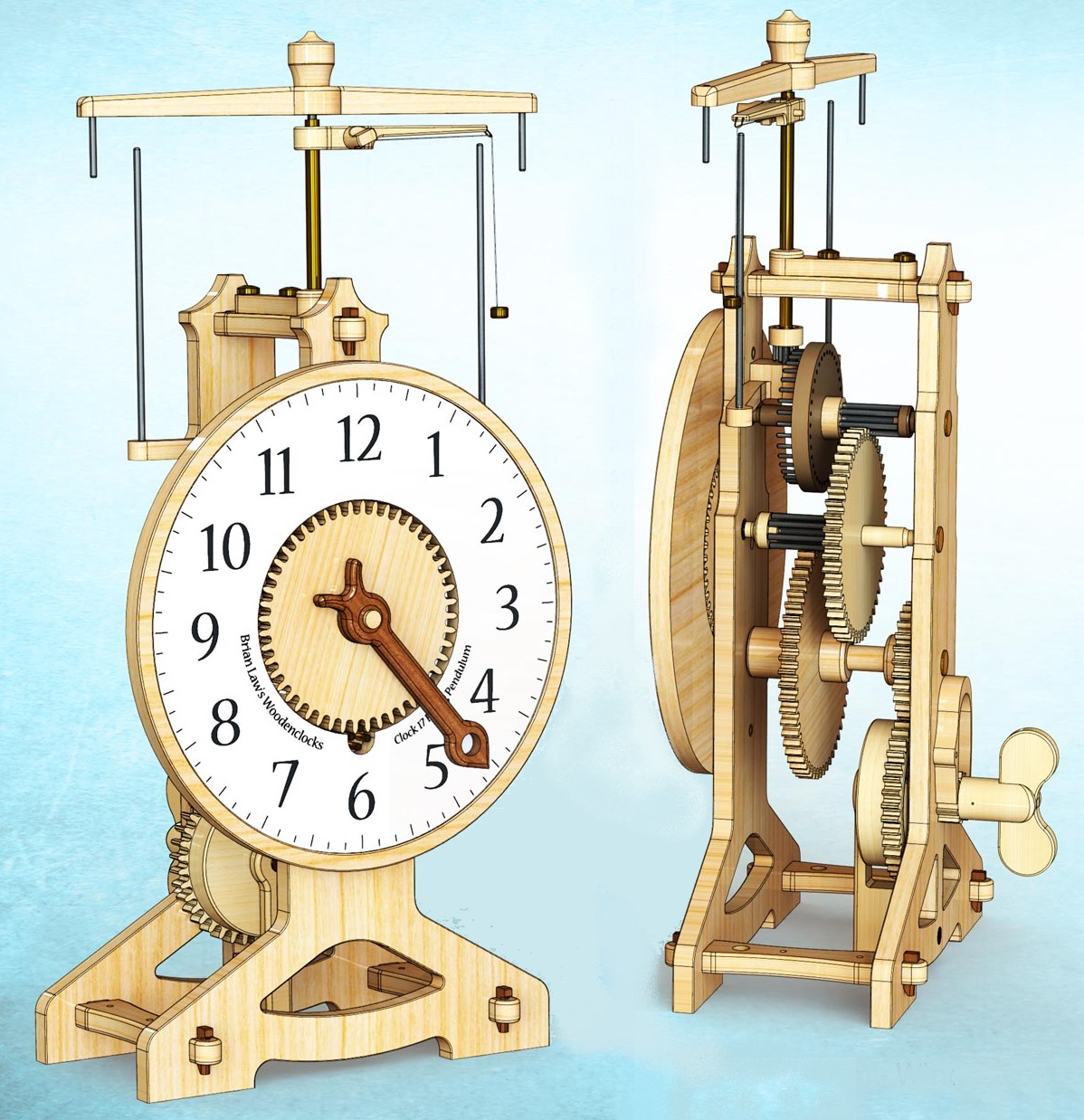

Le système d’échappement particulier de cette horloge à été inventé en 1883 par Adler Christian Clausen, il a d’ailleurs déposé un brevet à Mineapolis. Voir une photo du brevet
L’ensemble constitue un pendule de Ignatz (qui possède en général deux mats). Le nom « Ignatz » viens d’une souris figurant dans une bande dessiné, une ancêtre de Mickey.
Attention on peut trouvez sur internet ce genre de pendule dont la paternité est attribuée à Leonard de Vinci
Il faut se méfier des inventions quelquefois attribuées à tort au grand savant http://noe-education.org/vinci/D12101F01.php
Le prolifique créateur d’horloges en bois Brian Law à repris le principe du pendule de Ignatz en créant une magnifique horloge en bois, la numéro 17, qu’il est possible de construire en téléchargeant les plans à l’adresse ci-dessous
http://www.woodenclocks.co.uk/page59.html

Oiseau Colibri
[:fr]
Oiseau Colibri

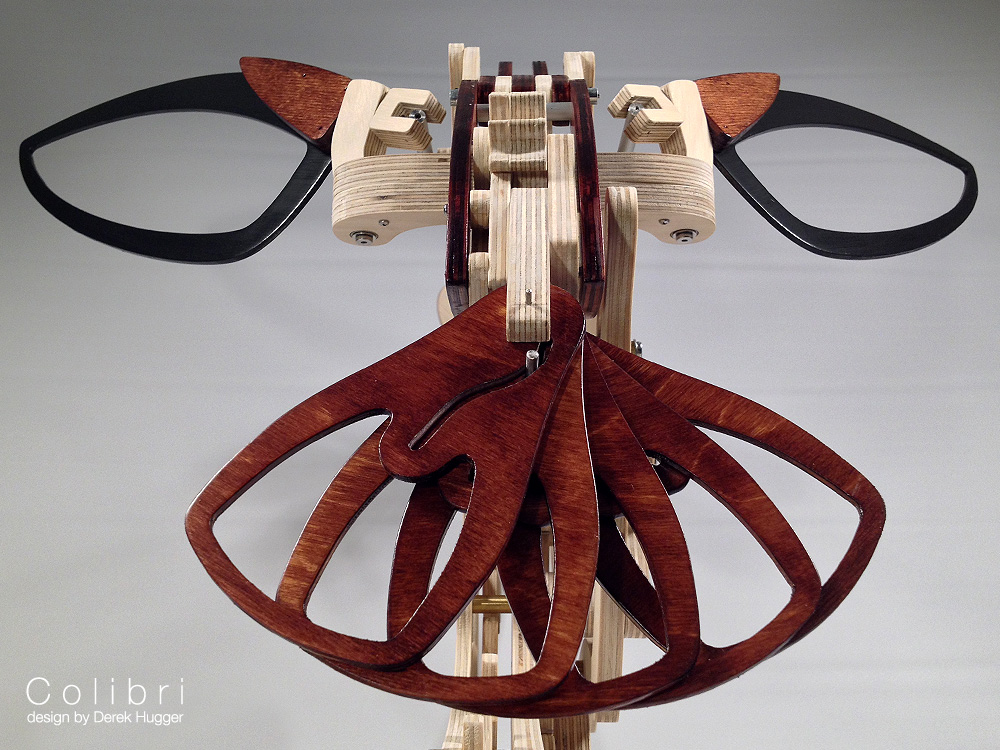

Cette sculpture cinétique à été réalisée par Derek Hugger http://www.derekhugger.com/

Infuseur à thé
[:fr]
Infuseur à thé



La conception de cet infuseur à thé à été réalisée par Clayton Boyer http://www.lisaboyer.com/
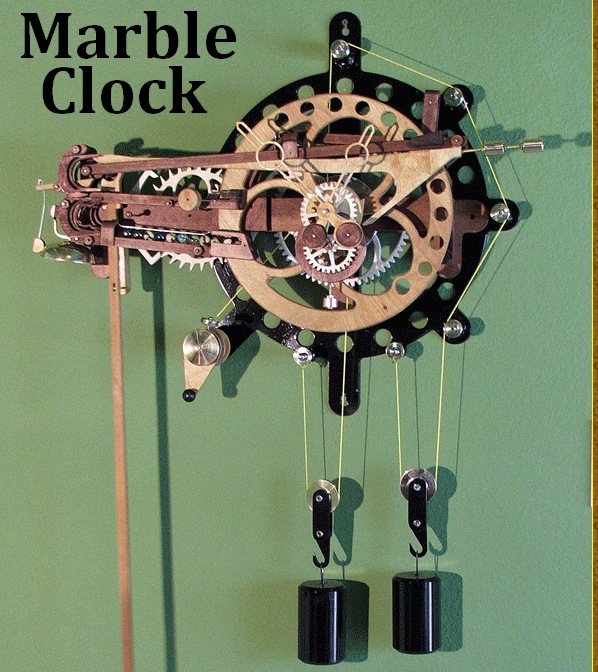
Les horloges Marble
Création d’une horloge Toucan
[:fr]
Création d’une horloge Toucan


Modélisation 3D avec Fusion 360
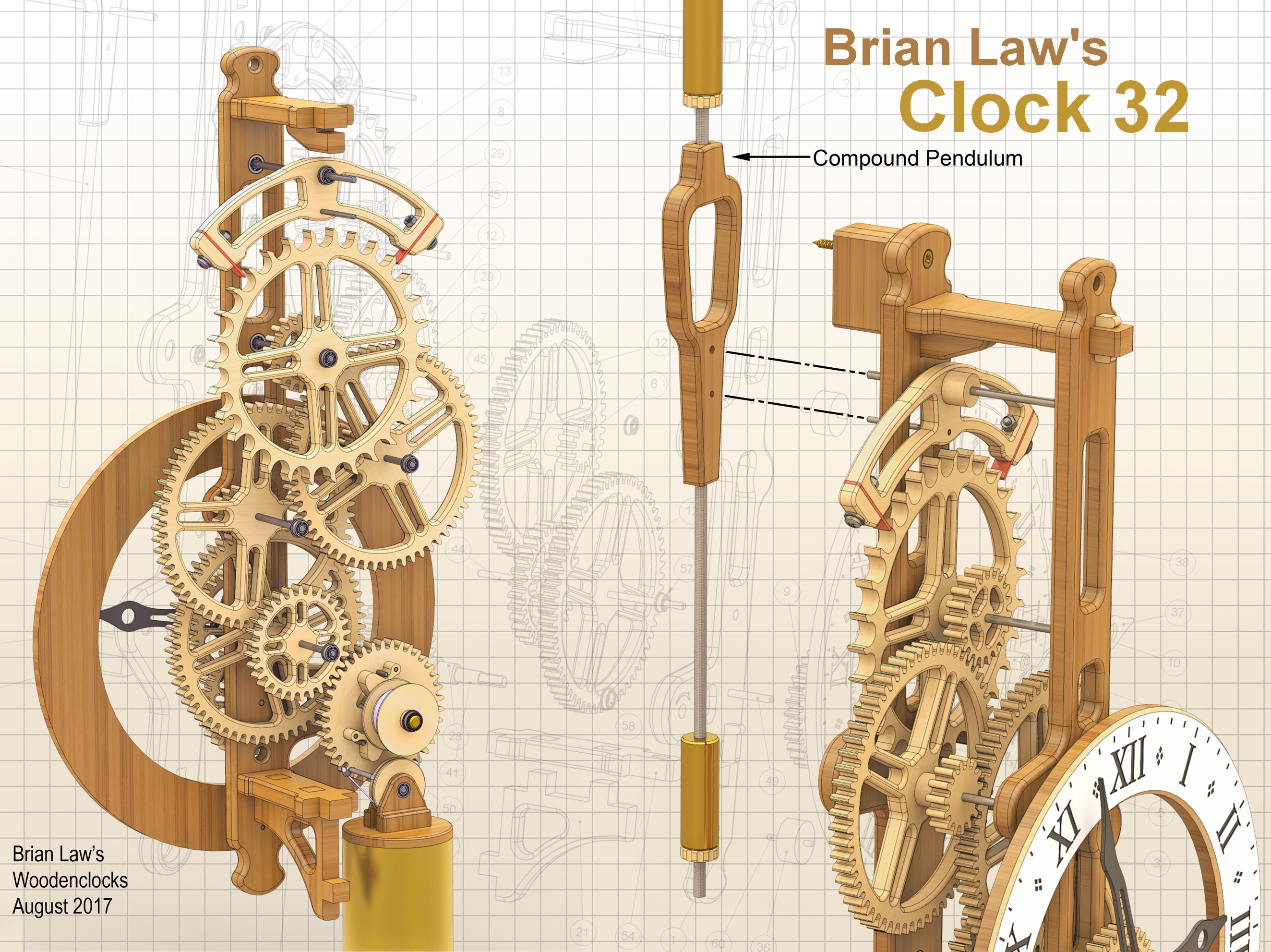
Création de l’horloge N°32
[:en]
Création de l’horloge N°32
Création de l’horloge N°32
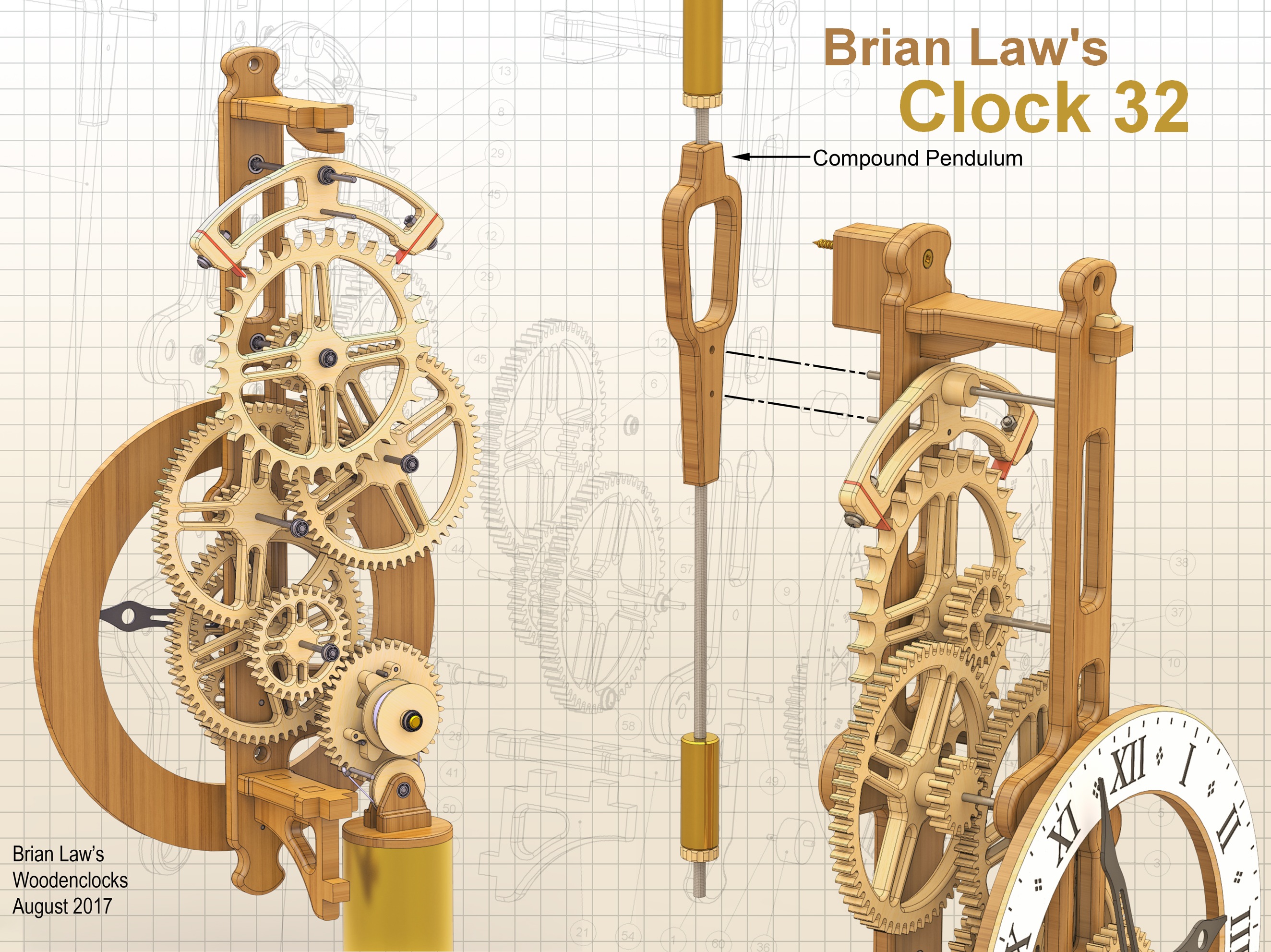
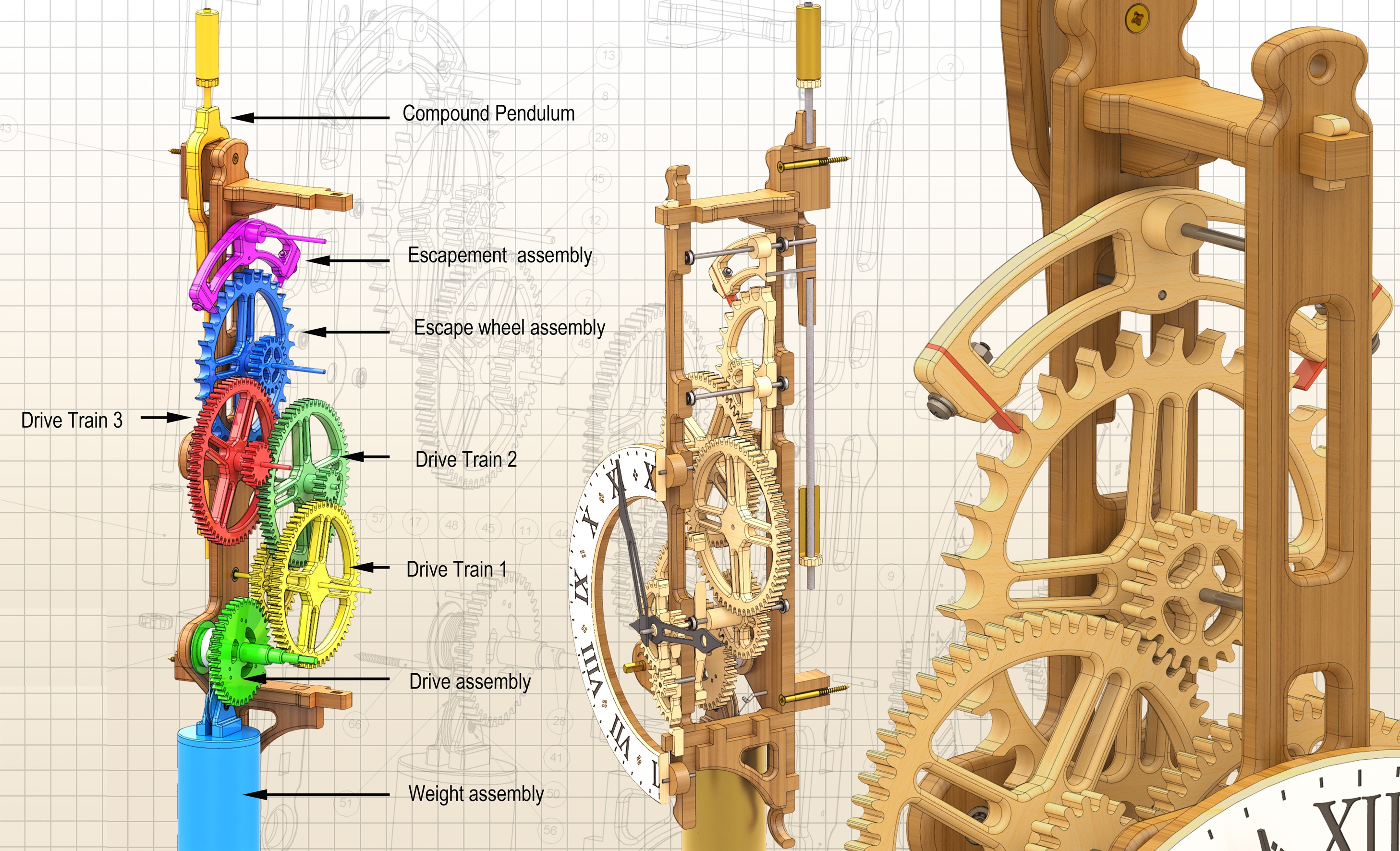
La conception de cette horloge N°32 à été réalisée par Brian Law’s http://www.woodenclocks.co.uk/
Le blog de Brian Law avec de nombreux conseils http://brianlawswoodenclocks.blogspot.com/
Il a conçu différents modèles Voici un document montrant différents modèles
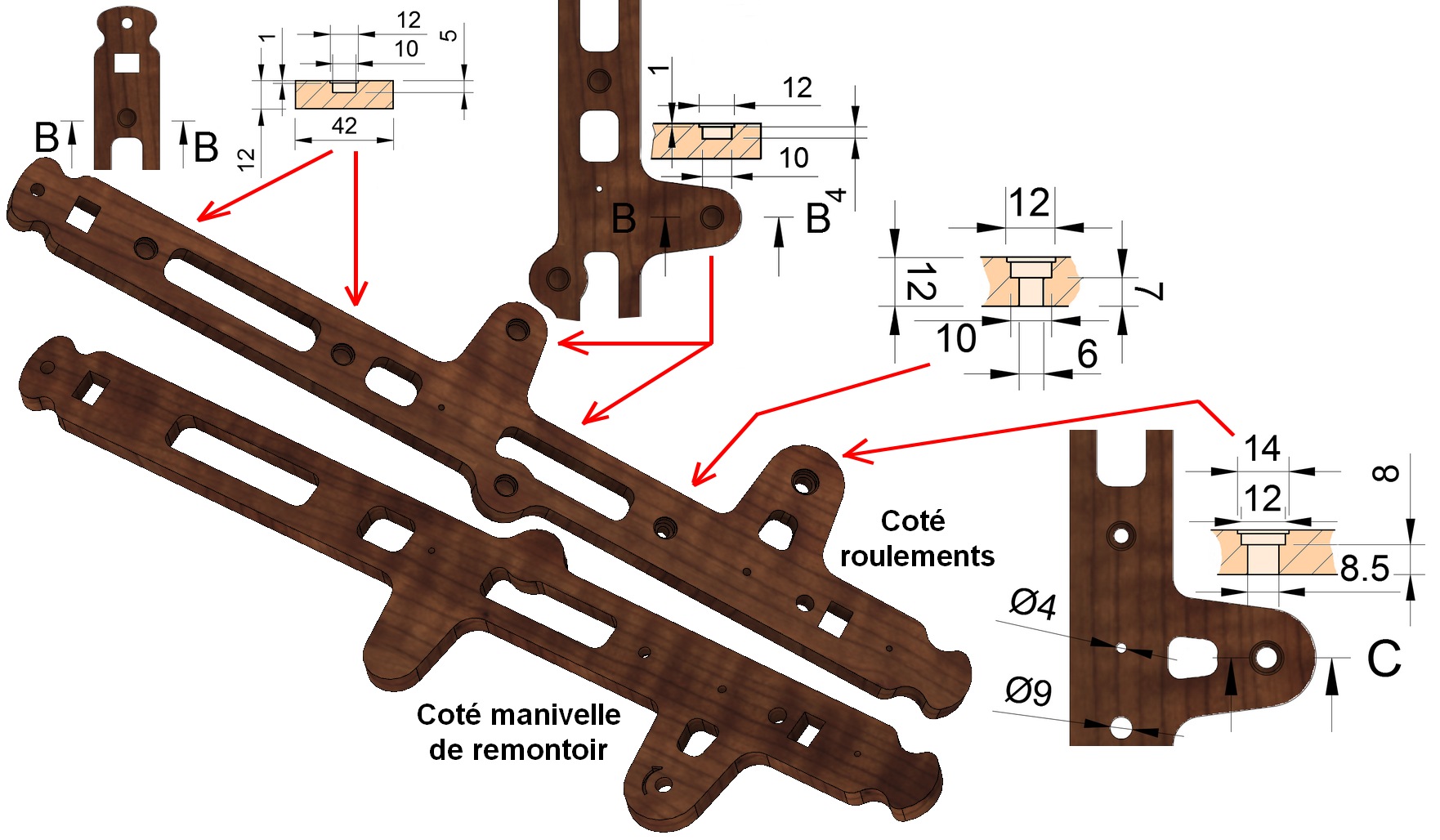
Etape 1 : usinage et assemblage du chassis
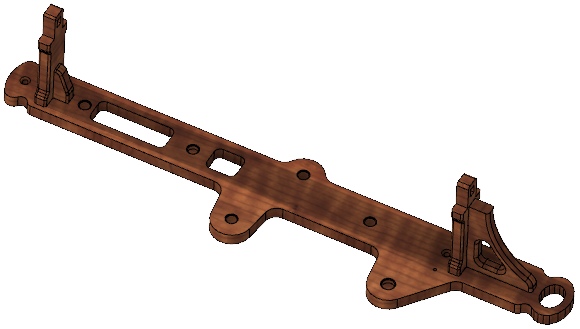
1.1 Usinage et assemblage du support arrière
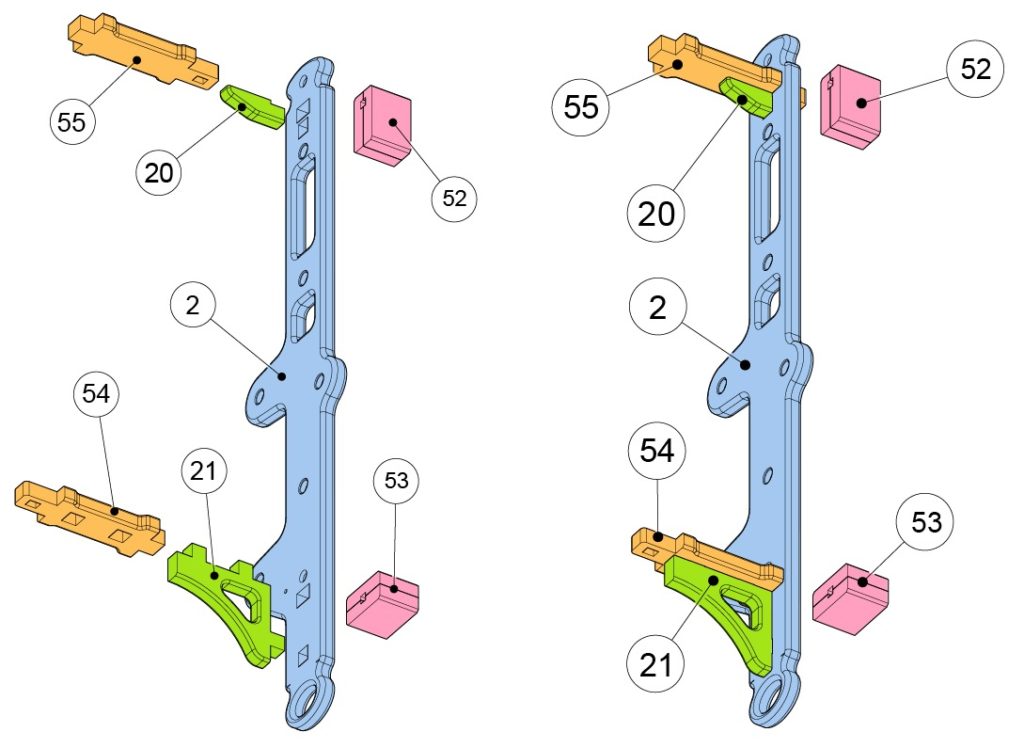
- Support arrière
- Equerre supérieure du support arrière
- Equerre inférieure du support arrière
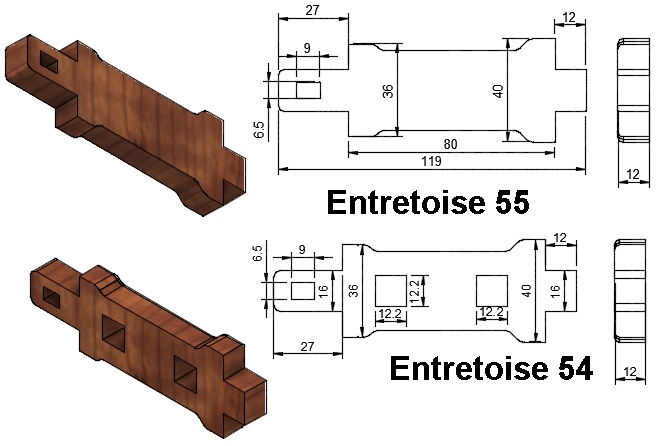
- Entretoises 54 et 55
- Usinage des différentes pièces
- Pièces de fixation au mur 52 et 53
- Assemblage du support arrière
- Insertion des roulements
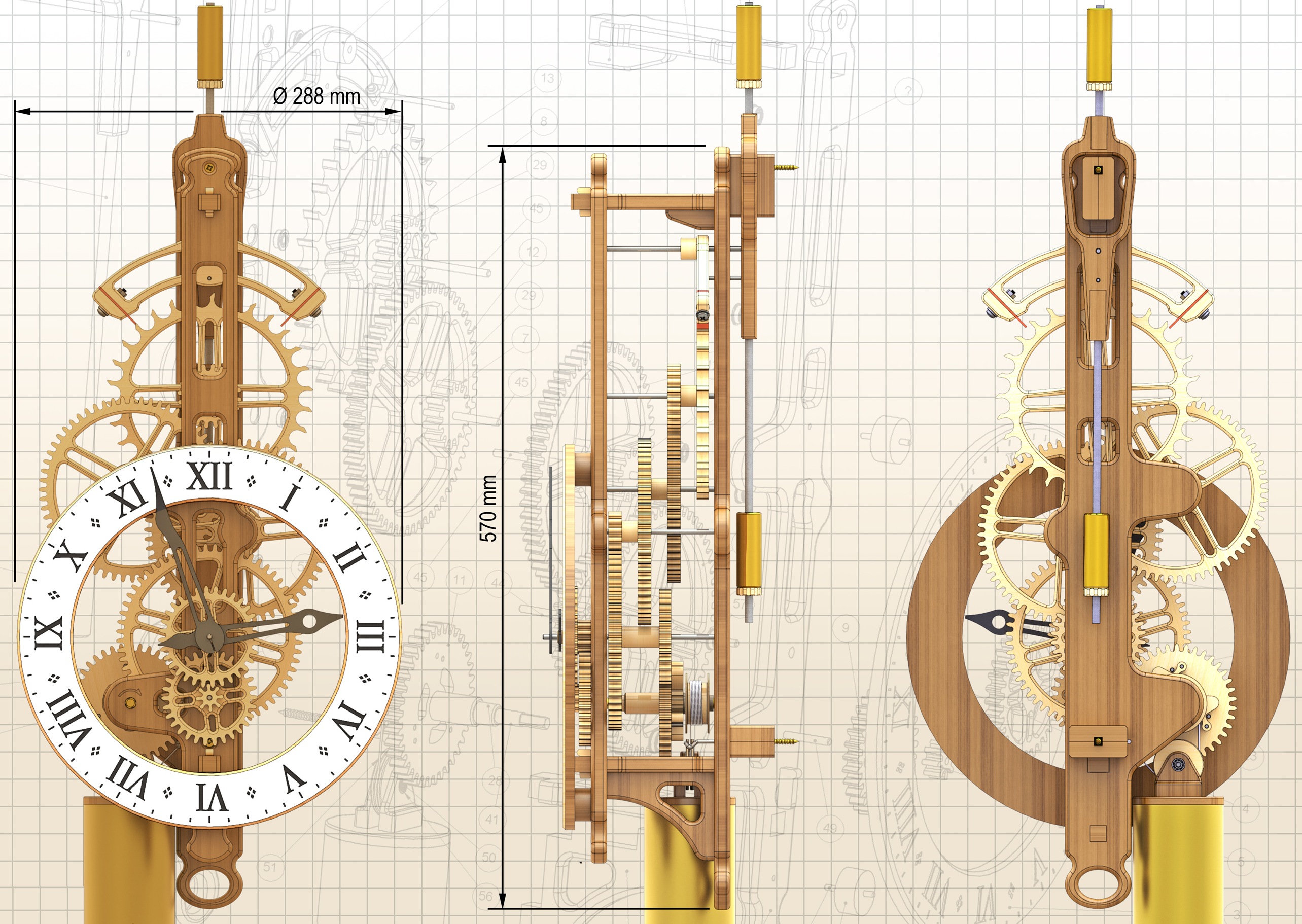
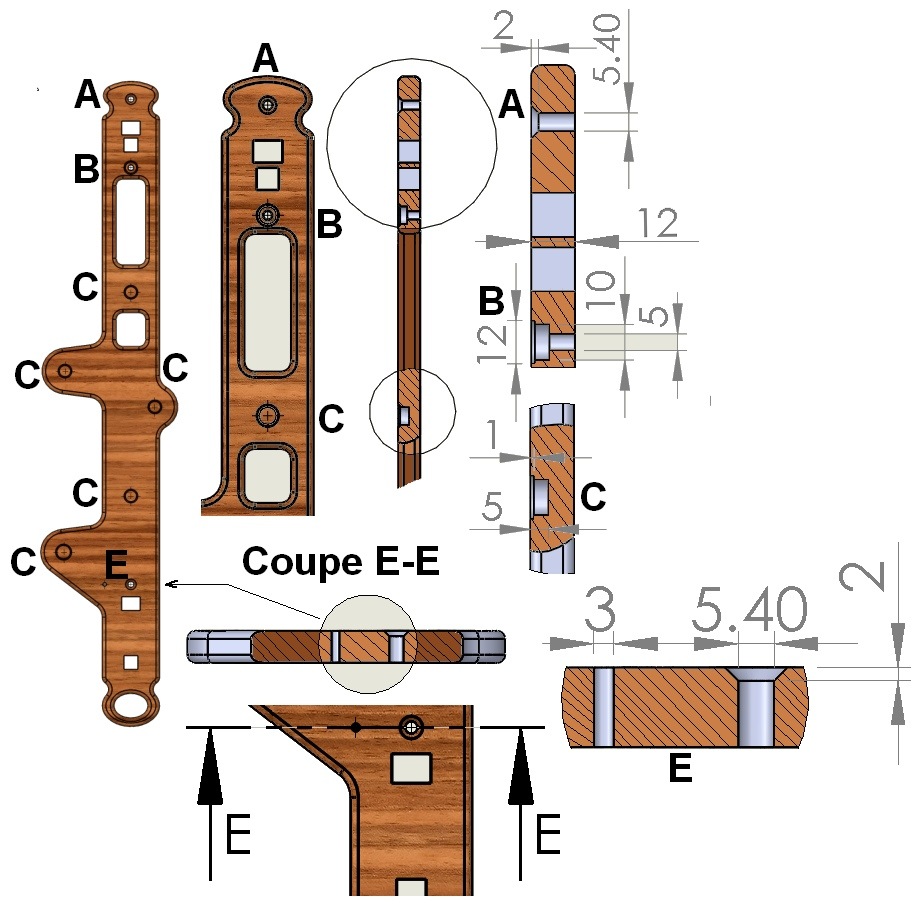
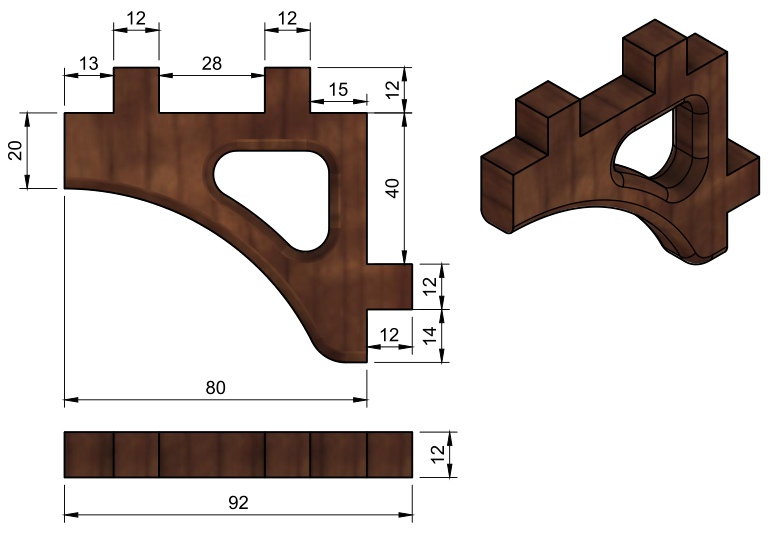
Cette pièce est un très bon support pour s’entraîner à réaliser plusieurs extrusions différentes à partir d’un seul fichier 2D dxf au moyen par exemple du logiciel Fusion 360.
Elle peut être réalisée dans une planche raboté de 12mm en merisier ou cerisier, poirier (très stable), érable, noyer, palissandre, acajou.
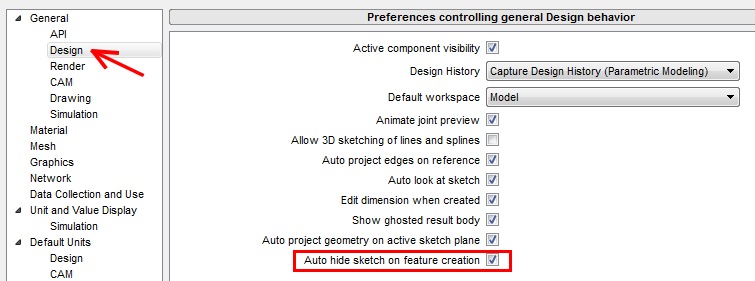
Pour pouvoir faire facilement plusieurs extrusions à partir d’une seule esquisse, il est préférable d’aller dans les préférences en dessous de votre nom à droite et de désactiver « Auto hide sketch on feature création »
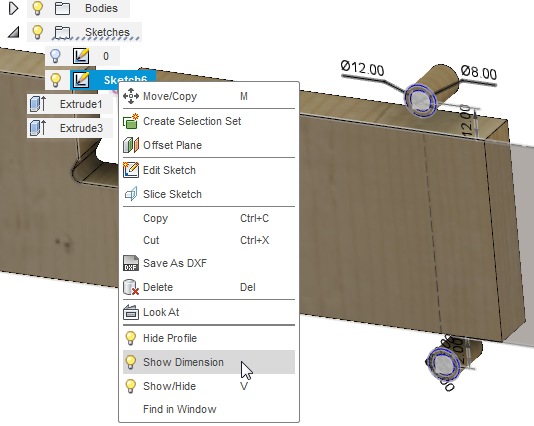
Dans le cas du support arrière de l’horloge, il est préférable d’extruder la première esquisse en négatif de façon à garder le reste de l’esquisse sur la face avant.
N’oubliez pas qu’il est possible d’afficher les dimensions de l’esquisse pour les extrusions déjà réalisées
Cette pièce permet de s’initier à l’usinage sur 2 faces avec retournement.
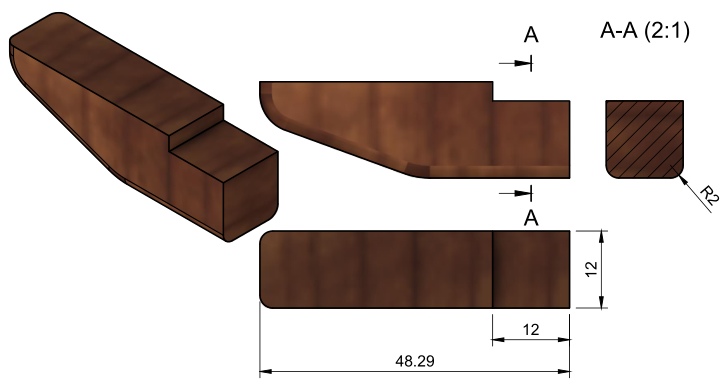
L’usinage de cette pièce est l’occasion d’aborder les dégagements d’angle.
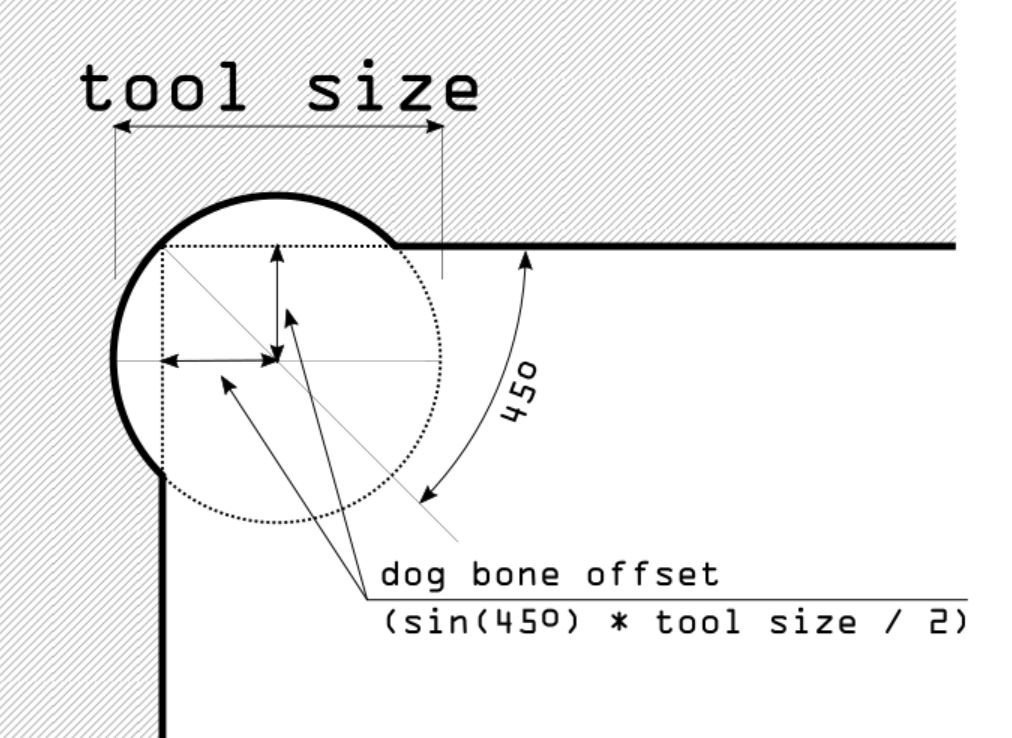
Le logiciel Fusion 360 ne possède pas encore cette fonctionnalité native, contrairement au logiciel Cambam qui permet les dégagements d’angle ou « Corner overcut » en Anglais.
Les anglo saxon appelle le dégagement d’angle « Dog Bone » parce que cela évoque les extrémités d’un os qu’un chien pourrai tenir dans sa gueule.
Il existe un plug in pour réaliser des Dogbone avec fusion 360
https://github.com/caseycrogers/Dogbone
Les différentes pièces du châssis peuvent tenir dans une planche de 650 x 200 x 12mm
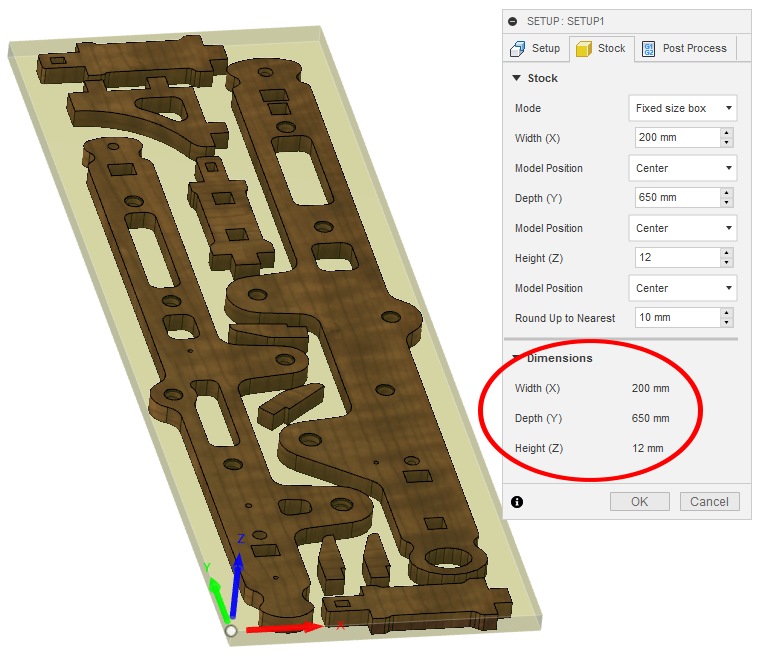
Voici ci-dessous des planches de merisiers rabotées à 12mm et poncées.
Elles serviront à usiner les différentes pièces du chassis

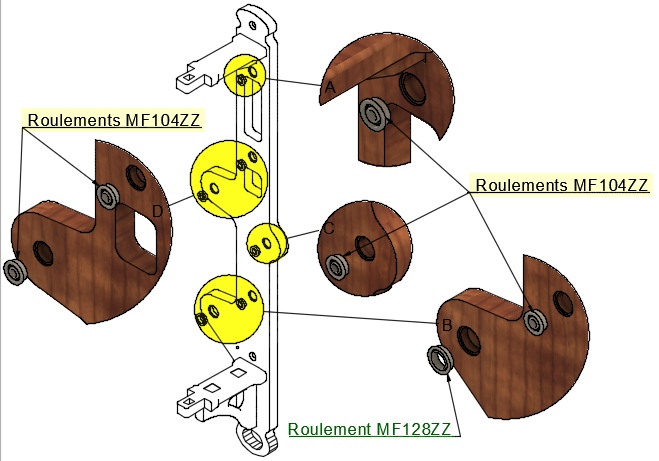
Pour le support arrière, il est nécessaire d’insérer 5 roulements à frange MF104ZZ et 1 roulement à frange MF128ZZ
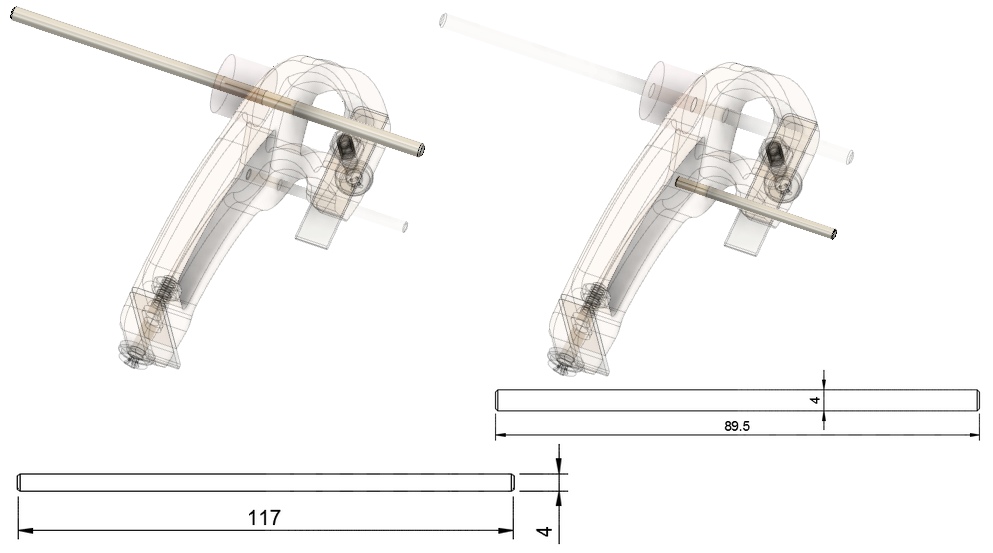
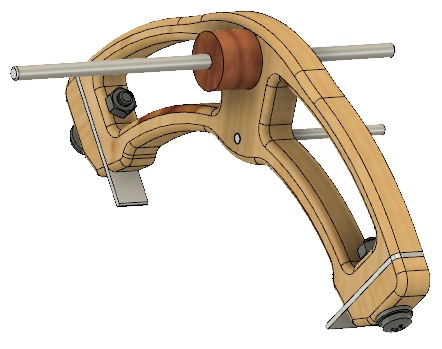
Etape 2 : usinage et assemblage du balancier
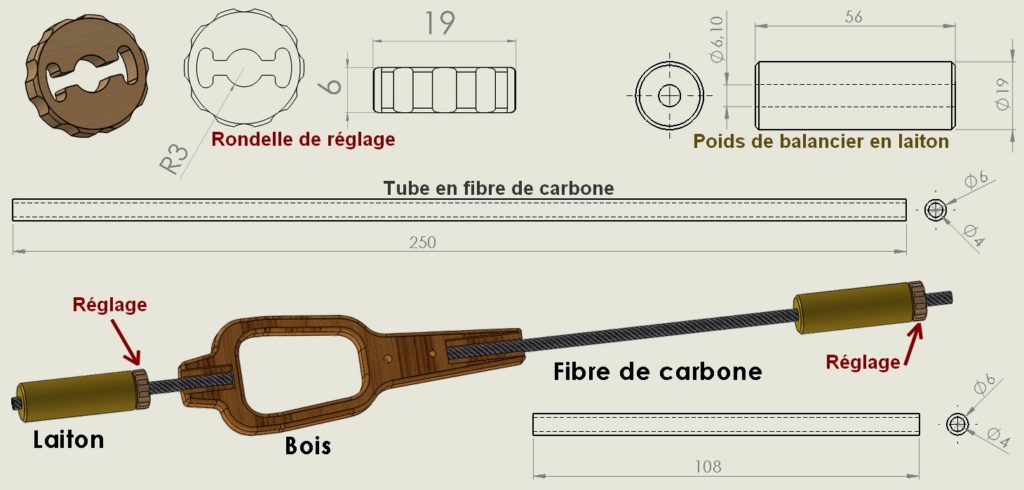
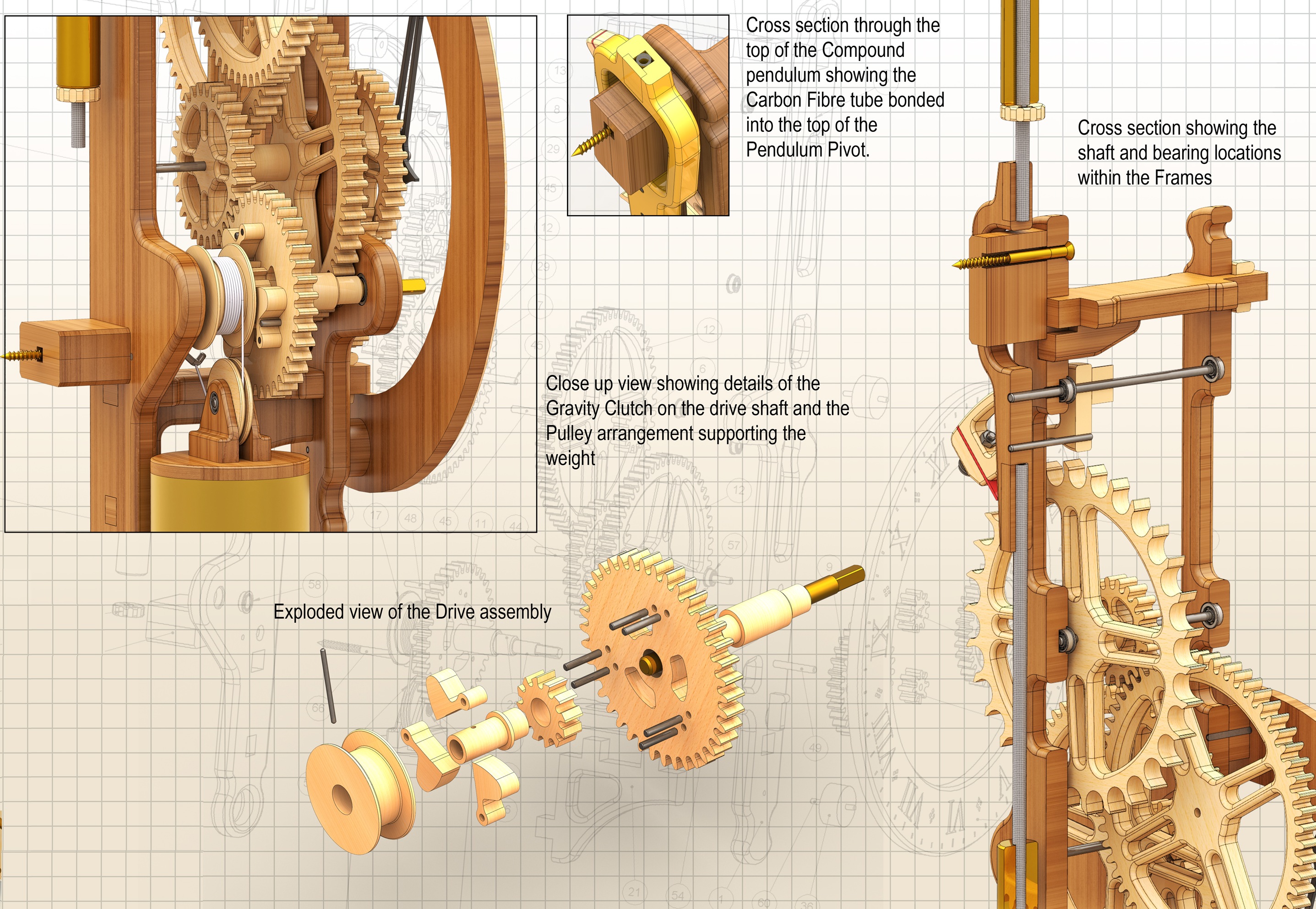
Le balancier est constitué d’une partie centrale en bois usiné dans une planche de 12mm.
Des tubes en fibre de carbone sont insérés dans cette partie centrale l’un de 250mm et l’autre de 108mm
Des masses en laiton peuvent être réglées grâce à des petites rondelles en bois.
Ces rondelles sont de 6mm d’épaisseurs et devront être usiné dans un bois résistant et élastique.
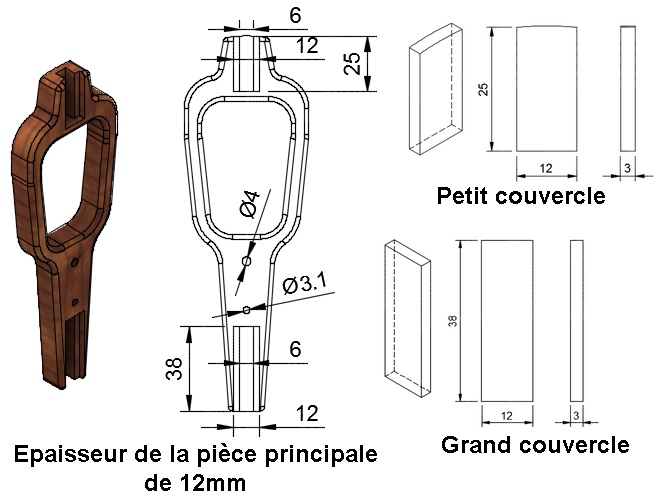
Des couvercles permettent de fermer des cavités remplies de colle dans lesquelles viendront s’insérer les tubes en fibre de carbone. Ces couvercles ont une épaisseur de 3mm.
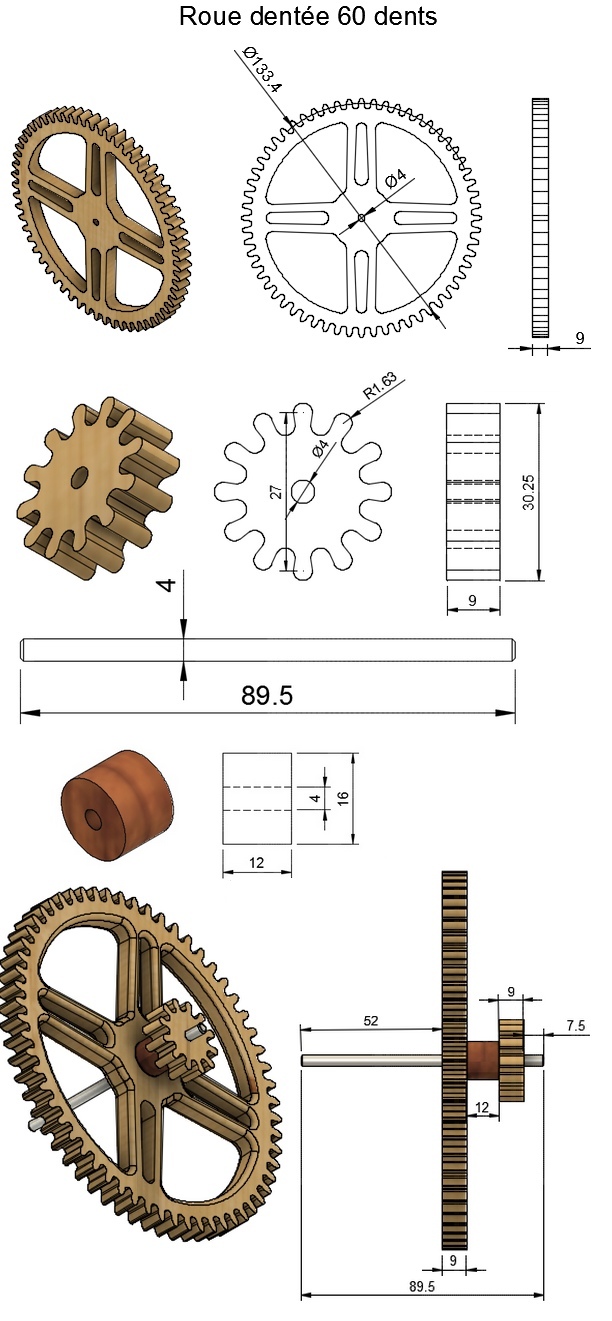
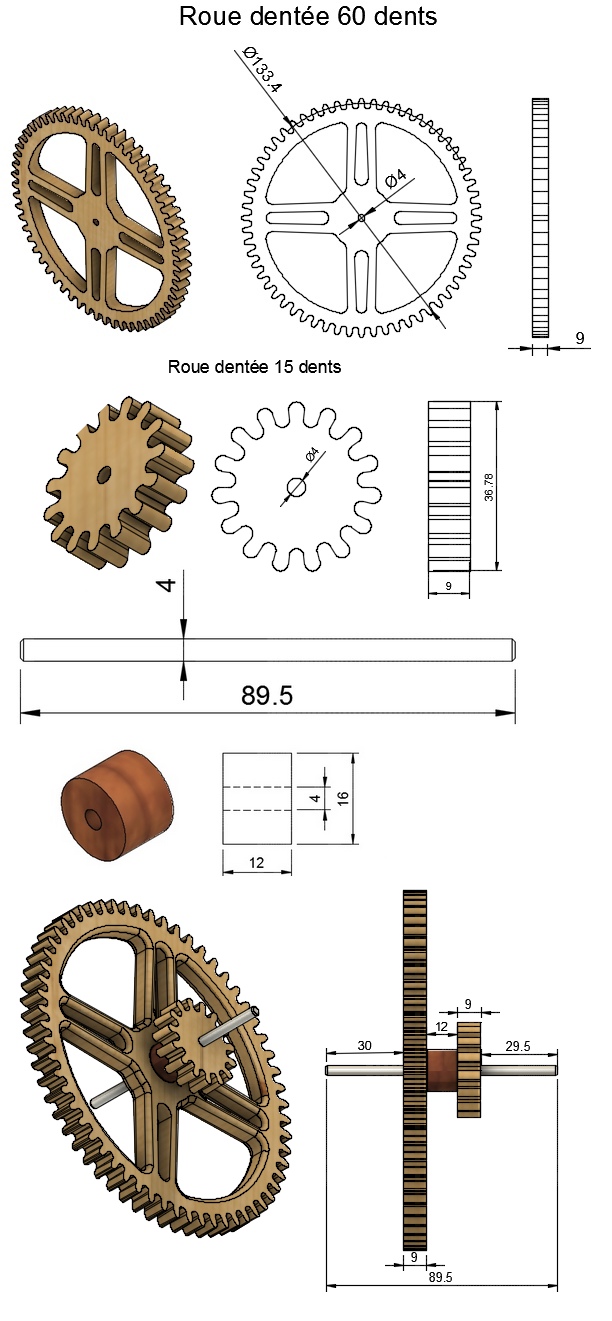
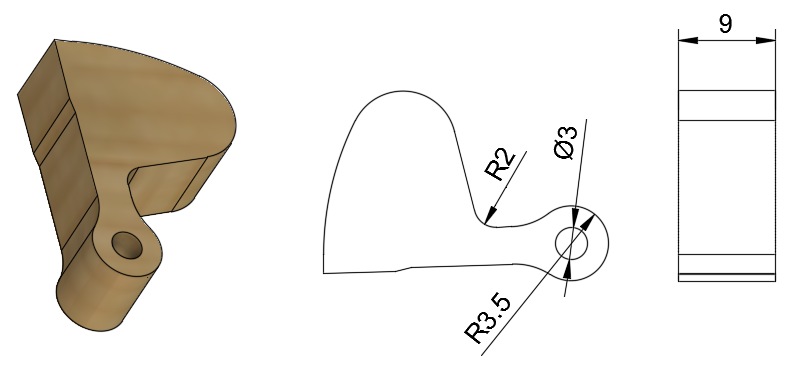
- Train d'engrenages échappement
- Ancre d'échappement
- Entretoise
- Pièces de serrage
- Parties métalliques de l'ancre d'échappement
- Assemblage de l'ancre d'échappement
La roue d’échappement possède 30 dents, elle doit être usiné dans du contreplaqué de bouleau de 9mm
Du contreplaqué afin que les dimensions restent constantes quel que soit le degré d’humidité.
Du contreplaqué de bouleau avec suffisamment de plis pour que les dents résistent.
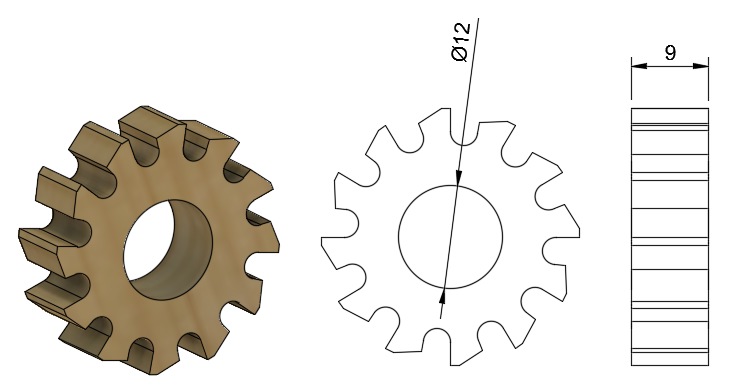
Le même contreplaqué de bouleau 9mm sera également utilisé pour la petite roue de 20 dents du train d’engrenages.
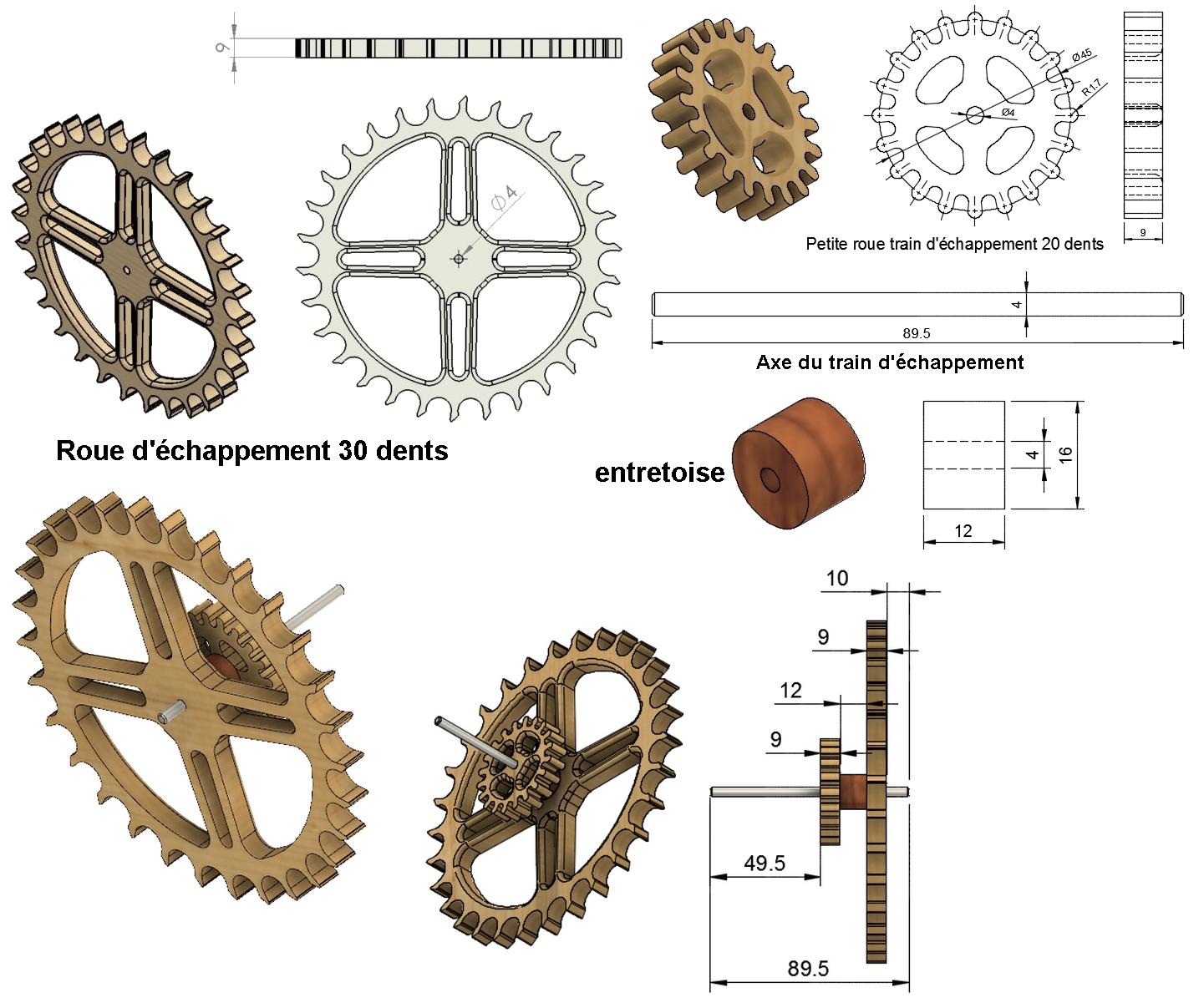
L’ensemble engrenage, axe et entretoise est en liaison encastrement (aucun mouvement relatif possible)
Ceci sera fait grâce à de la colle forte.
Caractéristiques mécaniques nécessaires :
Rigidité et légèreté pour avoir une faible inertie
Petites plaques de l’ancre d’échappement
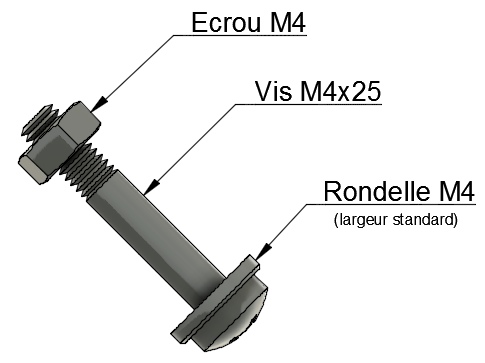
Boulons
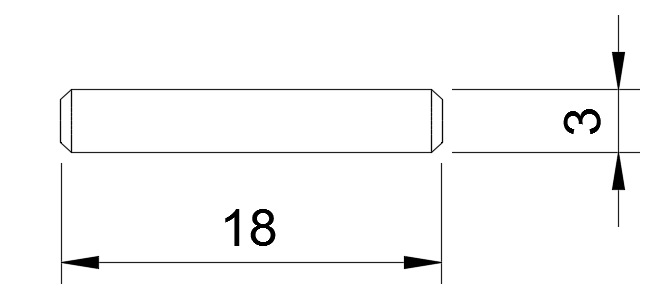
Axes de l’ancre d’échappement
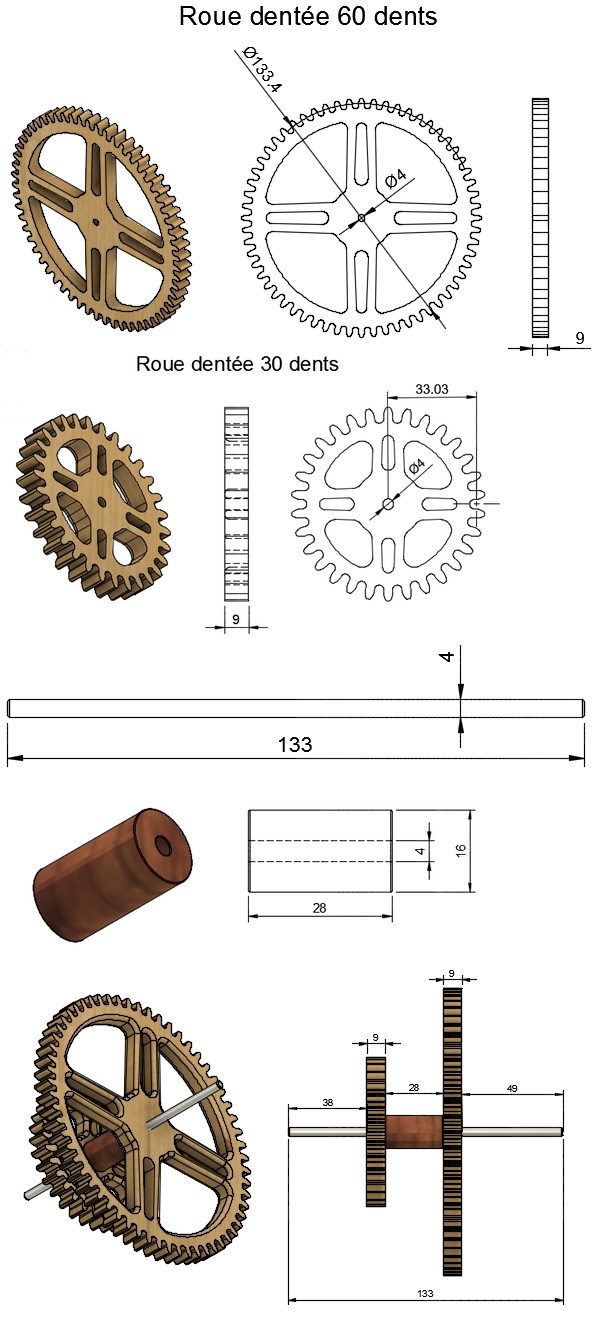
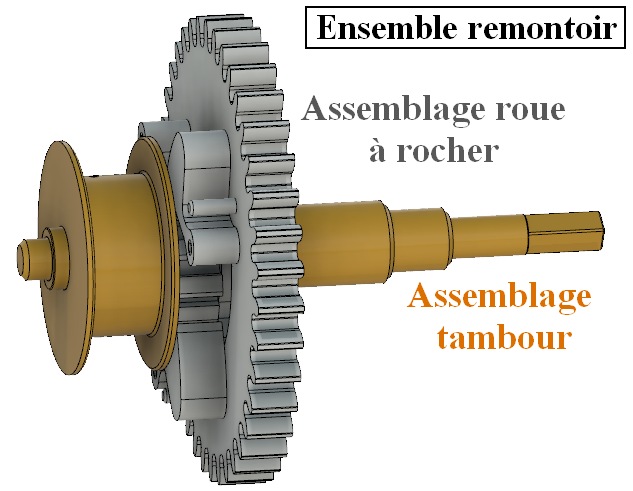
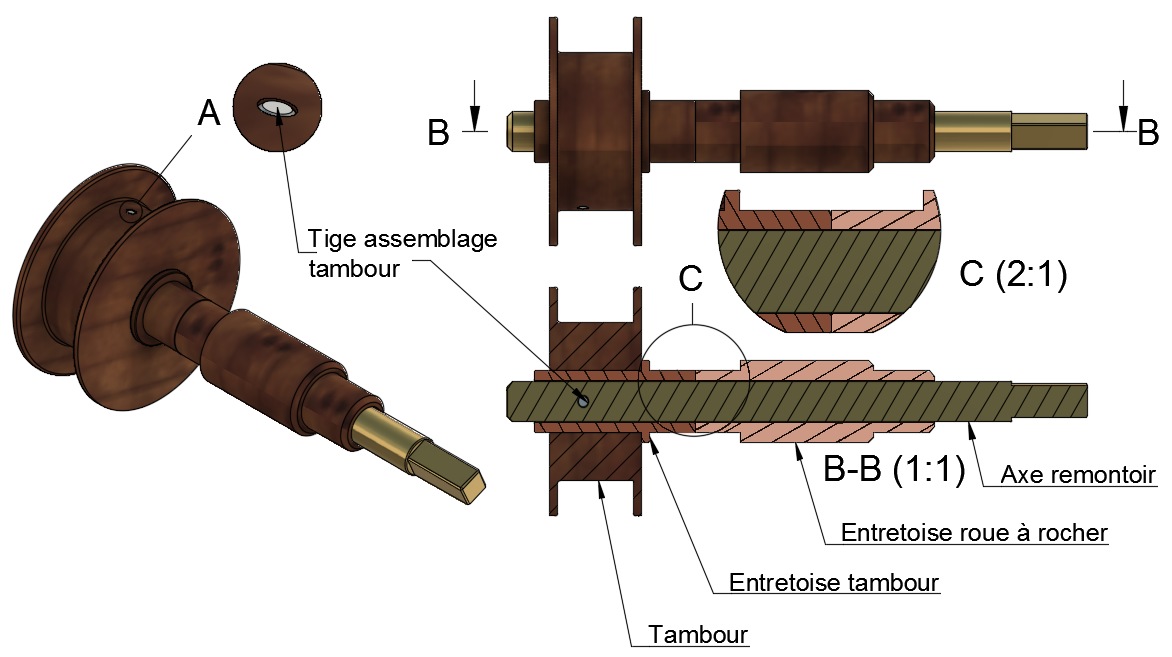
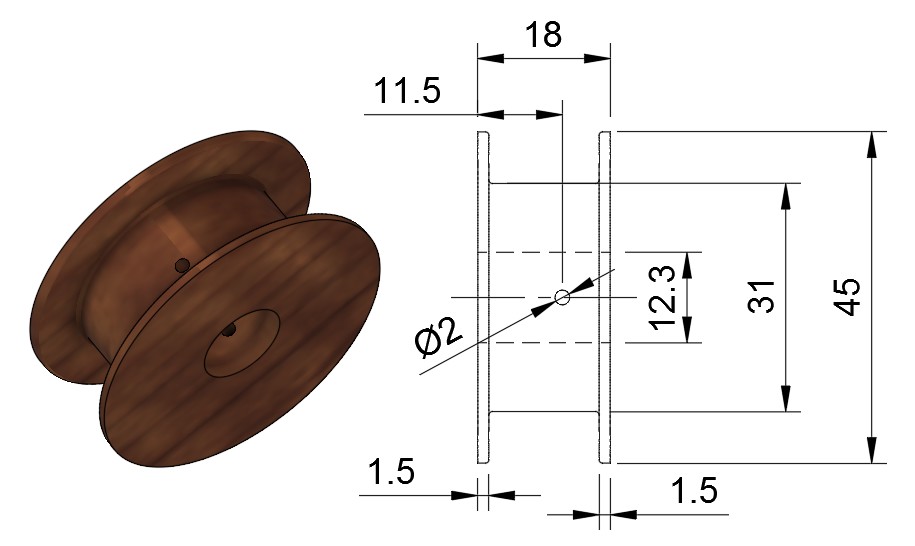
Tambour
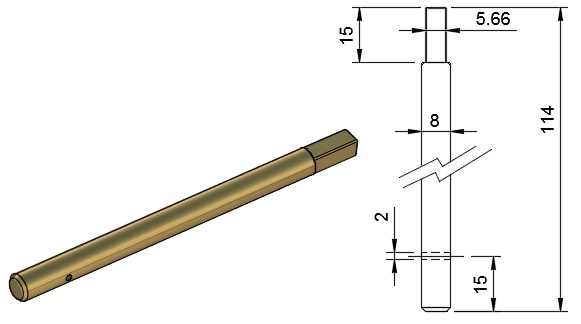
Axe remontoir
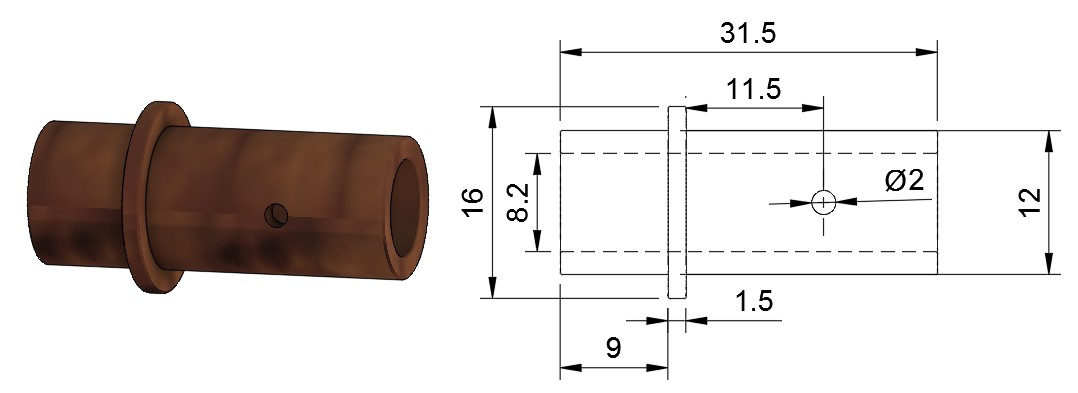
Entretoise tambour
Entretoise roue à rochet
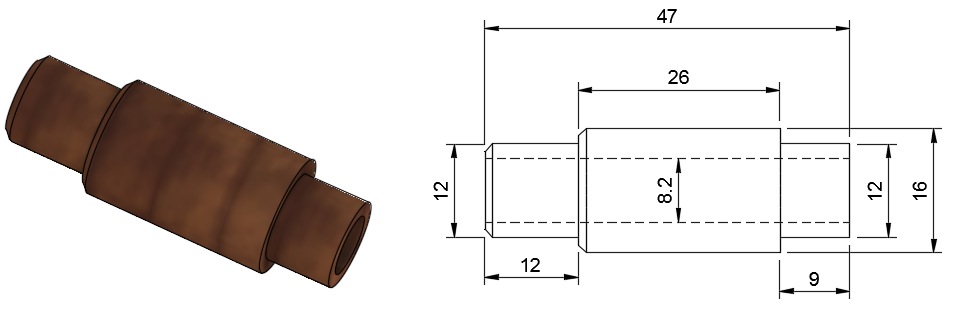
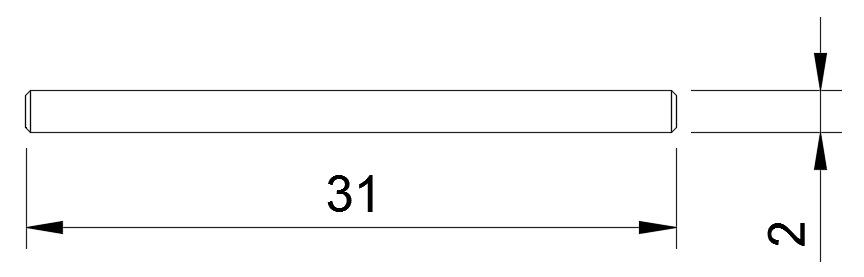
Tige d’assemblage tambour
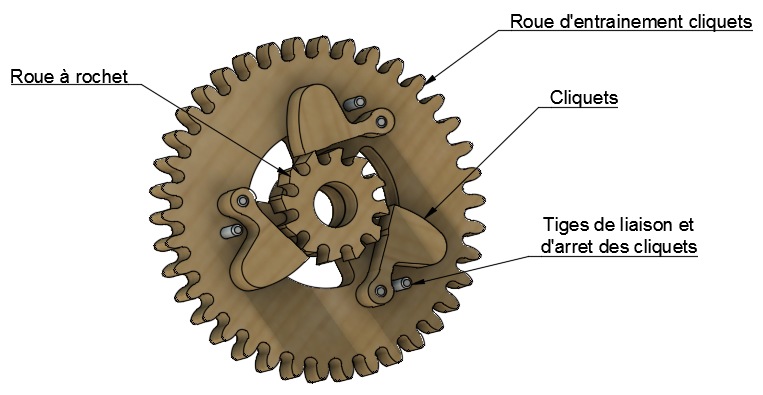
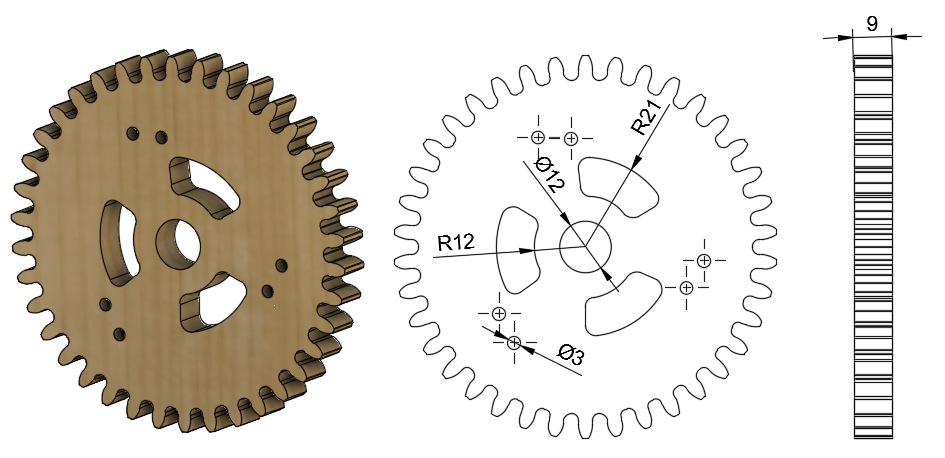
Roue d’entrainement des cliquets
Roue à rochet
Cliquets
Tige de liaison et d’arrêt des cliquets
Etape 6 : Insertion des trains d’engrenages et du remontoir
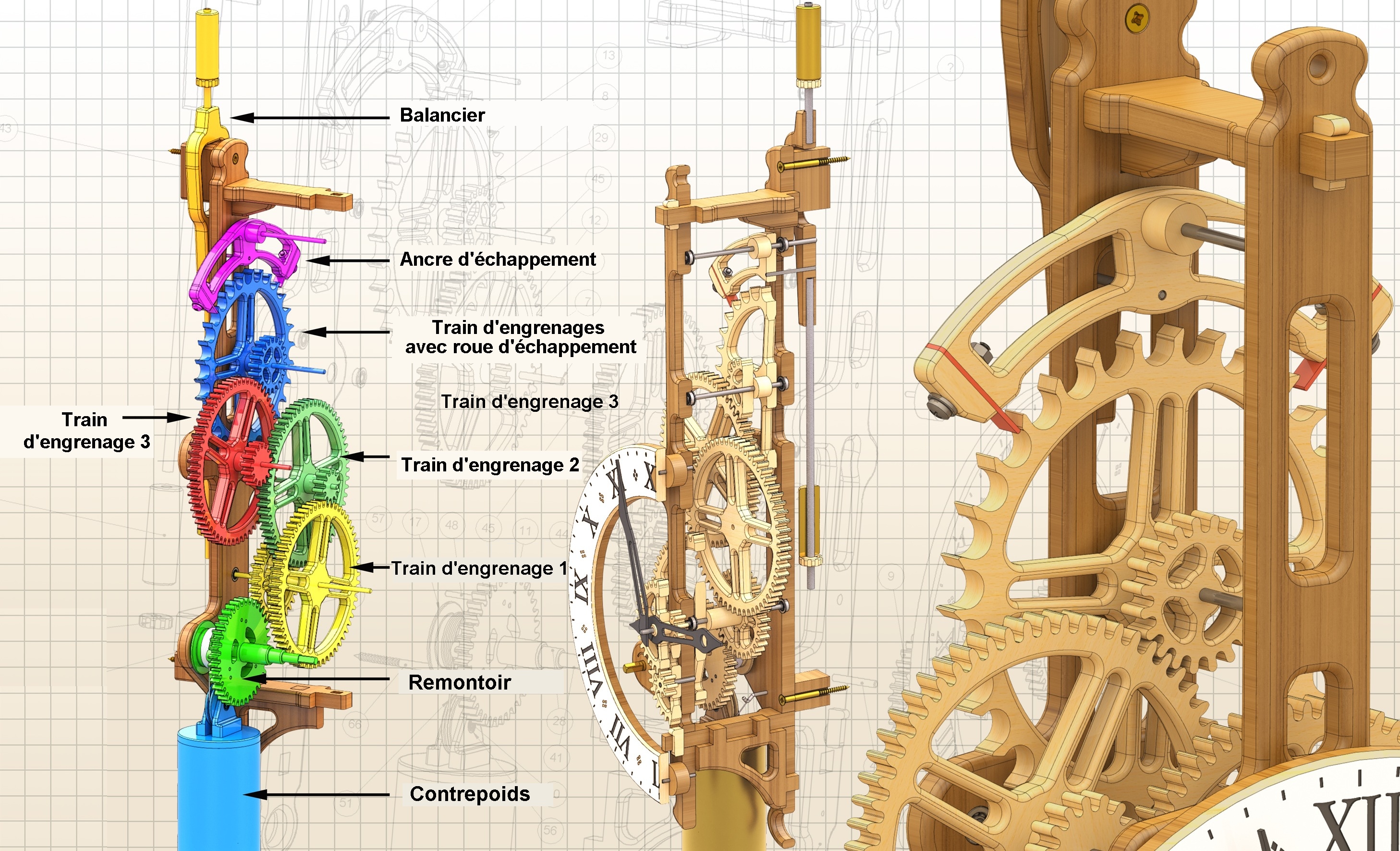
Etape 7 : Montage du chassis avant
Etape 8 : Fabrication et montage des engrenages des heures et minutes, du cadran et des aiguilles
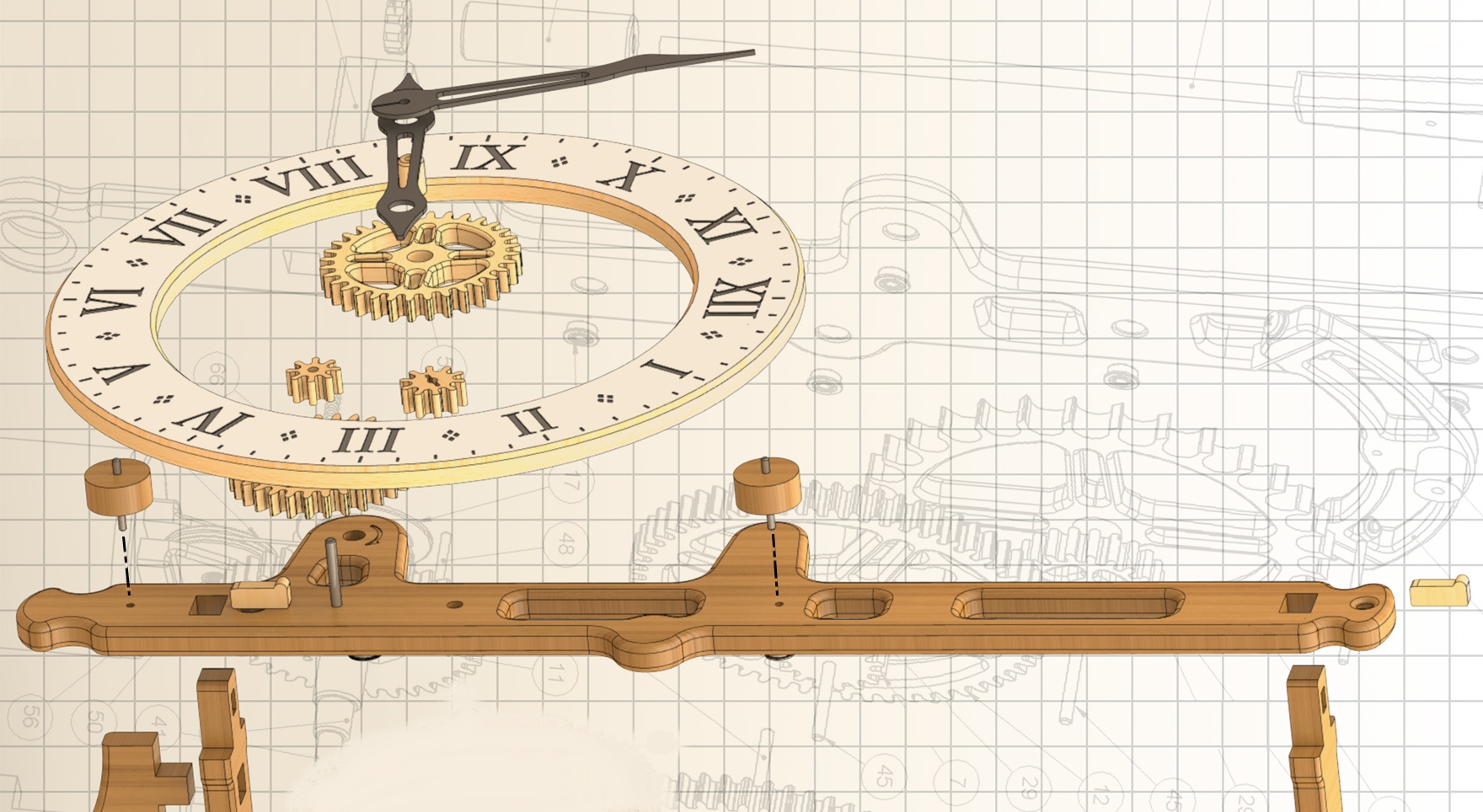
Etape 9 : Montage du contrepoids

Inspiration
[:fr]



Gravure avec incrustrations polymère
[:fr]
Gravure avec incrustrations polymère
Inspiration



Porte manteau touches de piano
[:en]
Porte manteau touches de piano
Inspiration …
Porte manteau touches de piano
Inspiration …

Lit puzzle
[:en]
Lit puzzle
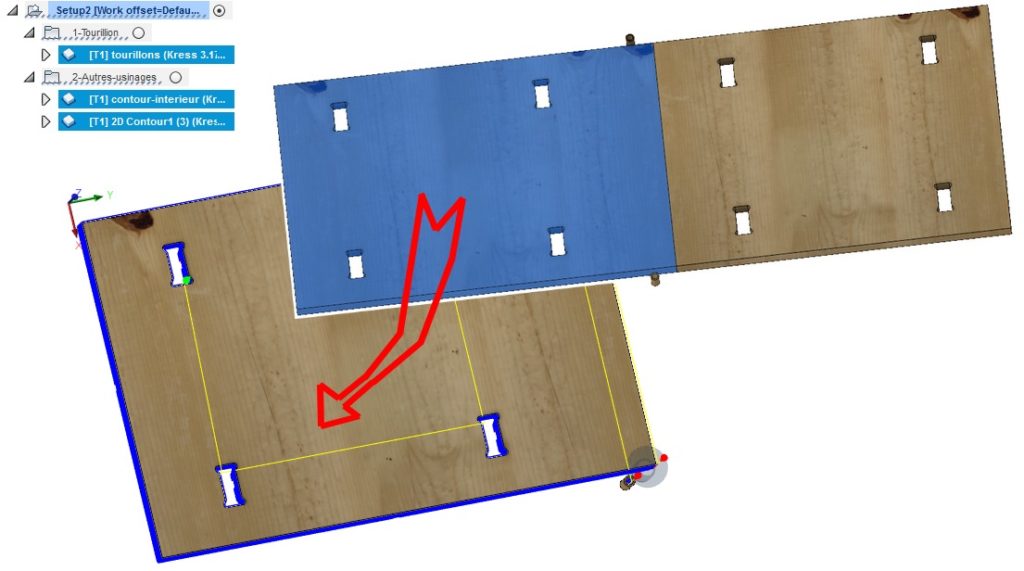
La fabrication de ce lit est l’occasion de voir 3 nouvelles techniques du module d’usinage de Fusion 360 et un retour d’expérience concernant l’usinage CNC
2 techniques permettant de gagner du temps, la copie de setup et le pattern d’usinage (réplication d’usinage)
1 technique permettant de réaliser des usinages plus grands que ne le permet les déplacements maxi de la machine.
Le retour d’expérience concerne la découpe de petites pièces intérieures
Ce sera également l’occasion de voir comment modifier le Gcode réalisé avec Fusion 360 grâce à NC Corrector
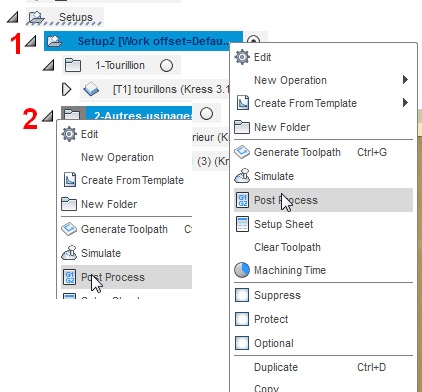
Et aussi revoir comment organiser ses opérations d’usinage en groupe d’usinage.

Découpe montant avec CNC Formosa

En cours de montage

Lit monté vu de coté

Lit monté vue de dessus

Dans la chambre
- Pattern d'usinage ( réplication d'usinage )
- Copie de setup
- Usiner une pièce plus grande que la machine
- Modifier le Gcode avec NC Corrector
- Concernant les petits découpages intérieurs
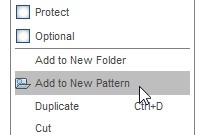
1 ) Sélectionnez d’abord les usinages devant être répliqués plusieurs fois
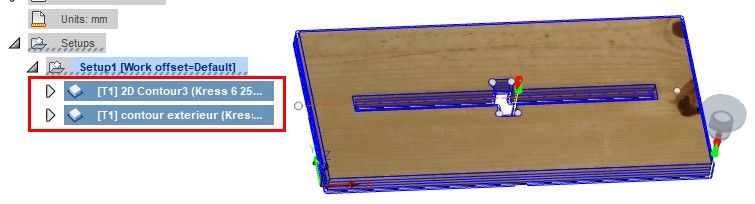
2 ) Avec un clic droit souris choisissez « Add to New Pattern
3 ) Dans notre cas il s’agit d’un patern linéaire
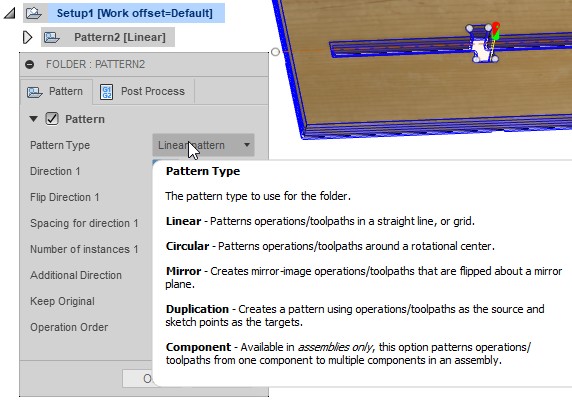
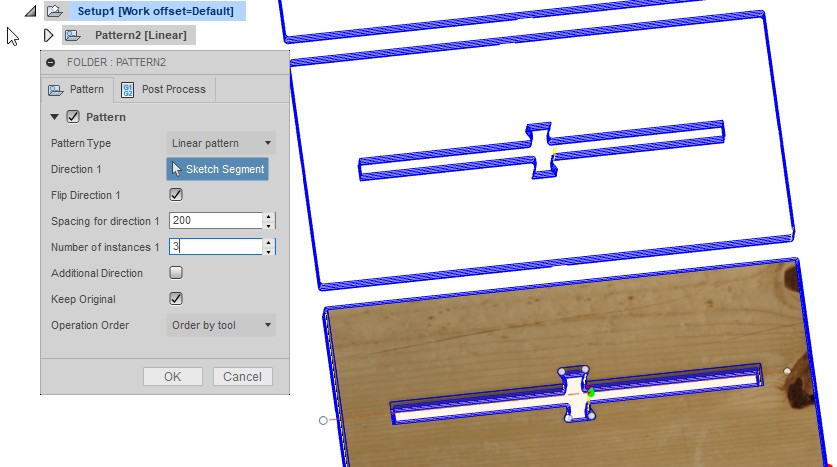
4 ) Paramétrer le patern
Pour avoir la direction du patern, il suffit de choisir une arête du modèle
Choisir ensuite l’espacement et le nombre de réplication
5 ) L’ordre des opérations
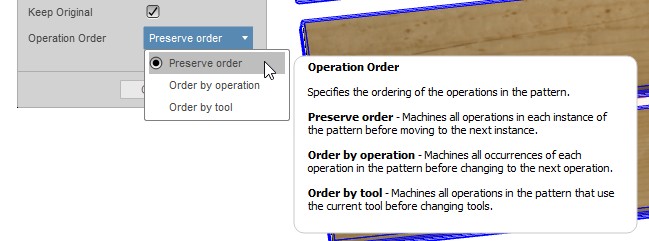
Il est préférable de préserver l’ordre des usinages patern par patern ( Preserve order ) lorsque un seul outil est utilisé.
Lorsque plusieurs outils sont utilisés, il est préférable de choisir « Order by tool »
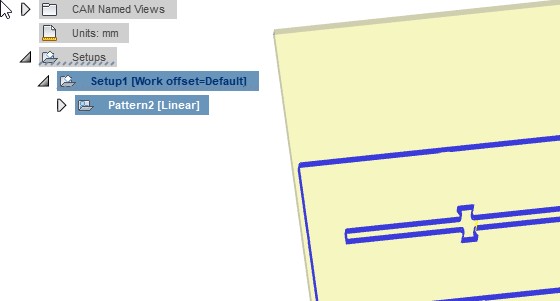
6 ) Vérifier que l’ensemble des réplications ne sortent pas du brut
Pour cela il suffit de sélectionner « Setup » et « Pattern« , il est possible d’ajuster les paramètres du patern en l’éditant à nouveau
7 ) Simuler et créer le Gcode de l’ensemble de la réplication
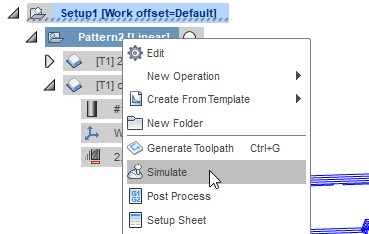
Remarque : il est possible une fois le patern terminé de usiner qu’un seul exemplaire.
Pour cela, il faut ne pas sélectionner le patern mais les usinages originaux constituant un seul exemplaire.
Lorsqu’il y a plusieurs pièces avec même type d’usinage, même paramétrages comme pour le lit
Ce n’est pas nécessaire de refaire un setup pour chaque pièces.
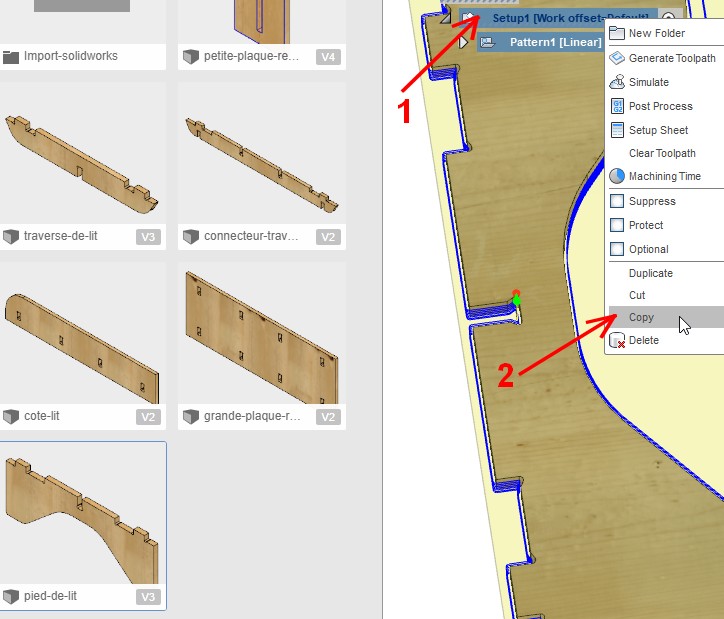
1er étape :
Copier le setup de la première pièce, puis coller ce setup dans le module CAM de toutes les autres pièces
Remarque :
Si vous avez copié avec un pattern, il est possible de l’enlever
Pour cela, il faut déplacer ( drag and drop ) les usinages vers le setup et ensuite effacer le patern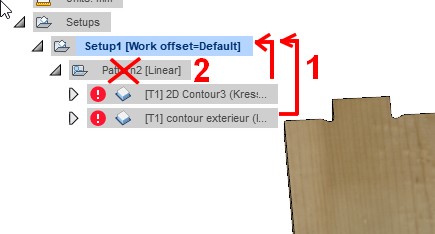
2eme étape :
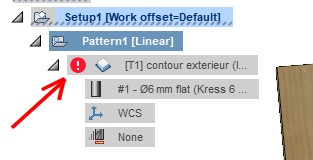
Si il y a une alerte rouge dans les usinages du setup copié, c’est normal, le logiciel ne trouve pas la même géométrie.
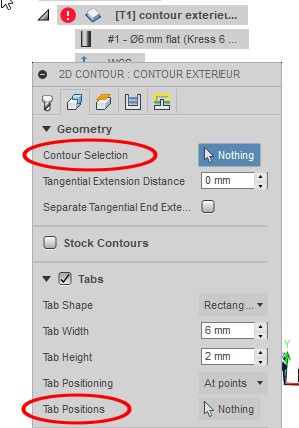 Il faut dans ce cas, sélectionner la nouvelle géométrie et indiquer les positions des Tab s’il y en a de prévu.
Il faut dans ce cas, sélectionner la nouvelle géométrie et indiquer les positions des Tab s’il y en a de prévu.
Les autres paramètres d’usinages sont identiques normalement
1 ) Réaliser un axe de symétrie pour la plus grande longueur de la pièce
Pour cela aller dans le module esquisse (sketch) et tracer un trait de construction, l’accrochage triangle vous permet de trouver le milieux d’un segment.
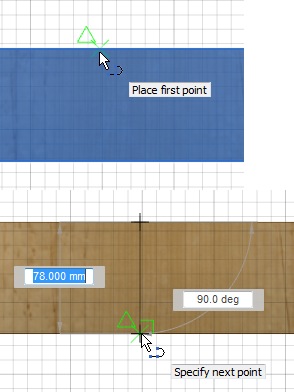
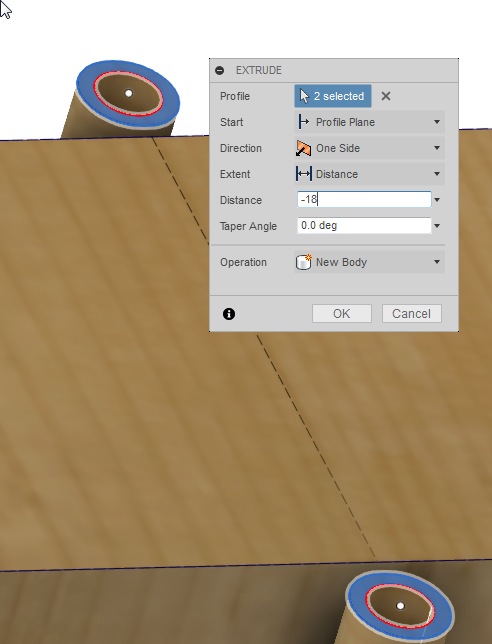
2 ) Réaliser des trous permettant par la suite d’usiner des emplacements pour tourillons
Alignement se fait par rapport à l’axe de symétrie

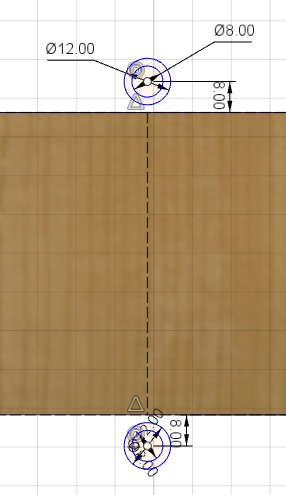
2 ) Extrusion des trous pour tourillons
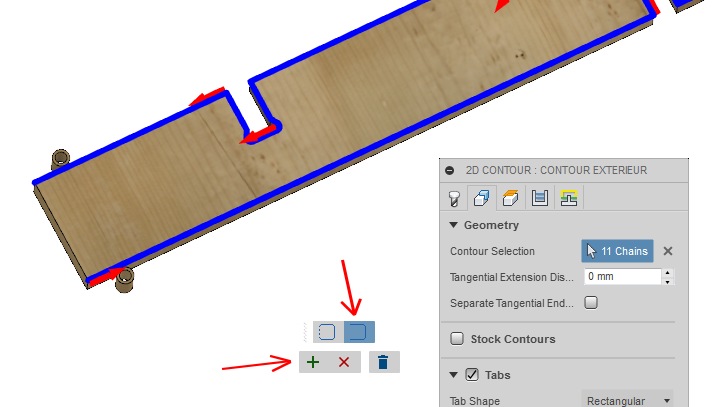
3 ) Rendre une sélection de contour ouverte
Pour cela, il faut sélectionner une première fois le contour
Puis une deuxième fois et des icônes avec + – et poubelle apparaissent
Choisir le symbole contour ouvert au dessus et ajouter avec le + les contours qui devront être usinés
4 ) Vérifier les parcours d’outil et simuler
5 ) Organiser les opérations en groupe d’usinage
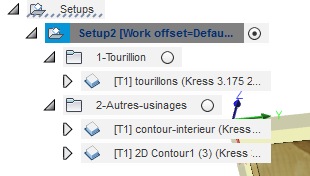
Il est intéressant de regrouper certaines opérations d’usinage en groupe grâce à des dossiers.
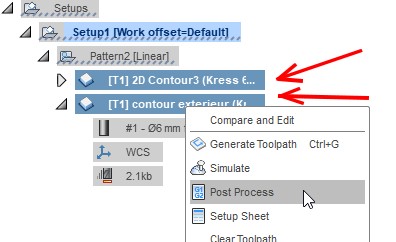
Ceci permet de créer du Gcode pour l’ensemble des opérations du setup ou celles qui sont dans un dossier.
Par exemple dans cette opération ou il faut retourner la pièce avec un positionnement grâce à 2 taurillons il faut faire l’usinage des trous de positionnement une première fois mais pas la deuxième fois après le retournement.
Il faut donc créer un premier Gcode de toutes les opérations du setup puis ensuite un gcode des opérations du deuxième dossier.
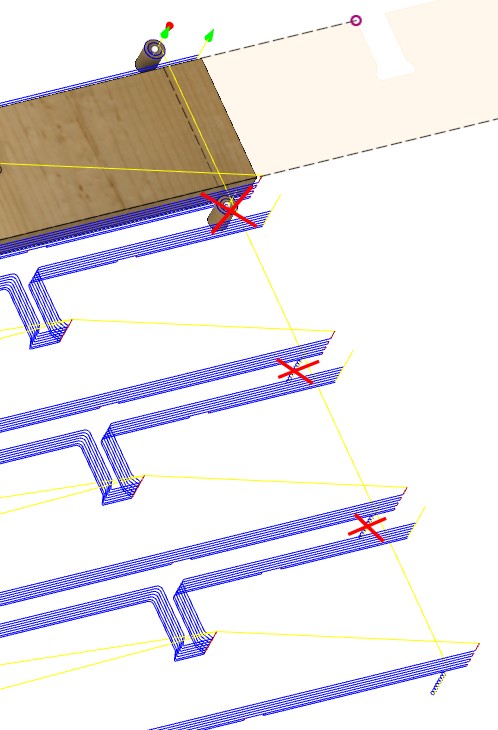
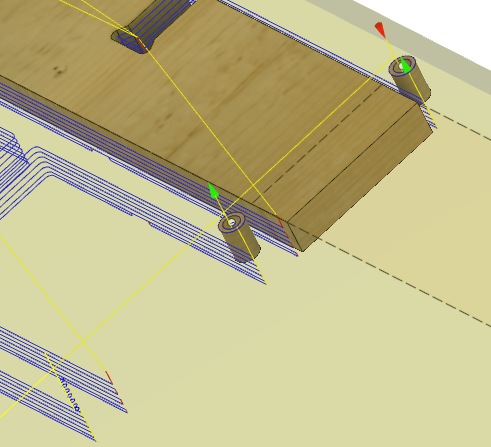
Lors d’un patern (réplication) il se peut que des éléments non nécessaires soient répliqués comme par exemple ci-dessous.
Les tourillons de positionnement ont besoins d’être de chaque cotés de la plaque mais pas au milieux, il faudra éliminer le G-code correspondant aux trous d’insertion des tourillons au milieux.
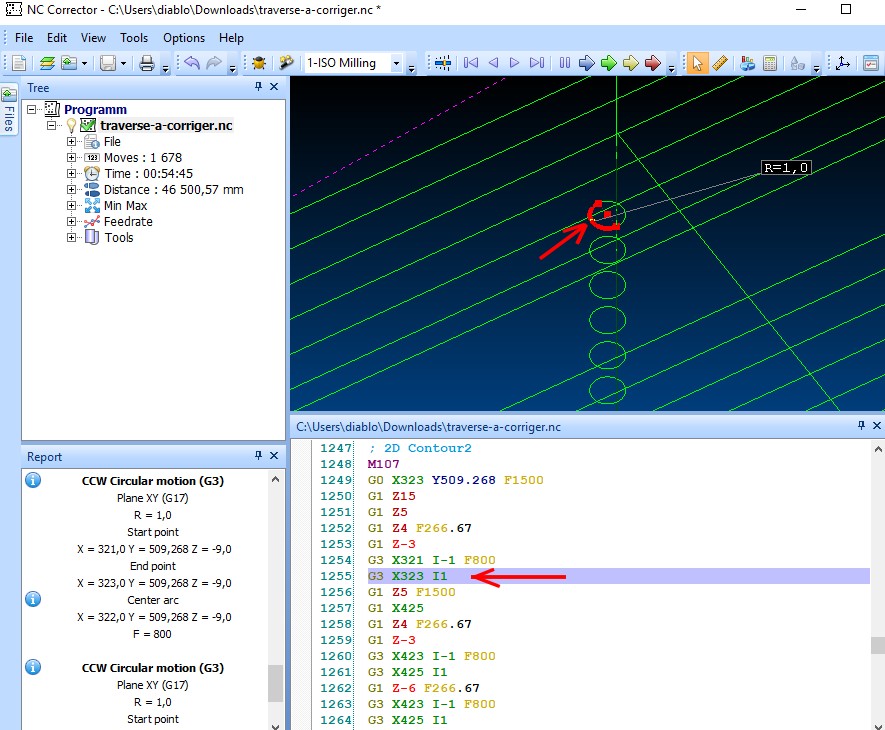
Fusion 360 permet de simuler l’usinage, il a un éditeur de code par défaut qui s’appelle brackets mais ne donne pas la possibilité de modifier le Gcode tout voyant les parcours d’outils ou en déroulant la simulation.
L’outil de simulation et d’édition du Gcode gratuit NC Corrector le permet http://www.nc-corrector.inf.ua/index_EN.htm
Il est possible si vous avez régulièrement des correction de G-code à faire, de remplacer l’éditeur par défaut de Fusion 360 par NC Corrector.
Avec NC Corrector lorsque vous cliquez sur un morceau du parcours d’outil la ligne Gcode correspondante s’affiche, il est ainsi simple de trouver entre quelle et quelle ligne se trouve l’usinage et l’effacer.

Je préfère découper avec une fraise 1 dent diamètre 3.175mm plutôt qu’une fraise 4mm ou 6mm.
Mème à des vitesses de coupe de 800 mm/mn avec des passes de 3mm l’outil résiste très bien et plus l’outil est petit, moins il fait de copeaux et moins important est l’effort de coupe puisque lorsqu’on fait de la découpe l’engagement de la fraise est de 100%.
Par contre par expérience, j’ai constaté que plus l’outil est d’un diamètre petit dans une découpe profonde ( il s’agit pas de plaques de 18mm à découper ) plus il y a de risque que la petite pièce se détache en fin d’usinage et vienne se coincer entre une parois et l’outil.
Si votre CNC est très puissante, la pièce de bois se casse ou l’outil se casse.
Si votre CNC est de puissance faible ou moyenne, elle risque de perdre des pas.
La solution c’est de prévoir pour les petites pièces intérieures des grosses attaches
minimum 6mm de large et 6mm de hauteur.
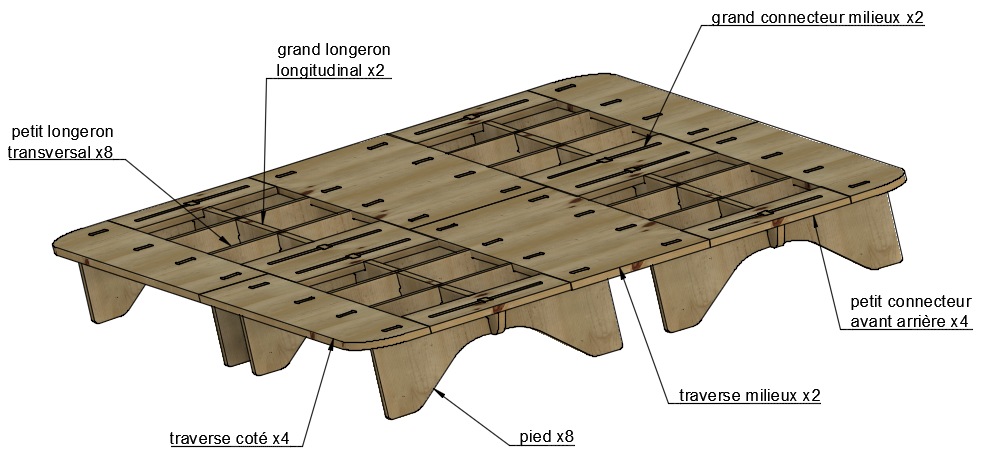
Les différentes parties du lit 4 places à usiner
Fichier de modélisation et d’usinage Fusion 360 : grande-plaque-rectangulaire-dessus-3.175
Réaliser un boitier en Dibon
[:fr]
Réaliser un boitier en Dibon
Modélisation Fusion 360
Le facteur k
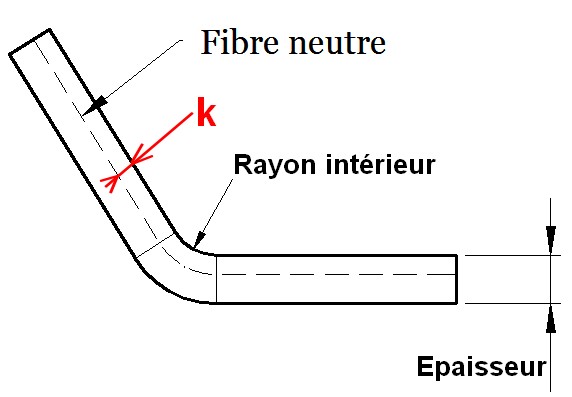
Le facteur K indique la position de la fibre neutre par rapport à la surface intérieure du pliage.
La fibre neutre est la zone ou la matière ne subie pas de déformation.
Le facteur K est fonction de beaucoup de paramètres, dont :
– le rayon intérieur
– l’épaisseur de la plaque
– la matière
– utilisation d’une plieuse avec tablier ou un V

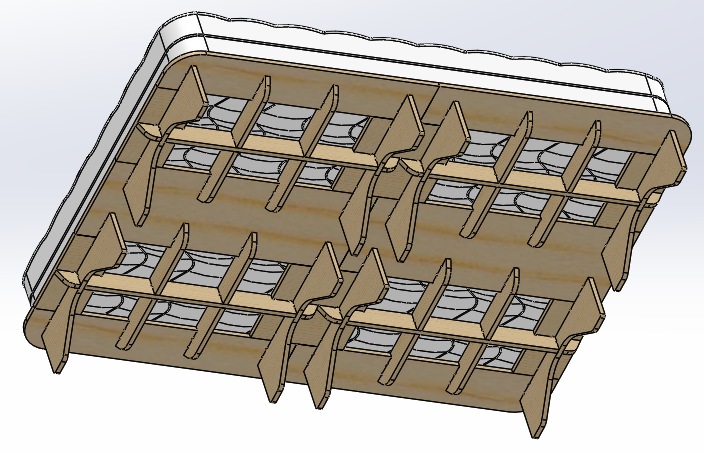
Présentoir bijou a perles
[:fr]
Présentoir bijou a perles

Voici un premier exercice pour apprendre l’usinage 3D
La sculpture se fera dans une planche d’épaisseur 10mm
Téléchargez le fichier de modélisation 3D shell-modelisation
Téléchargez le fichier avec les usinages préparés shell-modelisation-cam

Fu Lu Shou
[:fr]
Fu Lu Shou

Exercice usinage de poches

Vous pouvez choisir d’usiner comme poche autour des caractères comme pour les éléments en bois ci-dessus.
Ou bien graver les caractères sous forme de poches comme pour les dessous de bouteilles ci-dessous.


Ces disques conviennent très bien pour des dessous de plat, dessous de bouteille ou de verre.
Pour des dessous de plats vous pouvez faire les modèles en bois.
Pour les dessous de bouteille ou verre vous pouvez utiliser du plastique PMMA de couleur transparent. Les caractères étant gravés en dessous et vu au dessus par transparence.
Si vous voulez un disque supplémentaire, pour 4 verres par exemple vous pouvez ajouter en plus le symbole du double Xi (double bonheur)


Vous pouvez vectoriser l’image ci-dessus grâce aux sites web
https://convertio.co/fr/
ou https://www.autotracer.org/fr.html
Il est préférable de faire une conversion en SVG plutôt qu’en DXF et ensuite une insertion avec solidworks
I ) Disque porte bonheur en bois
Téléchargez le modèle 3D Lu-Fu-Shou-bois au format Fusion 360
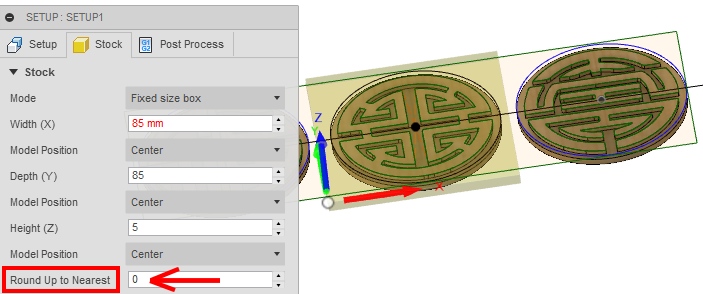
Concernant l’option « Round up to Nearest » elle n’est pas très importante et concerne que le mode « Relative size box »
Elle permet dans le mode relatif, d’arrondir les dimensions en fonction de la valeur que vous indiquez.
II ) Disque porte bonheur en plastique PMMA
Téléchargez le modèle 3D Lu-Fu-Shou-plastique au format Fusion 360
Fête du printemps
[:fr]
Fête du printemps

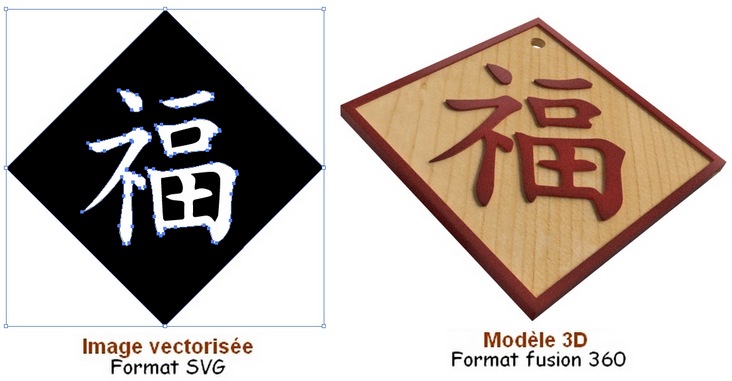
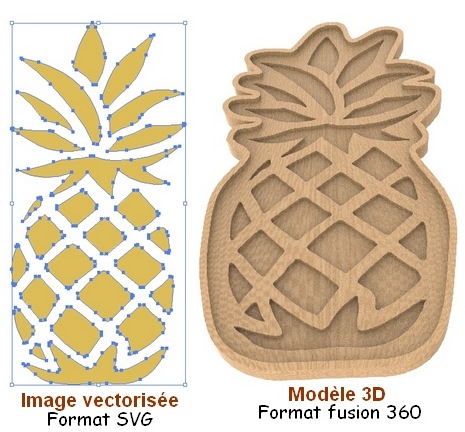
Téléchargement image bitmap fete-du-printemps-jpg Téléchargement image image vectorisée SVG Téléchagement Modèle 3D
Pour réaliser un modèle 3D il est possible de partir d’un dessin 2D et de le vectoriser.
Pour vectoriser, vous pouvez utilisez un logiciel comme illustrator ou bien inkscape.
Il est possible également d”utiliser des convertisseurs en ligne comme convertio https://convertio.co/fr/
Cet idéogramme Chinois, symbolise le bonheur et la prospérité qui arrive à chaque fête du printemps ou nouvel ans en janvier février.
Il est collé sur les portes des maisons.
Usinage
Utilisation d’une planche de pin peinte en rouge sur sa face supérieure.
Une poche sera usinée entre le losange et les idéogrammes, laissant apparaitre le bois naturel.
Plateau à fruit
[:fr]
Plateau à fruit
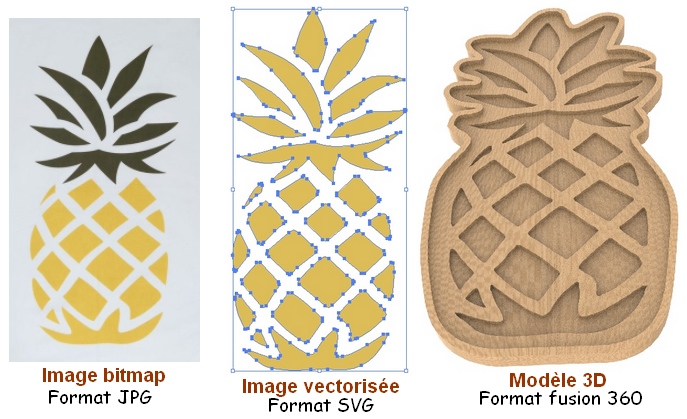
Téléchargement image bitmap ananas-jpg Téléchargement image vectorisée ananas-svg Modèle 3D plateau-fruits-fusion
Pour réaliser un modèle 3D il est possible de partir d’un dessin 2D et de le vectoriser.
Dans le cas ci-dessus, l’ananas à été vectorisé puis le nombre de couleur réduit à 2.
Pour vectoriser, vous pouvez utilisez un logiciel comme illustrator ou bien inkscape.
Il est possible également d »utiliser des convertisseurs en ligne comme convertio https://convertio.co/fr/
L’usinage se fait en 2D1/2 puisqu’il s’agit de poches fermées, puis à la fin d’un contournage.
Résultat final
Un petit modèle réalisé par Christian avec une fraiseuse Formosa 1000, il a réalisé cet ananas après sa formation à l’usinage 2D.

Présentoir affichage LED
[:fr]
Présentoir affichage LED
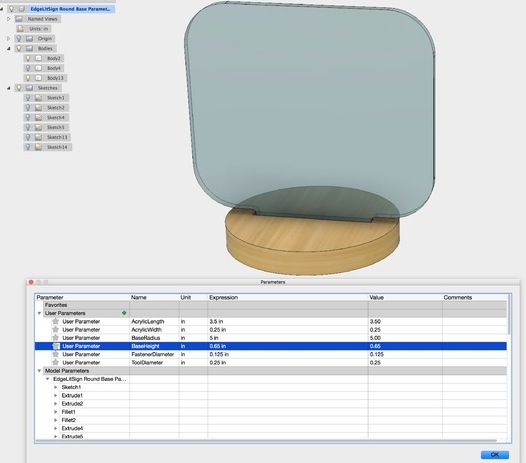
Cet article est inspiré du projet Thingiverse https://www.thingiverse.com/thing:1244670
La base du présentoir est en bambou et le haut en plastique PMMA transparent.

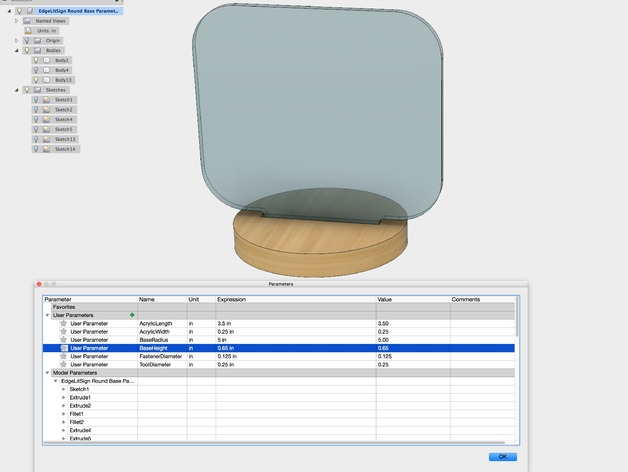
Le présentoir est paramétrique
Réalisation de Logos lumineux fait par un Australien avec sa CNC visitez sa chaine Youtube https://www.youtube.com/user/hamrx8/videos

Boitier Raspberry 3
[:fr]
Boitier Raspberry 3

Cet article est inspiré et traduit du tutoriel d’Adafruit
https://learn.adafruit.com/wood-case-for-raspberry-pi-3/
Le boitier est constitué de deux coques en bois, d’une plaque supérieure en plastique PMMA transparente et d’une autre plaque PMMA sur le coté.

Nous allons commencer par les coques en bois
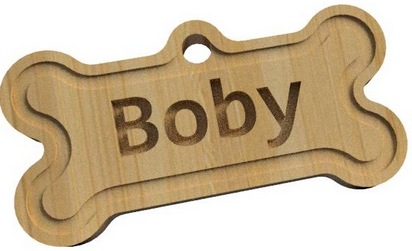
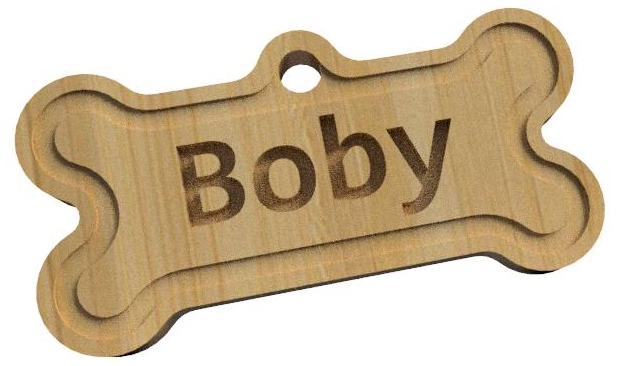
Etiquette collier Boby
[:fr]
Etiquette collier Boby

Création d’un cœur imbriqué
[:fr]
Création d’un cœur imbriqué
Le rendu 3D

Offrandes à Boudha
I ) Création du modèle
Nous allons partir d’une esquisse 2d en DXF venant d’un autre logiciel
fichier dxf mosaic-heart à télécharger
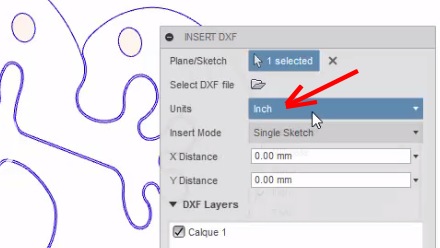
N’oubliez pas lors de l’import du fichier DXF de changer l’unité de pouce en mm
a ) Import du fichier dxf
b ) Extrusion de l’esquisse
c ) Mise à une échelle 2
d ) Choix de l’apparence de la matière
II ) Préparation de l’usinage
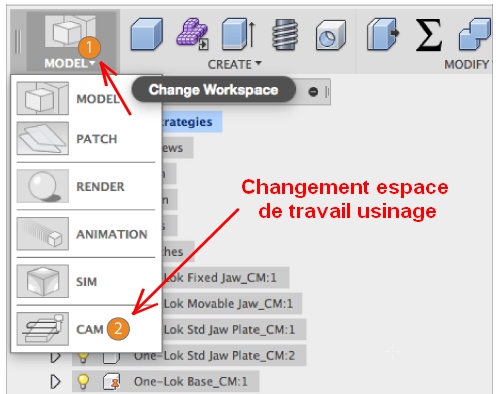
a ) Passage de l’espace de travail modélisation à l’espace usinage
Il faut préparer pour une moitié du cœur et ensuite l’autre moitié, l’ampoule permet d’activer ou désactiver les « body » de la modélisation donc une partie ou l’autre du cœur.
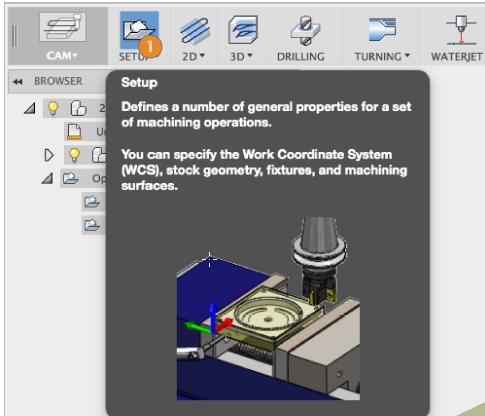
b ) Démarrer un paramétrage d’usinage
c ) Donner une surépaisseur par rapport à l’usinage final
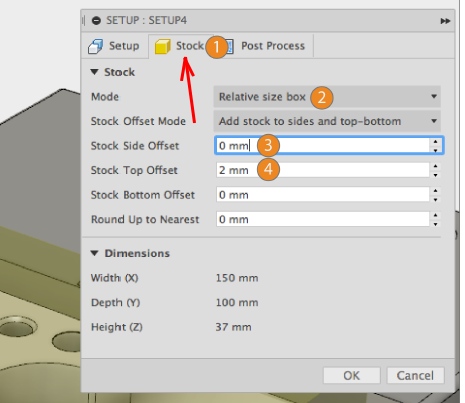
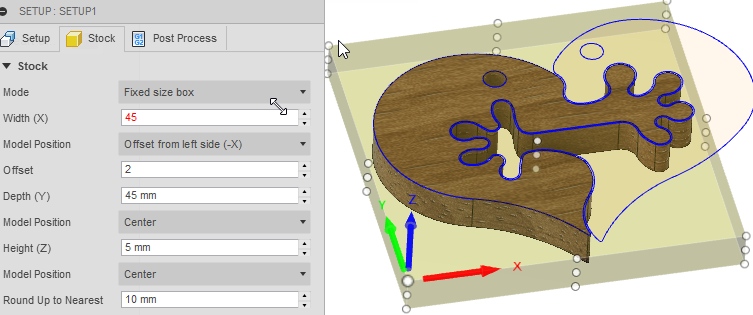
3.1 ) Choisir “Relative size box” ou “Fixed size box »
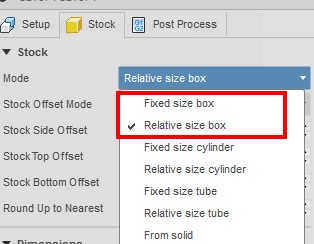
Le choix ce fait surtout selon que vous avez un petit objet a découper dans une grande planche ou une planche qui correspond à l’objet à découper.
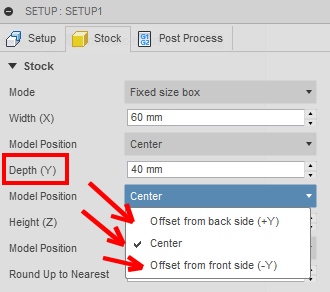 Pour une planche aux dimensions précises qui correspond à la taille de l’objet à usiner, il faut choisir “Fixed size box“.
Pour une planche aux dimensions précises qui correspond à la taille de l’objet à usiner, il faut choisir “Fixed size box“.
Dans ce cas la pièce usinée pourra se situer au centre ou décalée d’une distance précise par rapport à un coté du brut.
3.2 ) Choisir où mettre une surépaisseur
Tout dépend de la ou les faces sur lesquelles vous aller enlever de la matière.
Si c’est un surfaçage au dessus :
– mettre une surépaisseur au dessus “Stock Top Offset” (4)
– et “0” pour les cotés “Stock Side Offset” (3)
Si c’est une découpe de planche :
– mettre une surépaisseur autour “Stock Side Offset” (3)
– et “0” pour le dessus “Stock Top Offset” (4)
d ) Définir l’origine pièce
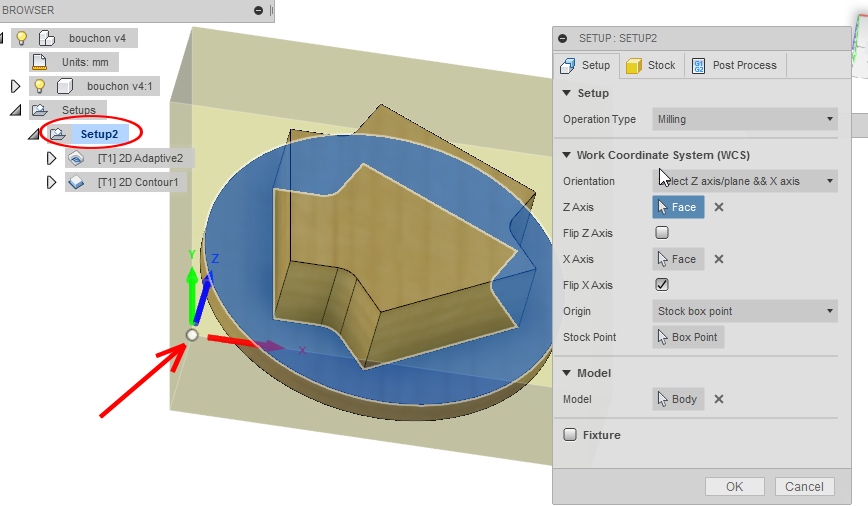
Le choix de l’origine pièce ce situe dans la fenêtre de paramétrage SETUP et dans la partie WCS (Work Coordinate System)
Si vous n’avez pas une orientation des axes correct, vous pouvez la modifier dans la partie “Orientation”
Si le sens positif des axes ne va pas dans le bon sens cochez “Flip ? axis”
Pour les machines CNC Formosa, il faut placer :
– l’origine à sur le sommet gauche devant supérieur du prisme représentant le brut.
– l’axe x devant le sens positif pointant vers la droite
– l’axe y sur le coté le sens positif pointant vers l’arrière
– l’axe z vertical le sens positif poinnant vers le haut
Voici une capture d’écran, avec un « setup » d’une moitié de coeur
– Un brut fixe avec la pièce positionnée au centre pour l’axe Y et décalé de 2mm par rapport au bord pour l’axe X
– Le WCS en haut à gauche devant
c ) Choisir le type d’usinage
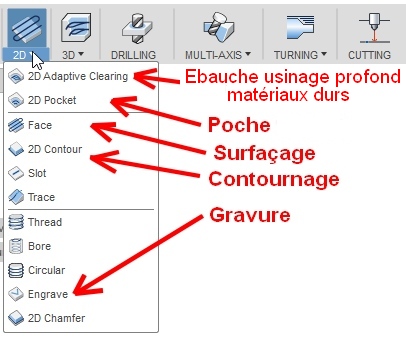
Pour réaliser la découpe des cœurs, il faudra bien entendu choisir dans les usinages 2D le contournage « 2D Contour »
Fichiers d’usinage
Fichiers fusion 360 coeurs gauche et coeur droit
Attention !! Le gcode généré à été fait avec le postprocesseur des machines CNC Formosa c’est à dire avec un postprocesseur Smoothieboard légèrement modifié.
Avec une épaisseur de brut de 9mm, une fraise cylindrique de 3,175mm et des vitesses d’avance de 600mm/min ainsi que des profondeur de passe de 1,85mm.
Tout cela est à adapter en fonction de la rigidité et puissance de votre machine, de votre outil et de l’épaisseur de votre plaque.
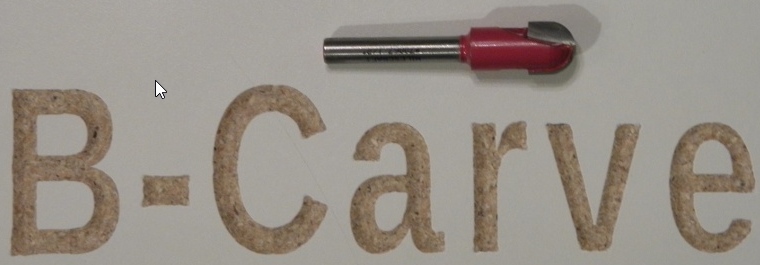
Faire du V Carving et du B Carving
[:en]
Faire du V Carving et du B Carving
I ) Principe
Le V carving ou sculpture en V est faite avec un outil en V.
Le principe consiste à faire descendre l’outil profondément quand la gravure doit être large et très peu quand la gravure est plus fine.
Ceci permet par rapport à la gravure avec un outil classique de graver des motifs avec des extrémités fines.
Une autre application du V Carving est la réalisation d’incrustatiosn avec des couleurs de bois différentes (V Carving Inlay)


Pour le B Carving c’est le même principe mais avec un outil arrondis ( technique moins utilisée )
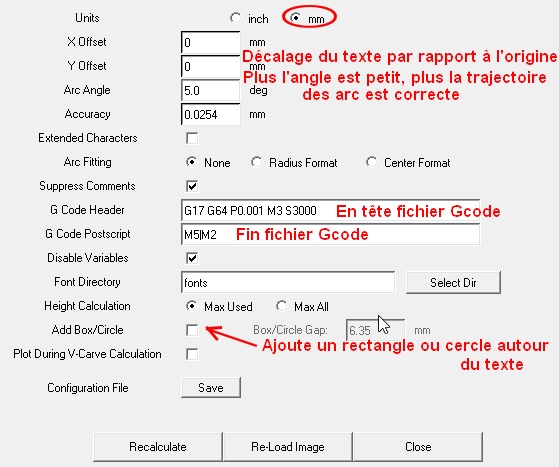
La première étape consiste à 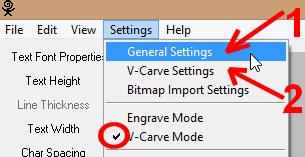 aller dans le menu « setting » pour faire le paramétrage général.
aller dans le menu « setting » pour faire le paramétrage général.
Puis ensuite dans V-Carve Setting pour paramétrer votre outil
Ne pas oublier de cocher le V-Carve Mode afin que le logiciel ne fasse pas de la gravure classique.
1 ) Paramétrage général
Câbler l’arrêt d’urgence
[:fr]
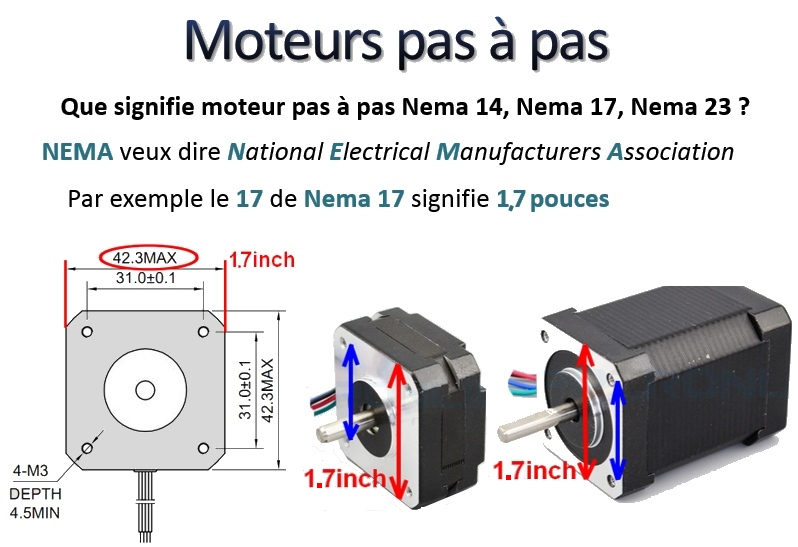
La position des vis de fixation du moteur est également normalisée.
Fonctionnement du moteur pas à pas hybride bipolaire
Câbler l’arrêt d’urgence
La norme Nema correspond à des dimensions utiles pour la fixation du moteur dans une machine.
Ce qui permet l’interopérabilité puisque un moteur Nema 23 d’un fabricant peut être remplacé par un autre moteur nema 23 de mêmes caractéristiques d’un autre fabricant.
Contrairement à ce que beaucoup pense, Nema n’indique rien sur la puissance du moteur, il est vrais que plus un moteur est gros plus il y a de chance qu’il soit puissant mais la taille c’est aussi la longueur du moteur.
Et un moteur Nema 17 long peut être plus puissant qu’un Nema 23 très court.
Ce qui compte dans un moteur pas à pas c’est le couple en N.m, c’est indiqué sur les fiches techniques du fabricant.
Le couple disponible peut être différent selon la vitesse de rotation du moteur et l’intensité du courant envoyé dans ses bobines.
Plus d’information à propos des moteurs pas à pas sur l’excellent site Luxembourgois Bulbzone http://learn.bulbzone.net/cours/saurez-moteurs-a/
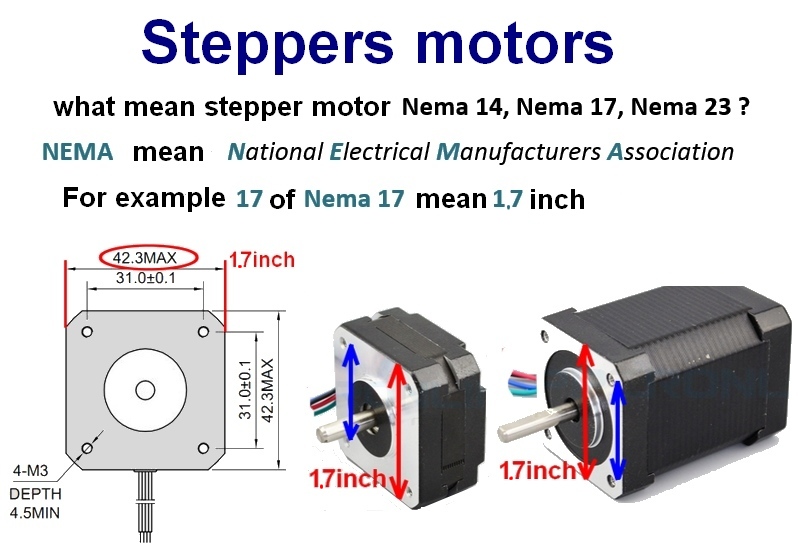
The position of the motor mounting screw is also standardized.
More information about different king of steppers motor in Adafruit web site
https://learn.adafruit.com/all-about-stepper-motors/types-of-steppers
Câbler l’arrêt d’urgence
Can see good documentation about steppers motors in officiel smoothieboard documentation wiki
A good explain about how steppers motors works in http://howtomechatronics.com/ Youtube Chanel https://www.youtube.com/user/DejanNedelkovski/videos
Other good explain about bipolar stepper motor in very good web site http://www.learnengineering.org/
And youtube chanel Learn engineering https://www.youtube.com/watch?v=eyqwLiowZiU
Câbler l’arrêt d’urgence
Can see good documentation about steppers motors in officiel smoothieboard documentation wiki

Usinage tabouret enfant Edie deuxième partie
[:en]
With Fusion 360 machining
Last step – Create Gcode
1 ) Need choice the Post Configuration « formosa.cps »
2 ) The highfeedrate is the speed when have « G0 » Gode command
highfeedrate ![]() Maxi move speed CNC machine
Maxi move speed CNC machine
3 ) If you whant see Gcode file in Editor, after Gode save
4 ) Start create Gcode
Usinage tabouret enfant Edie deuxième partie
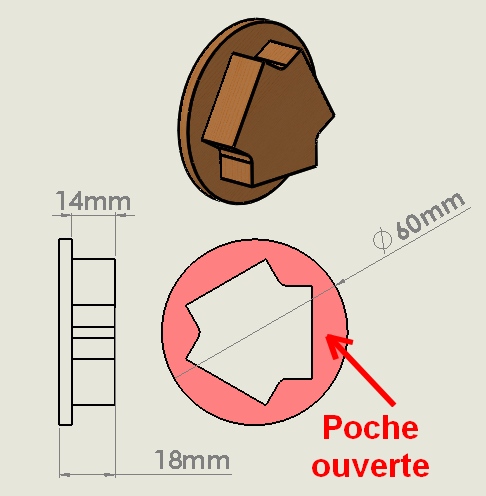
One open pocket with 14mm deep
And cutting a 60mm diameter disk of 18mm deep.
1 ) Import DXF
2 ) Setting WCS (working coordonnate system) and stock
3 ) Setting open pocket machining
More information about manage tools
4 ) Setting contouring
5 ) Simulate machining
Last step – Create Gcode
1 ) Need choice the Post Configuration « formosa.cps »
2 ) The highfeedrate is the speed when have « G0 » Gode command
highfeedrate ![]() Maxi move speed CNC machine
Maxi move speed CNC machine
3 ) If you whant see Gcode file in Editor, after Gode save
4 ) Start create Gcode
Usinage tabouret enfant Edie deuxième partie
Avec le module d’usinage de Fusion 360
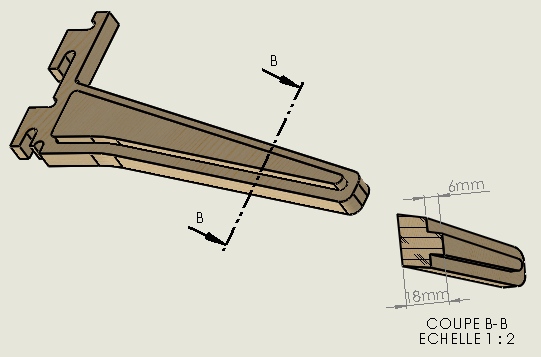
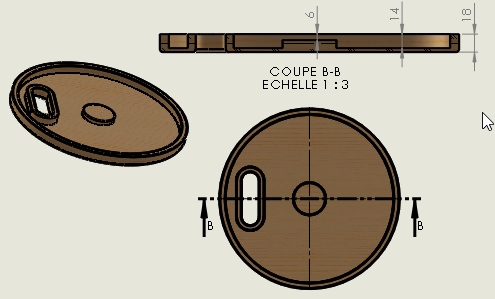
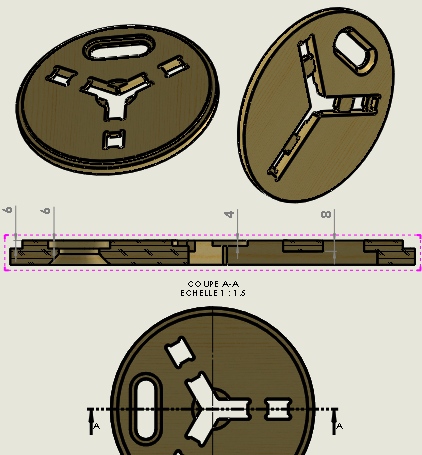
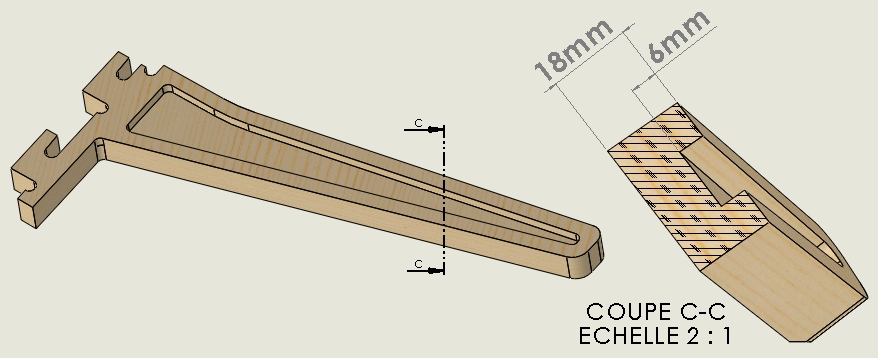
- Clef d'assemblage
- Pied poche ouverte
- Assise supérieure
- Assise inférieure
- Fichiers
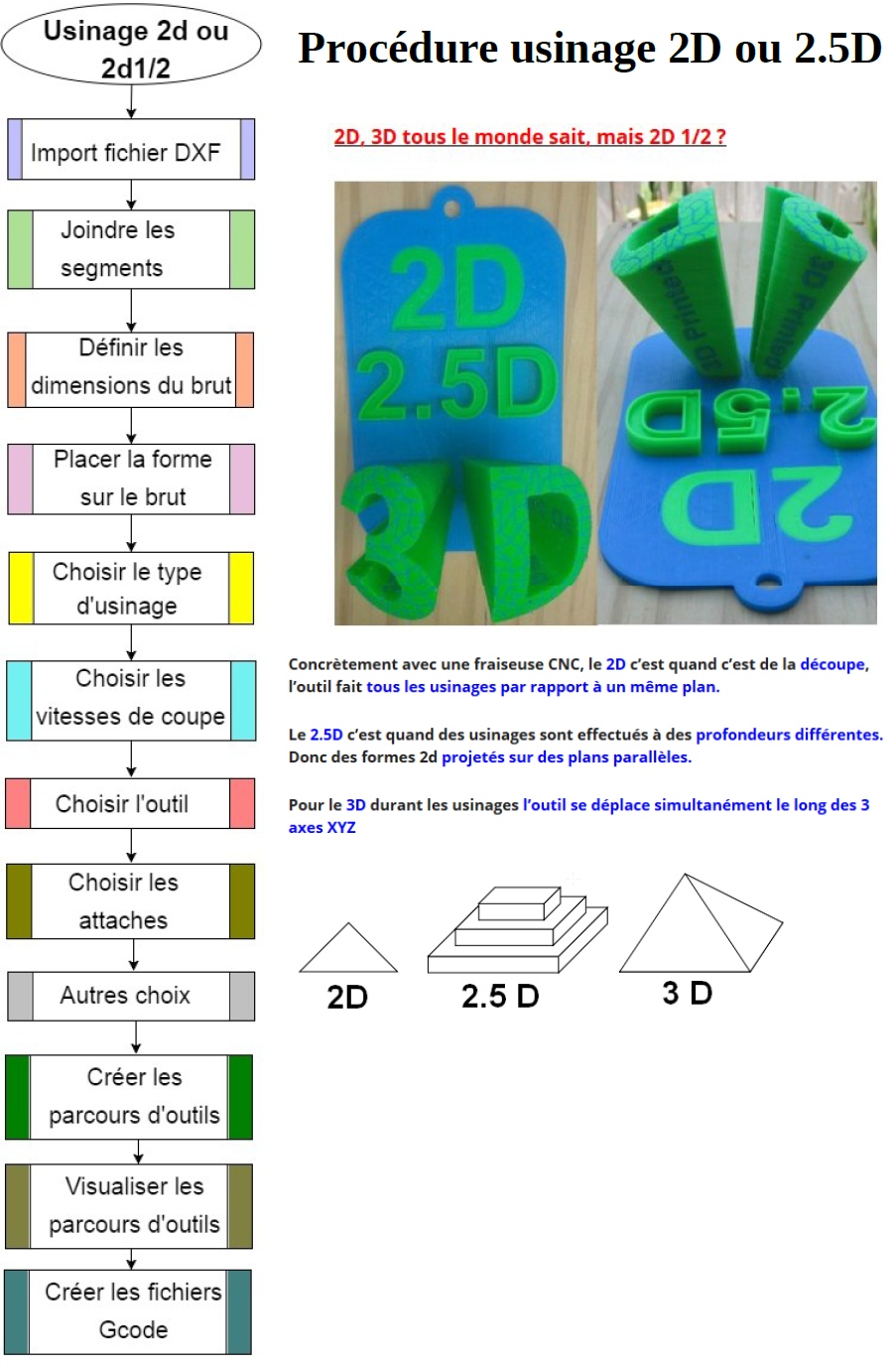
- Méthode générale usinage 2D
Une poche ouverte avec une profondeur de 14mm
Et une découpe d’un disque de 60mm d’épaisseur 18mm.
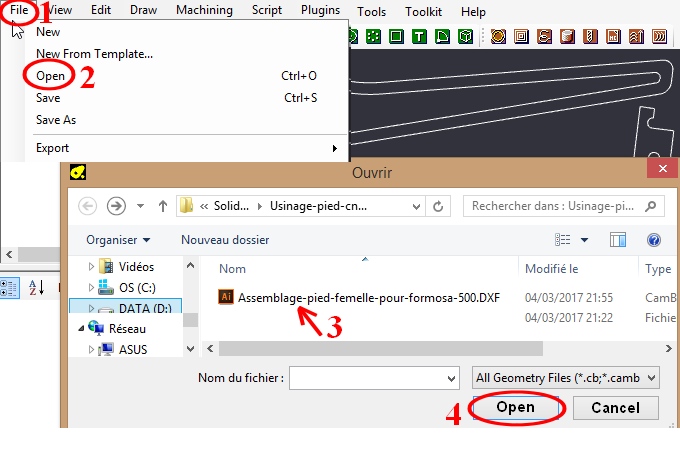
1 ) Import fichier DXF
2 ) Paramétrage de l’origine pièce et du brut
3 ) Paramétrage usinage de la poche ouverte
Gestion de la bibliothèque d’outils
4 ) Paramétrage contournage final (découpe)
5 ) Simulation finale de l’usinage
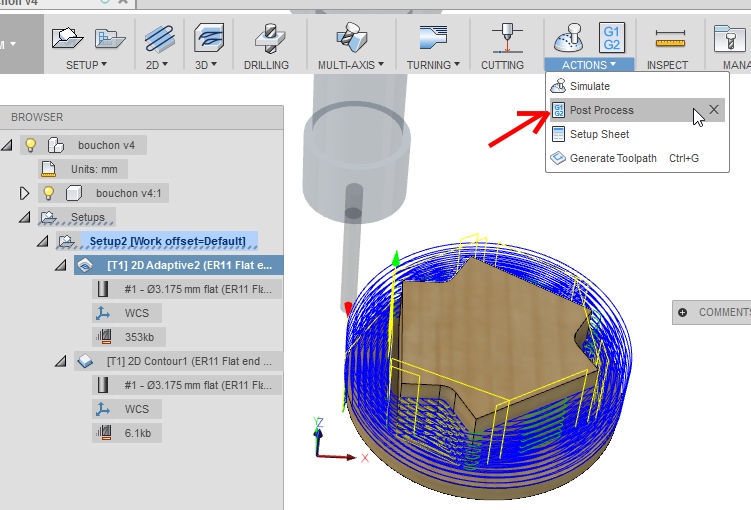
6 ) Création du Gcode
Pour créer le Gcode, aller dans le menu « Action » puis « Post Process »
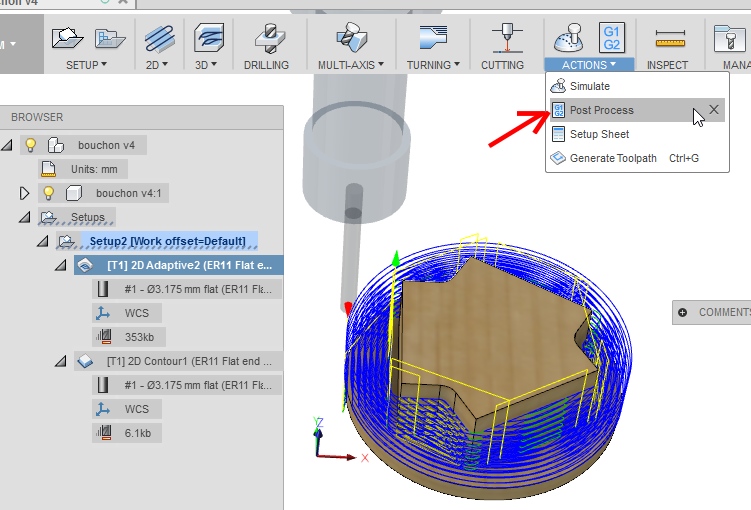
Dans la liste des « Post Configuration » il y a un postprocesseur « Smoothie » mais celui ci est plus adaptée pour des imprimantes 3D et découpeuses Laser avec carte électronique type smoothieboard, pas pour le cas des CNC Formosa qui ont une carte smoothieboard mais une configuration matérielle assez différente que des imprimantes 3D et découpeuses laser.
Vous pouvez utiliser un post processeur générique ou télécharger le post processeur « Formosa » ci dessous.
Ce fichier est à dézipper, à placer dans le même dossier que les autres postprocesseurs.
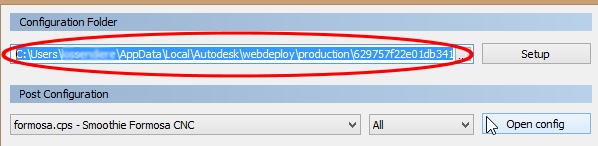
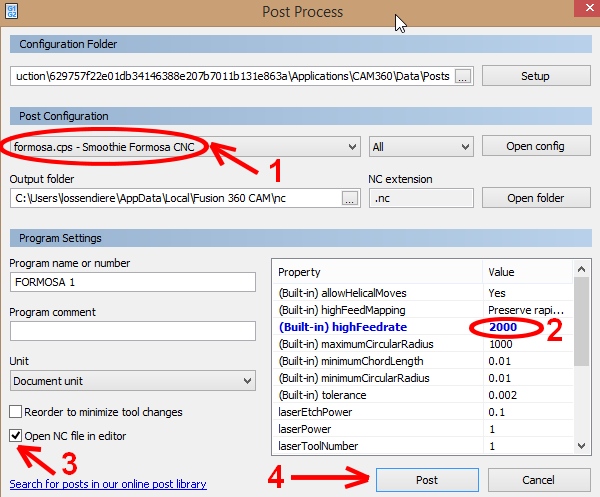
1 ) Une fois que vous avez placé votre fichier postprocesseur dans le dossier des autres postprocesseurs, vous pouvez le choisir dans la liste.
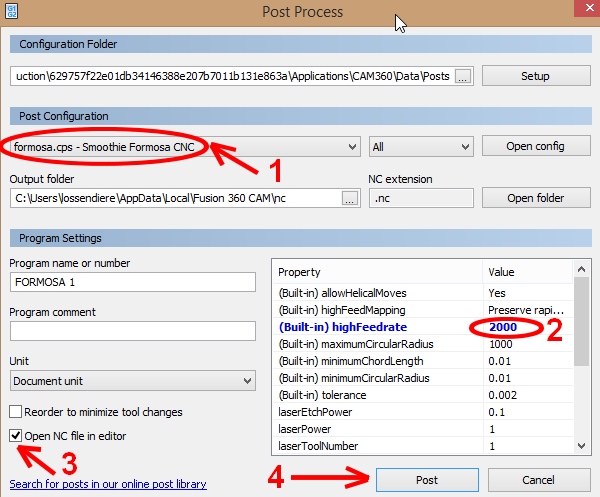
2 ) Vous pouvez choisir la vitesse de déplacement rapide ( G0)
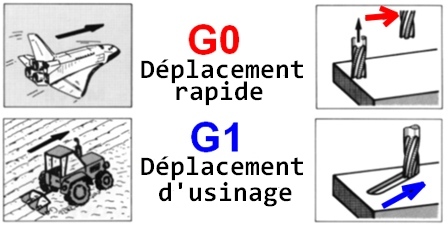
La vitesse de déplacement rapide est celle qui sera activée par la commande Gcode G0.
C’est une vitesse de déplacement quand l’outil n’est pas actif.
La vitesse de déplacement rapide doit être inférieure ou égale à la vitesse de déplacement maxi de la machine.
Pour les CNC Formosa la vitesse de déplacement maxi est de 4000 mm/min.
La vitesse de déplacement Go qui dépend de la valeur hightFeedrate du postprocesseur peut être entre 2000 et 4000 mm/min
3 ) Si vous souhaitez examiner le Gcode généré avant de lancer l’usinage, vous pouvez cocher la case « Open NC file in editor.
4 ) Cliquez sur post pour créer le Gcode
Une poche ouverte de 6mm de profondeur et un découpage de 18mm.
Une poche fermée de 14mm de profondeur avec au milieu un ilot dont la surface est 6mm en dessous.
Cette pièce est la plus complexe à réaliser car elle nécessite un retournement pour réaliser des poches des 2 cotés.
Avec Cambam

Usinage tabouret enfant Edie première partie
[:zh]
Usinage tabouret enfant Edie première partie
I ) Machining feet ( close pocket part )
Close pocket machining then after contouring
The first part of Edie stool have close pocket and outsise contouring
The machining deep for the close pocket is 6mm
The contourning deep is 18mm in pine wood sheet of 18mm so the contourning is also cutting.
Need follow the rule « inside machining before outside machining » so the steeps is
1 – machining pocket
2 – outside cutting
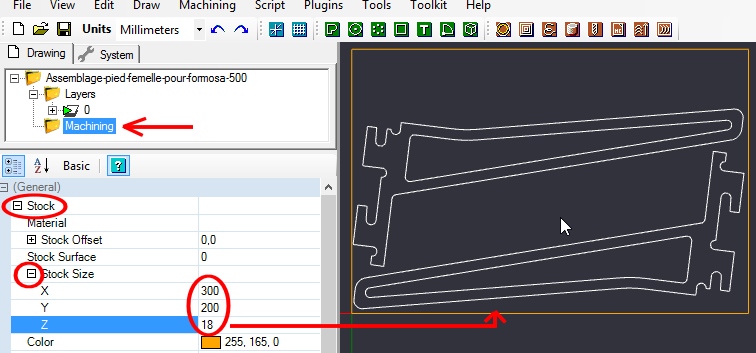
Step1 : setting stock
CAMBAM have vector drawing module but very basic. Can be use for edit existing drawing but not convenient for create the totality of complex drawing. For 99% of cases, the machining in Cambam are setting with drawing come from external CAD software.
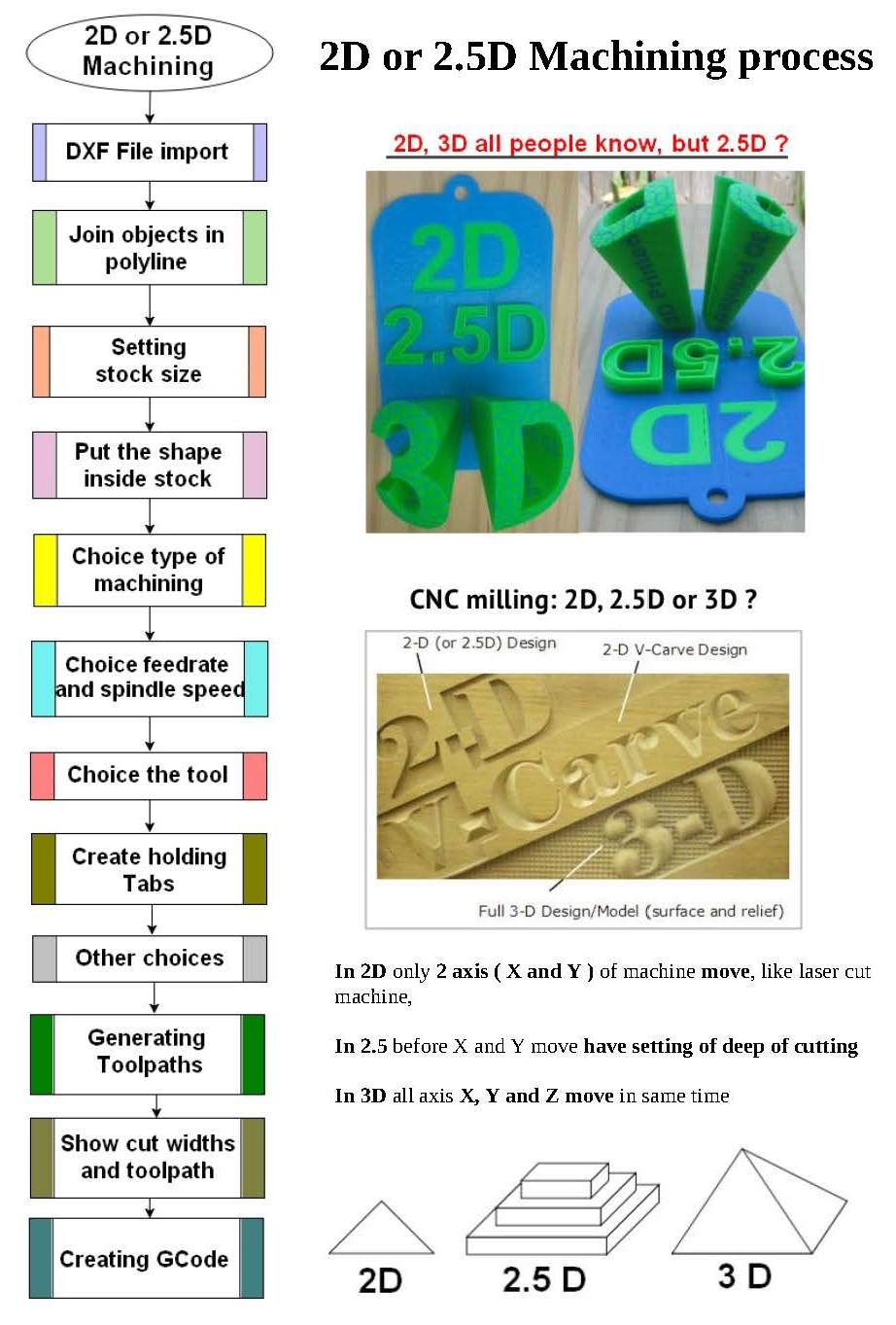
For 2D and 2D 1/2 machining, the import format is DXF Format
a ) Import of DXF drawing
b ) Setting of stock dimension
c ) Swith 2D view to 3D view
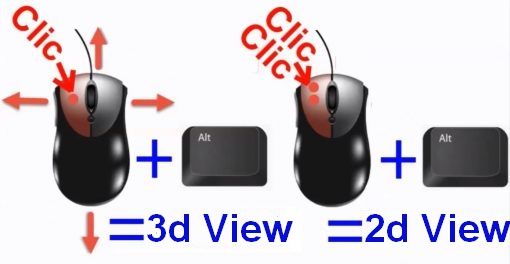
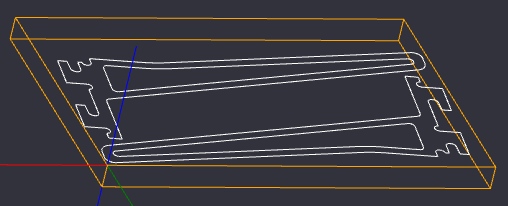
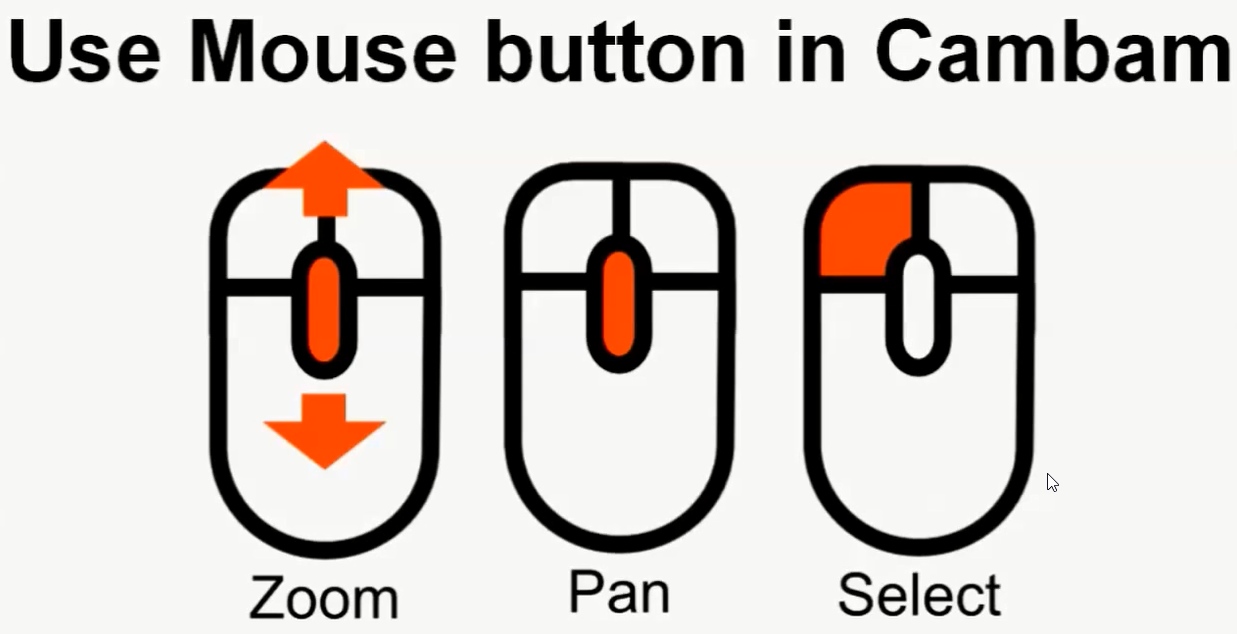
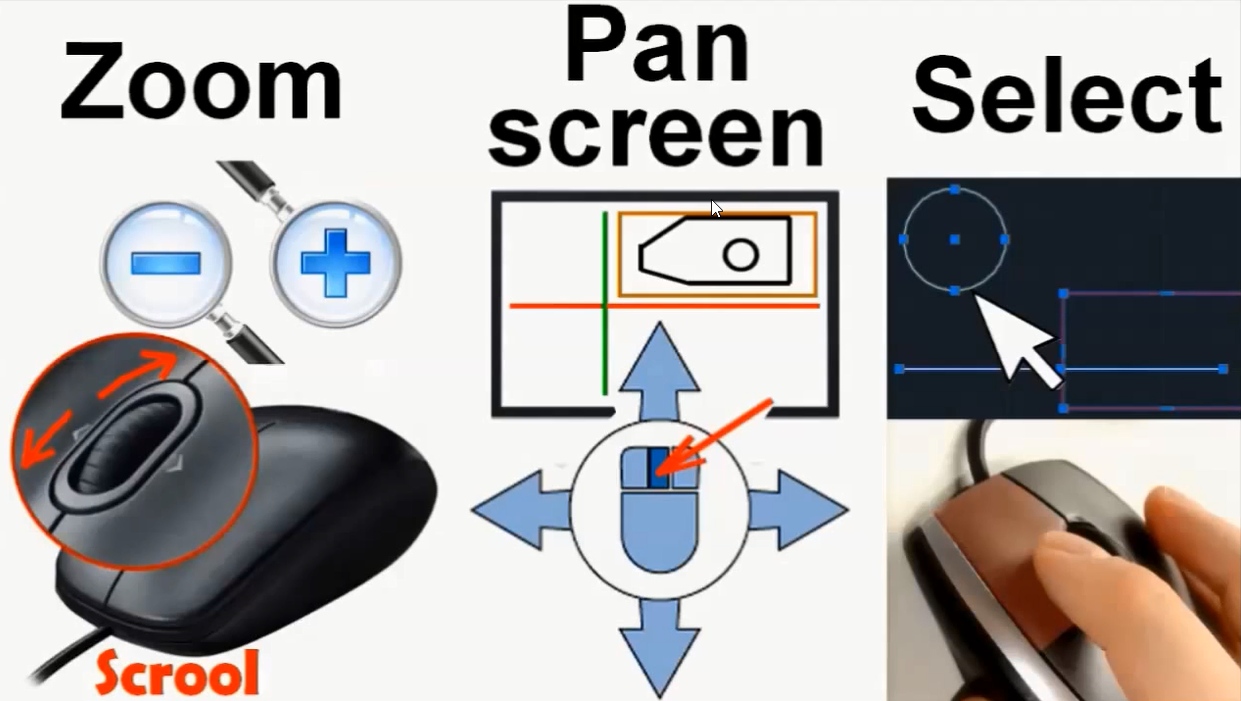
For switch 2D to 3D – mouse left clic and « Alt » key, after slide mouse
For return back to 2D – « Alt » key and double mouse left clic
Vidéo below show how setting stock dimension with other part (carriage cache of CNC Formosa)
d ) move the drawing on the stock To move or rotate the drawing ( or a part of drawing ) in stock need :
1 ) Select the drawing ( with selection windows or multi selection « Ctrl » key)
2 ) Doing a right clic ( Contextual menu « Transform » appear) 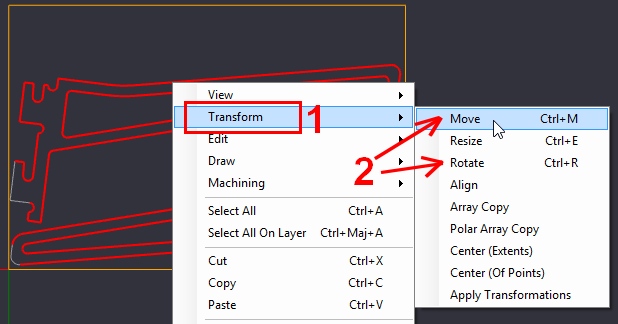
3 ) Follow yellow text with green background in the top screen.
for example : ![]()
![]()
Vidéo below show how move and rotate drawing with other part (carriage cache of CNC Formosa)
DXF File import
Step2 : setting the Work Coordinate System (WCS)
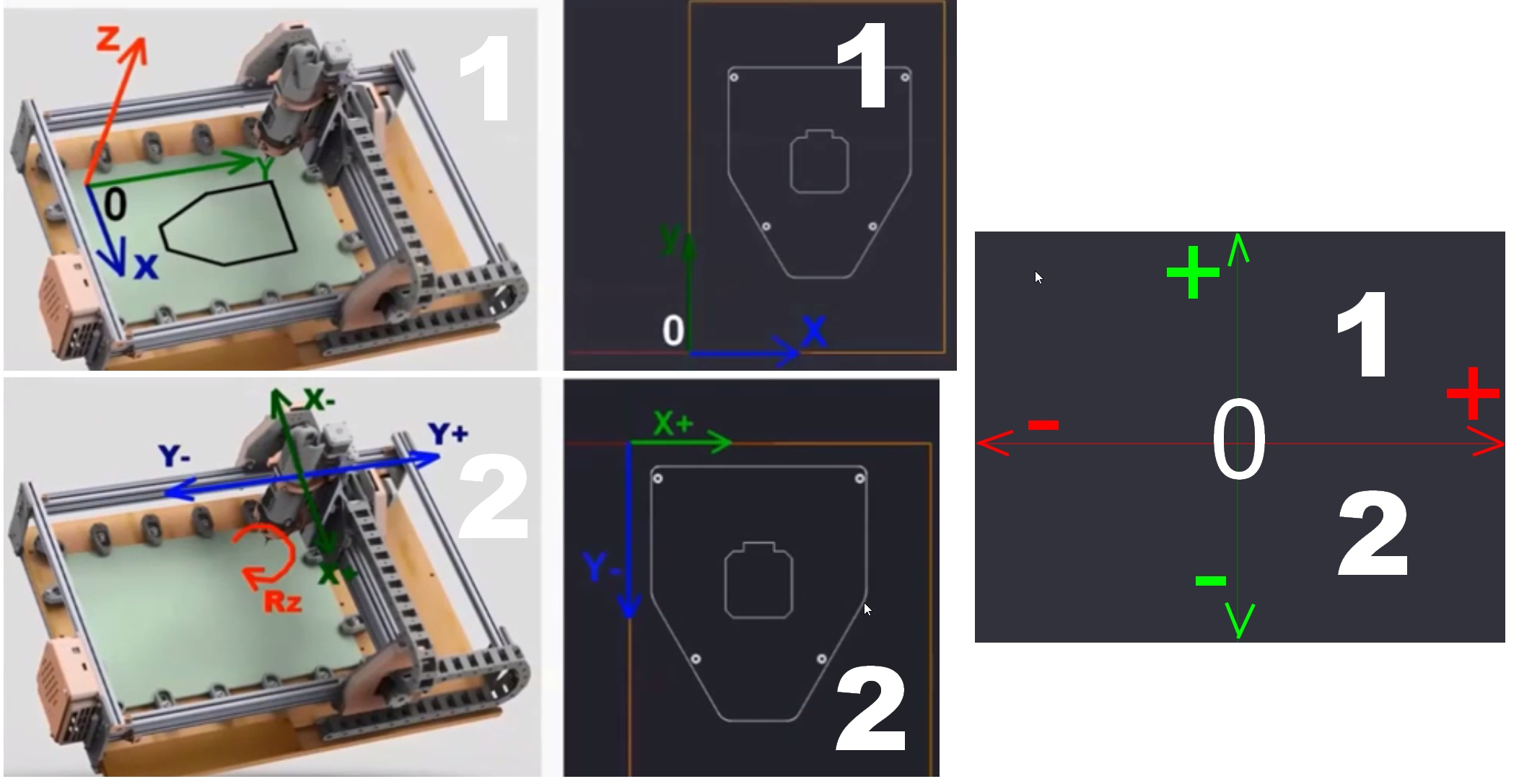
The origin of Working Coordinate System (WCS) is the point from which all mouvement start.
The Working Coordinate System in Cambam screen need match with the WCS of CNC Formosa
The origin of Working Coordinate System (WCS) in CNC Formosa can be set with différents ways :
– with position of endstop
– Visual validation by the user
– with touchplate.
Below can see setting the origin position for X and Y axis with endstop
Setting Works Coordinate System and stock
Change the Works Coordinate system
Step3 : Kind of machining choice
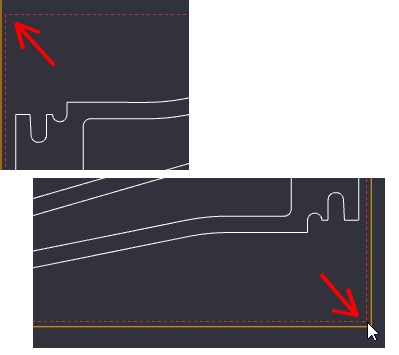
a ) Before setting machining, need join polyligne
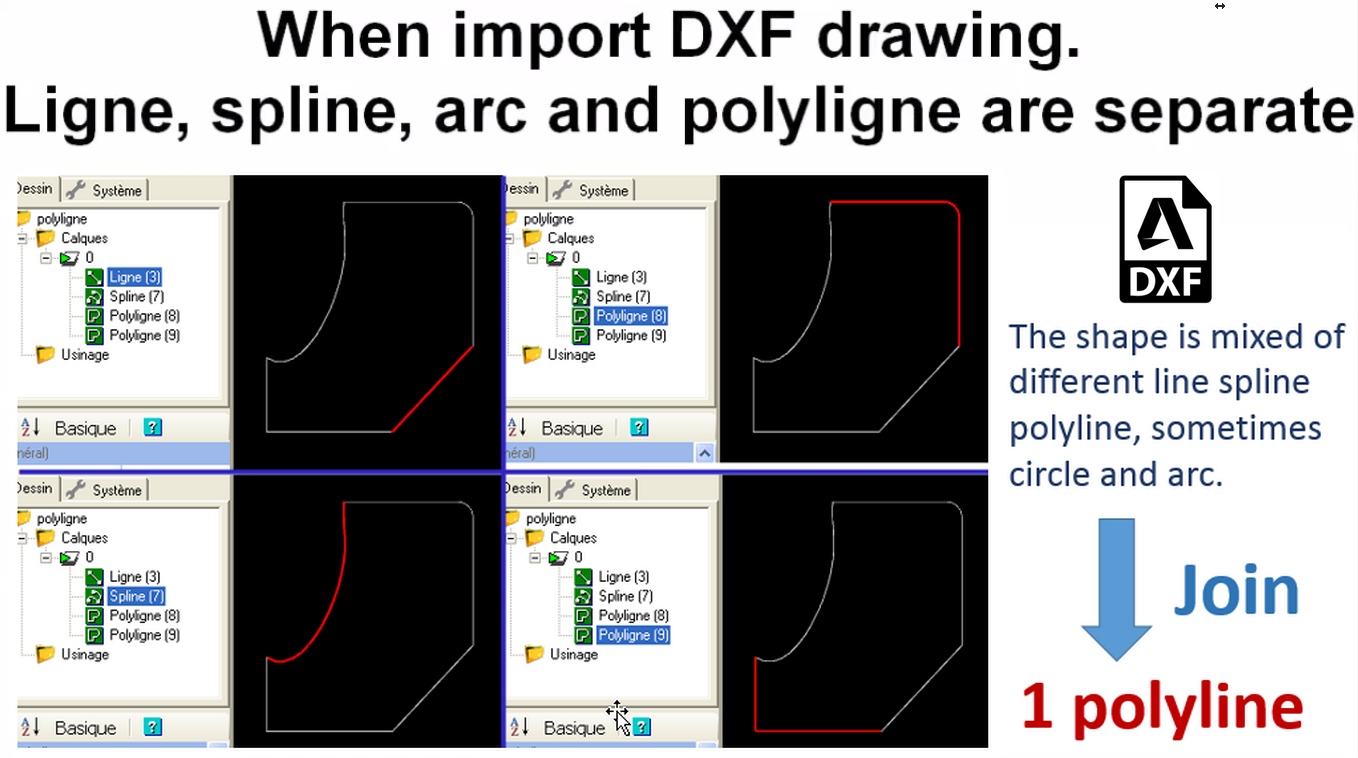
a1 ) Select all lignes …
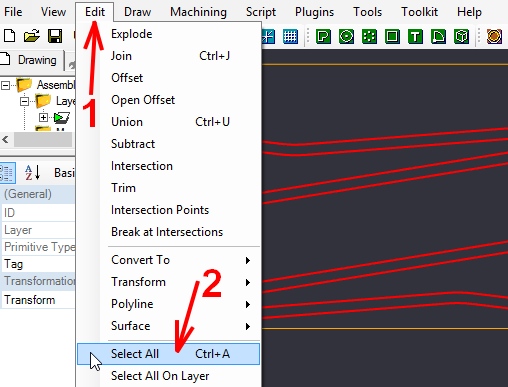
Can use mouse and create a multi select windows Can use « Edit menu » and « Select All » command to select all drawing
to select all drawing.
After need go to « Edit menu » —-> »Join » and setting a tolerance to join for example 0,5
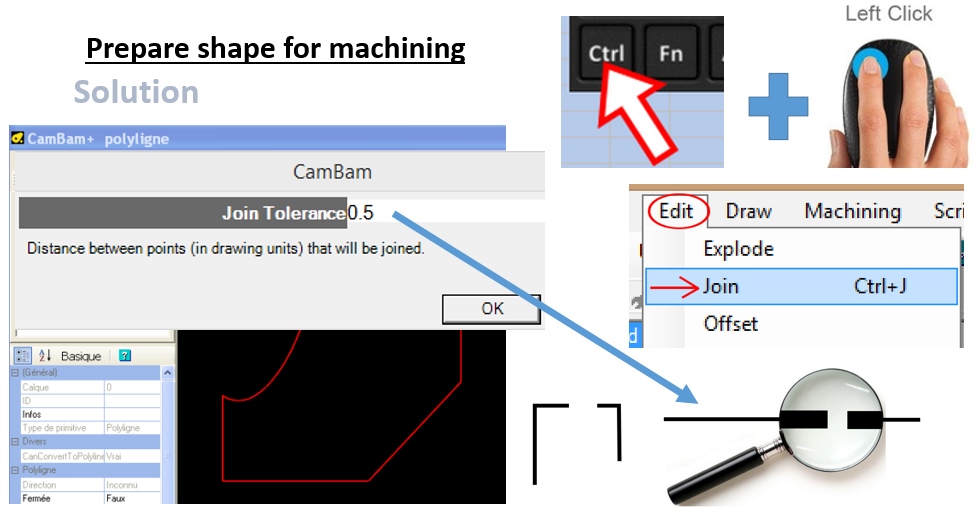
The join Tolerance is use for seperate draw Voluntarily separate to draw separate because of mistake
See below a video show how to join polyligne
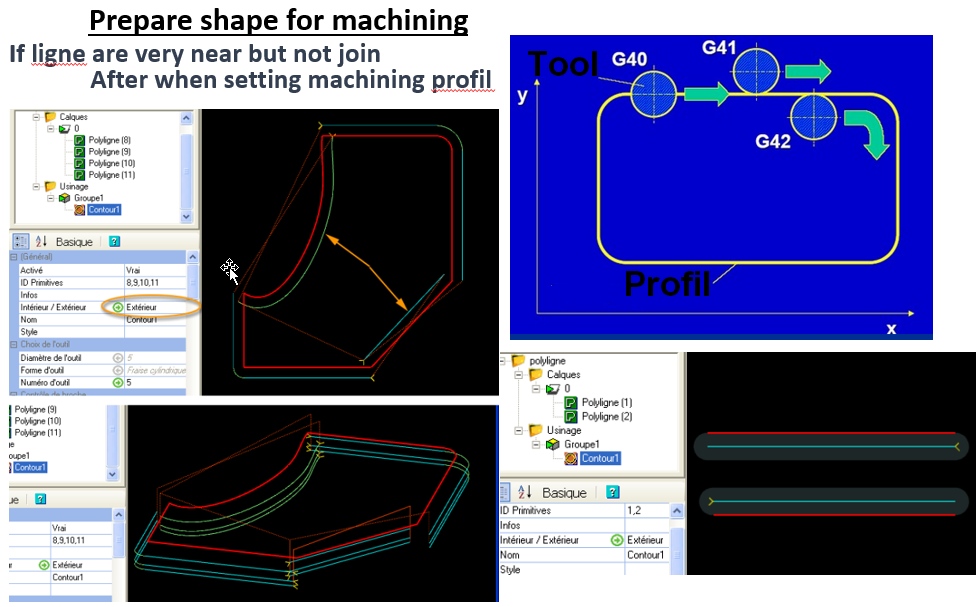
b ) Choice the machining match with the shape
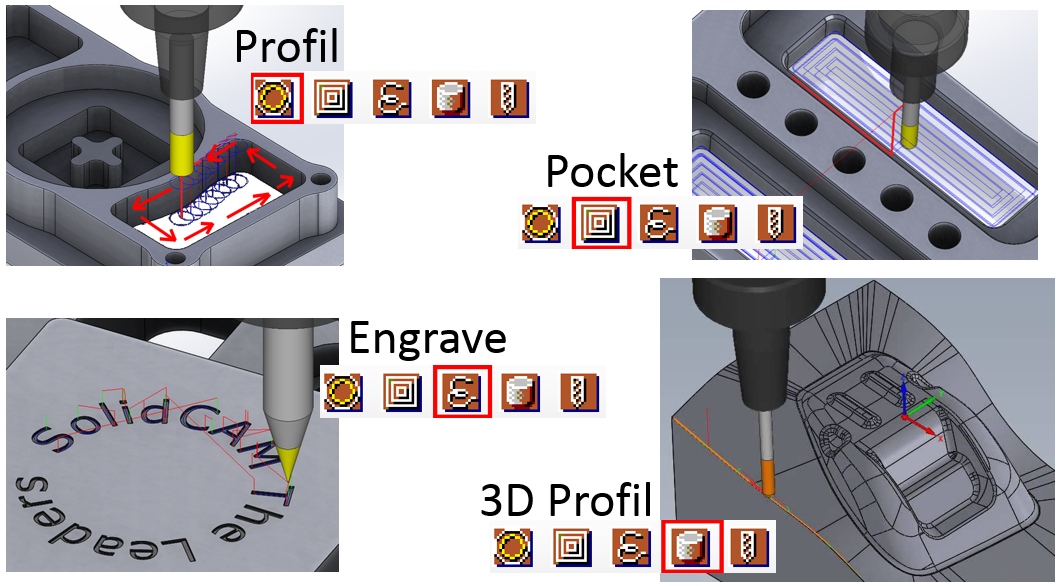
Have rule you need follow, machining inside shape before machining outside shape.
So we first setting the close pockets
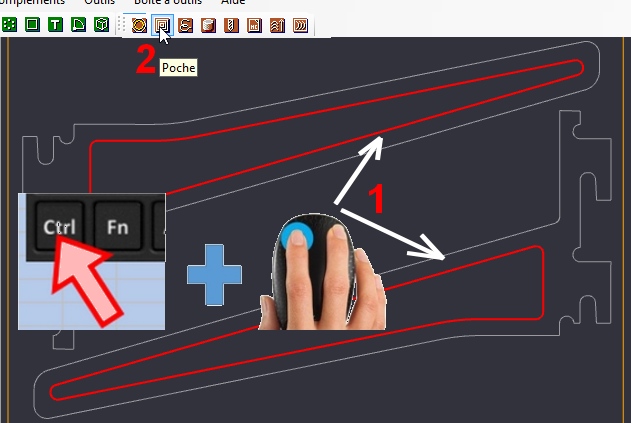
Select the two pocket with
« Ctrl » + « left clic mouse »
and after choice pockect icon
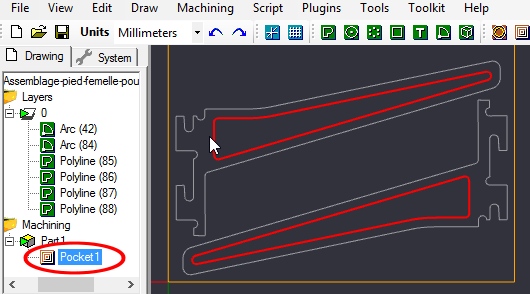
Then now you can see pocket line under Machining section.
This machining pocket still not setting, we setting it more latter.
Part2 – cutting outside feets (outside contouring is same deep of stock thickness)
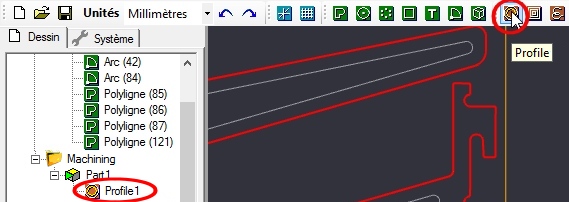
With the same selection method as above, select the outside profiles of the feet.
Choose this time « Profile »
Profile machining will appear below the pocket
See below a video show how choice machining match with shape
Step4 : Tool choice and machining setting
a ) choice of diameter and shape of tool
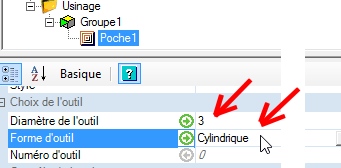
b ) Feedrate choice
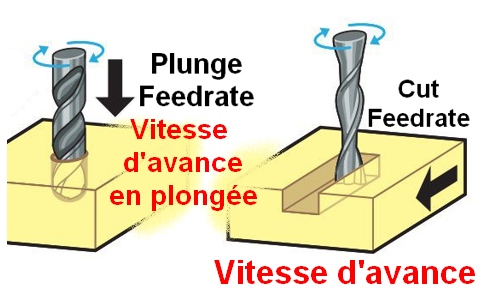

More material density is high, more lower feedrate need setting.
The plunge feedrate need more low than cut feedrate.
Of course need decrease the feedrate when the pass of maching are more depth.
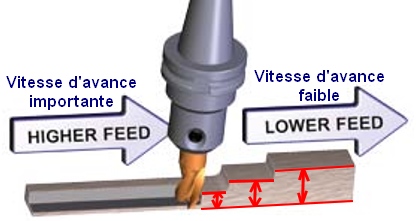
The feedrate depend also of :
– Power of spindle
– Power of steppers motors
– rigidity of machine
This feedrate will therefore be a compromise that takes into
Variables —–> your chosen depth of pass
Engagement rate (cutting width / tool diameter)
Constants —-> the performance of your machine
Refer to the table listing the recommended feed speeds for your machine according to the material and the feed depth.
The general rule is : we set the speed in the mini range during a first machining, and then increases according to the reactions of the machine (all its passes well, vibration, loss of step …)
c ) Clearance plane, target depth and depth increment
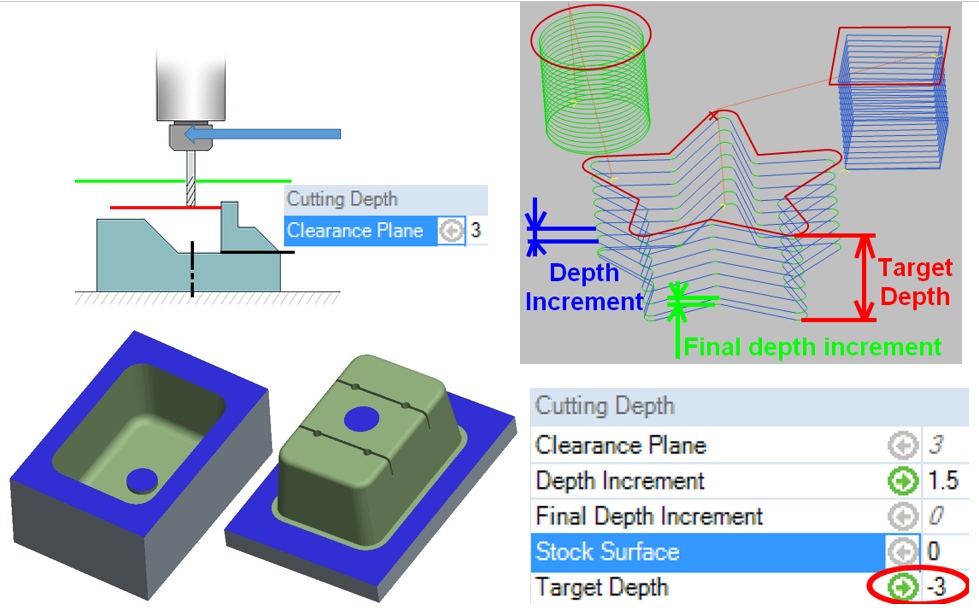
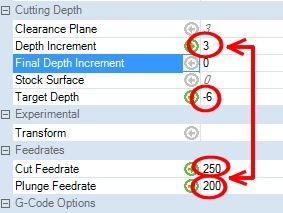
Beside a example of machining setting for close pocket with 6mm target depth inside pine wood. Setting for entry level CNC Formosa.
Adjust depth increment in function of feedrate.
If one parameter increase the other parameter need decrease.
d ) Pocket machining strategy
The default strategy is « inside + outside offsets « , if you whant other strategy see the post about this subject Machining pocket strategy
Second part – outside cutting feet (outside contourning is same depth of thickness stock )
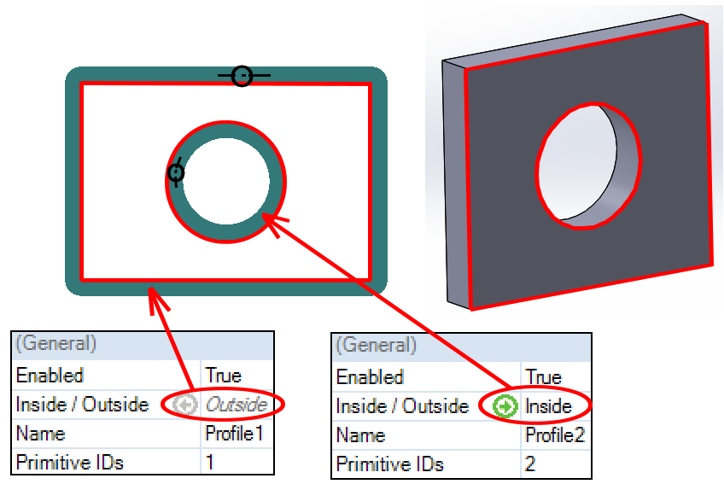
A contourning can be exterior or interior, do not forget to choose the right parameter.
For the cutting of the feet it’s of course necessary to choose external contourning.
The standard tools, tool cutting when turn in clockwise direction lift the material
A piece that lifts at the end of machining can be a missed piece to put in the trash.
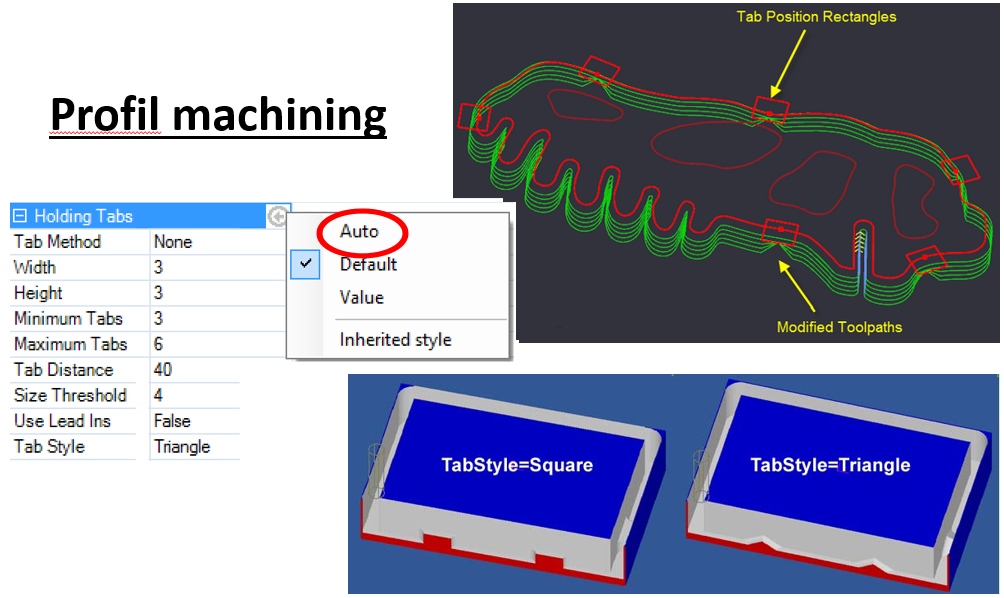
To avoid this, the solution is to place holding tabs.
You can set :
– the number of fasteners
– their shape
– the width and height of tabs
Step5 : Create toolpaths
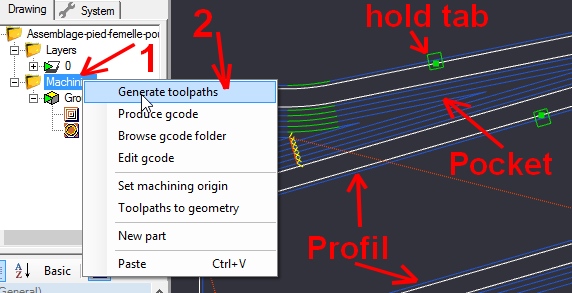 Right click on Machining or Group1 (if you want to generate the paths for a machining group)
Right click on Machining or Group1 (if you want to generate the paths for a machining group)
Then choose « Generate toolpaths«
You can see now the toolpaths for all machining operations as well as hold tabs.
Note: hold tabs can be moved manually as desired around the profile.
The create of toolpath in fusion 360 is automatic and start directly after finish machining setting.
After clic in « OK » button when finish setting machining, the software calculate toolpath and after appear automatic in blue color.
Step6 : Visualization toolpath
Show cut widths
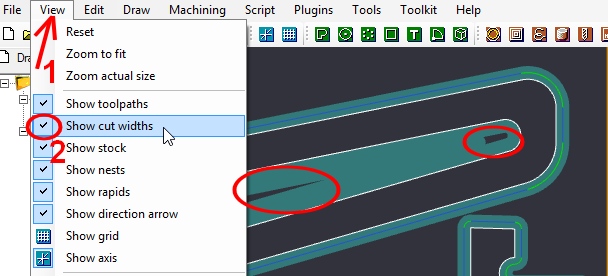
You must go to the « Display » menu and then select the option « Display width of cut«
It’s at this stage that one can perceive certain errors.
For example here, there are two zones in the pocket where the milling cutter does not pass.
To correct this error, it’s necessary to reduce the recovery rate for example from 0.8 to 0.6
Toolpath in fusion 360 is automatic and start directly after finish machining setting.
For check the machinning can doing a simulation
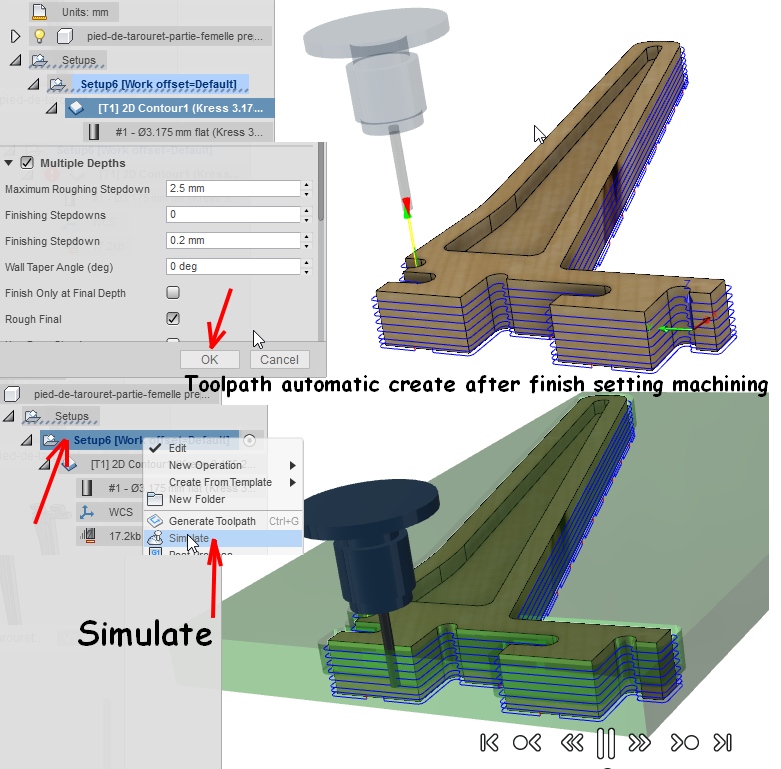
Step7 : Creation of gcode and simulation
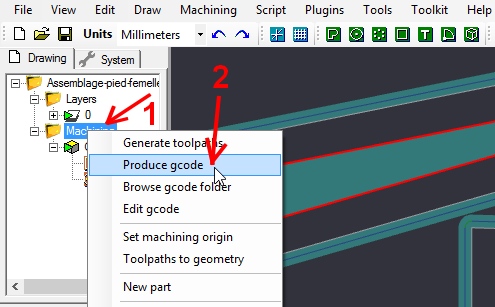 The last step is to create the Gcode by right clicking on the machining then « Create gcode« .
The last step is to create the Gcode by right clicking on the machining then « Create gcode« .
You can give a name to your Gcode file finish with « nc » extension and save it in the folder « Gcode » of the SD card of your smoothiebox.
You can also create the Gcode only for one of the machining operations, the pocket or the contour.
To do this you have to right click the appropriate place. Also save your CAMBAM file to your computer by doing « File -> Save As« , this will be useful if you want to change some settings later without having to do it again.
A ) Create Gcode
In the list of “Post Configuration” there is a post-processor “Smoothie” but this one is more suitable for 3D printers and laser cutters with smoothieboard electronic card, not for the case of Formosa CNCs that have a smoothieboard card but a hardware configuration quite different from the 3D printers and Laser cutters.
You can use a generic post processor or download the post processor “Formosa”
This file need to be be unzipped, and placed in the same folder as the other postprocessors.
1 )Once you have placed your postprocessor file in the postprocessor folder, you can choose it from the list.
1 ) Need choice the Post Configuration “formosa.cps”
2 ) The highfeedrate is the speed when have “G0” Gode command
highfeedrate![]() Maxi move speed CNC machine
Maxi move speed CNC machine
3 ) If you whant see Gcode file in Editor, after Gode save
4 ) Start create Gcode
B ) Machining simulation and editing Gcode
a ) Simulation with Fusion 360
- Select the setup and right clic for simulate all machining
- Select one machining and right clic for simulate one machining
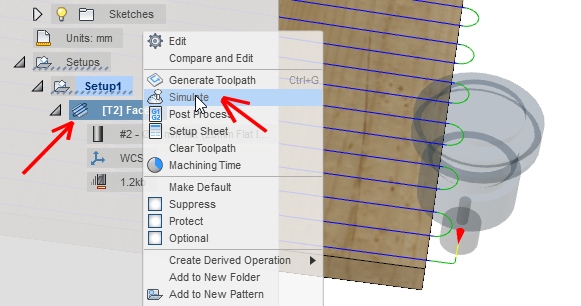
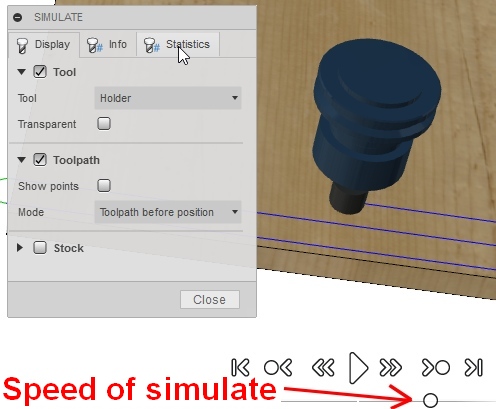
b ) External Gcode Editor of Fusion 360
The Fusion 360 software has a simulation module but no Gcode editor.
Can setting Fusion 360 with external editor, for external editor can use classic text editor like Notepad++
Or NC Corrector http://www.nc-corrector.inf.ua/
Setting external gcode editor in Fusion 360
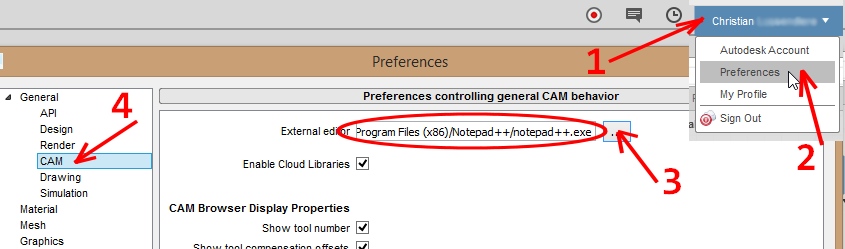
c ) Use NC Corrector as external editor
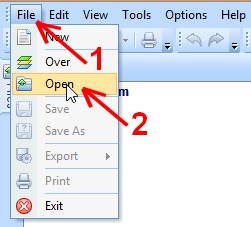 Need open the Gcode file
Need open the Gcode file
After can see the Gcode command and toolpath
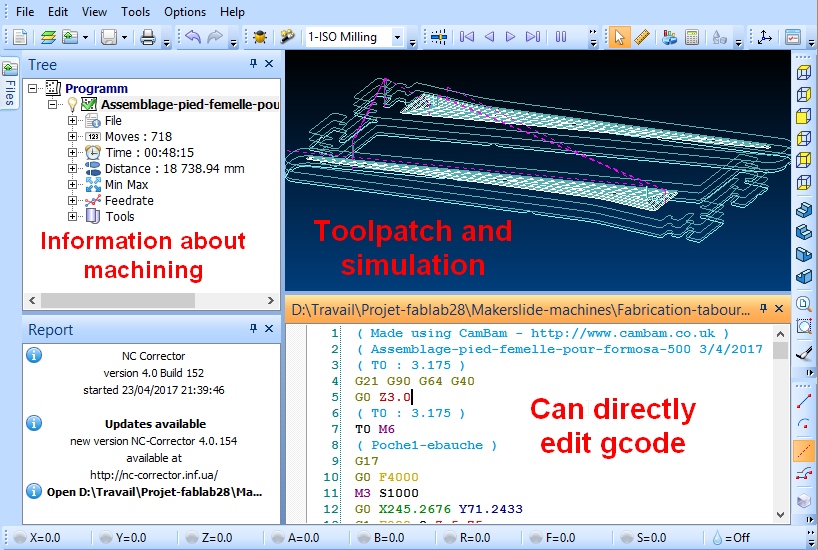
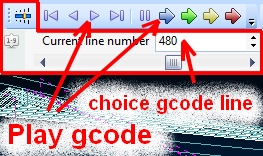
Usinage tabouret enfant Edie première partie
I ) Usinage des pieds ( poche fermée )
Usinage de la poche au centre puis découpage par contournage autour
La profondeur d’usinage de la poche est de 6mm
La découpe autour se fait à une profondeur de 18mm puisque la planche de bois est d’épaisseur 18mm
La règle c’est d’abord les usinages intérieurs puis usinages extérieurs.
Etape 1 : Dimensions du brut
I ) Import d’un fichier DXF
Cambam a un module de dessin vectoriel très basique.
Cela est utile quand il y a des retouches a effectuer sur un dessin DXF existant, mais pas du tout pratique pour réaliser un dessin complet, à moins qu’il soit très simple.
Pour l’usinage 2D et 2D1/2 ( voir onglet méthode générale usinage 2D ) le format d’import est le format DXF
a ) Import d’un dessin DXF
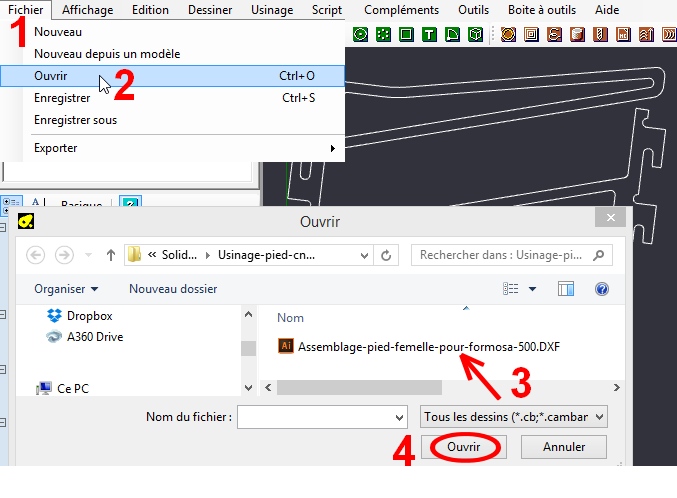
b ) Indiquer les dimensions du brut
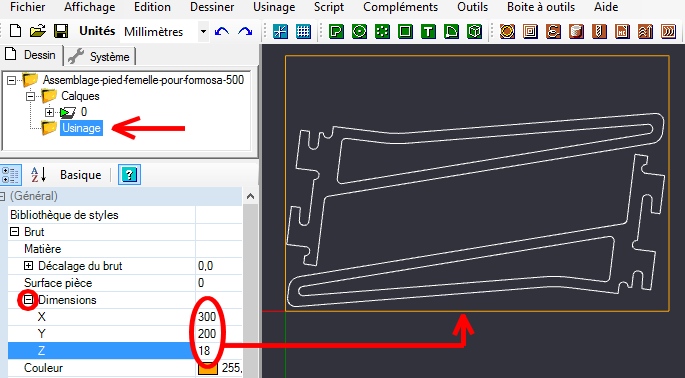
c ) Passer d’une vue 2D à une vue 3D
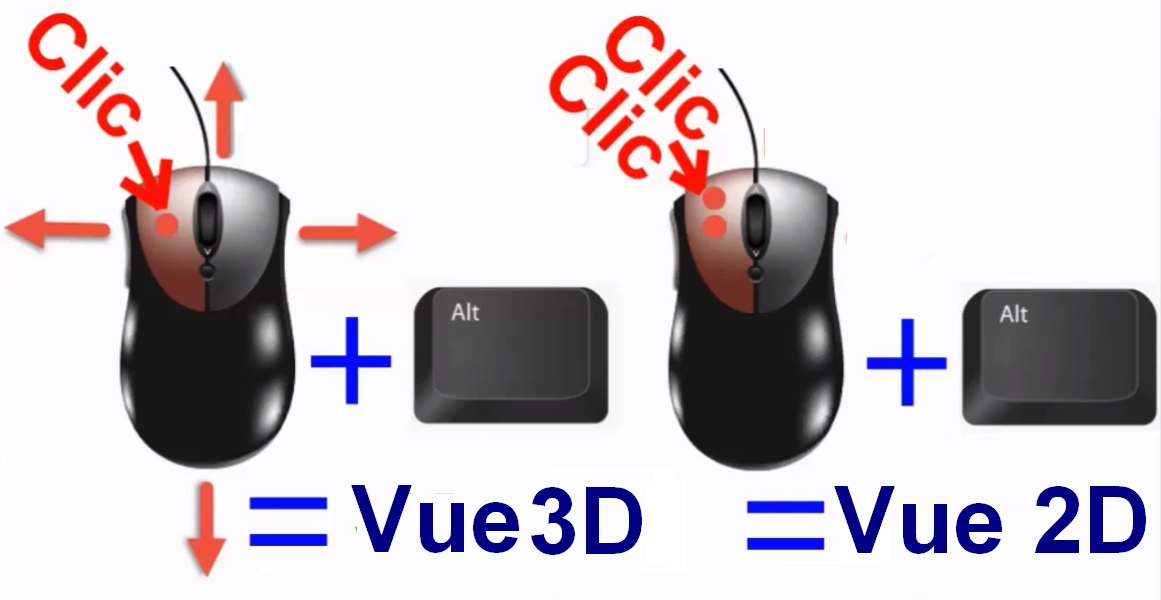
Un clic ou 2 clic gauche de souris en même temps qu’appuyer sur la touche « Alt » permet de passer des vues 2D à 3D.
Résumé en vidéo des premières étapes
d ) Déplacer le dessin sur le brut
Pour déplacer ou tourner le dessin sur le brut il est nécessaire de :
1 ) Sélectionner le dessin ( avec une fenêtre de sélection ou en sélectionnant plusieurs parties avec la touche « Ctrl »)
2 ) Faire un clic droit ( un menu contextuel apparaît)
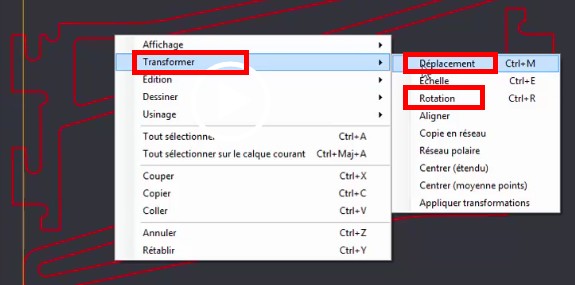
3 ) Il faut suivre les indications qui s’affichent en haut de l’écran.
![]()
![]()
Une vidéo pour résumer tout cela :
Etape2 : placer le dessin en fonction des coordonnées travail de la machine
Paramétrage des coordonnées travail et du brut
Changer le paramétrage des coordonnées travail
L’origine pièce du système de coordonnées travail est le point à partir duquel est usinages vont se référer.
Le système de coordonnées travail doit correspondre à celui qui a été réglé et paramétrer pour la CNC Formosa
L’origine du système de coordonnées travail peut être réglé et validé de différentes manières :
– lorsque la machine arrive en butée des fin de course
– validation visuelle par l’utilisateur
– avec une plaque à tangenter pour l’origine de l’axe Z
Etape 3 : Choix du type d’usinage
a ) Avant de régler l’usinage il est nécessaire de joindre les polylignes
a1 ) Sélectionner toutes les lignes …
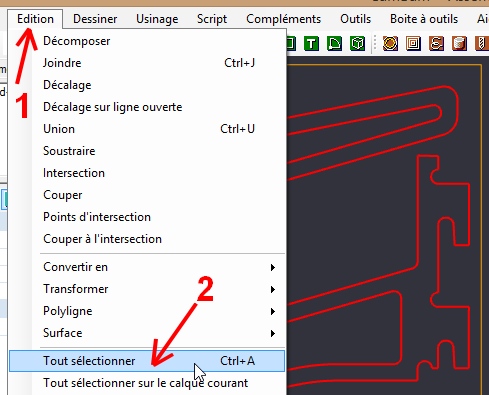
Après avoir sélectionné l’ensemble du dessin il faut aller
vers le menu « Edition » ——-> » Joindre » et régler la tolérance de jointure par exemple à 0.5mm
La tolérance de jointure permet de séparer les lignes non jointes par erreur, des lignes volontairement séparées.
Une vidéo de démonstration ci-dessous
b ) Choisir l’usinage qui correspond à la forme
Selon la règle qui consiste à réaliser les usinages intérieurs avant les découpages extérieurs, nous allons d’abord paramétrer les poches fermées.
Sélectionnez les deux profils pour les poches intérieures
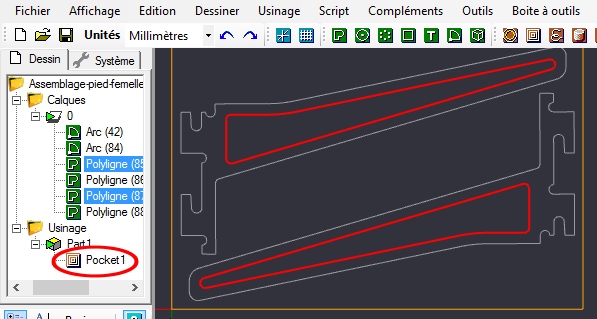
La ligne pocket apparait en dessous de usinage à gauche, cet usinage n’est pas encore paramétré, vous le ferez plus tard.
2ème partie – découpe des pieds (contournage extérieur de même profondeur que la hauteur du brut )
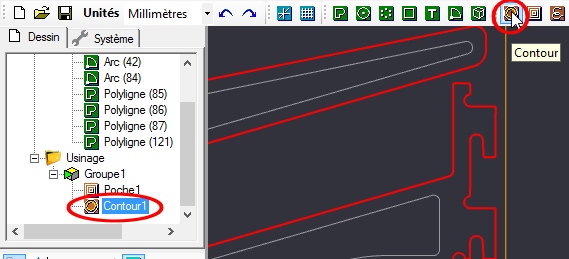
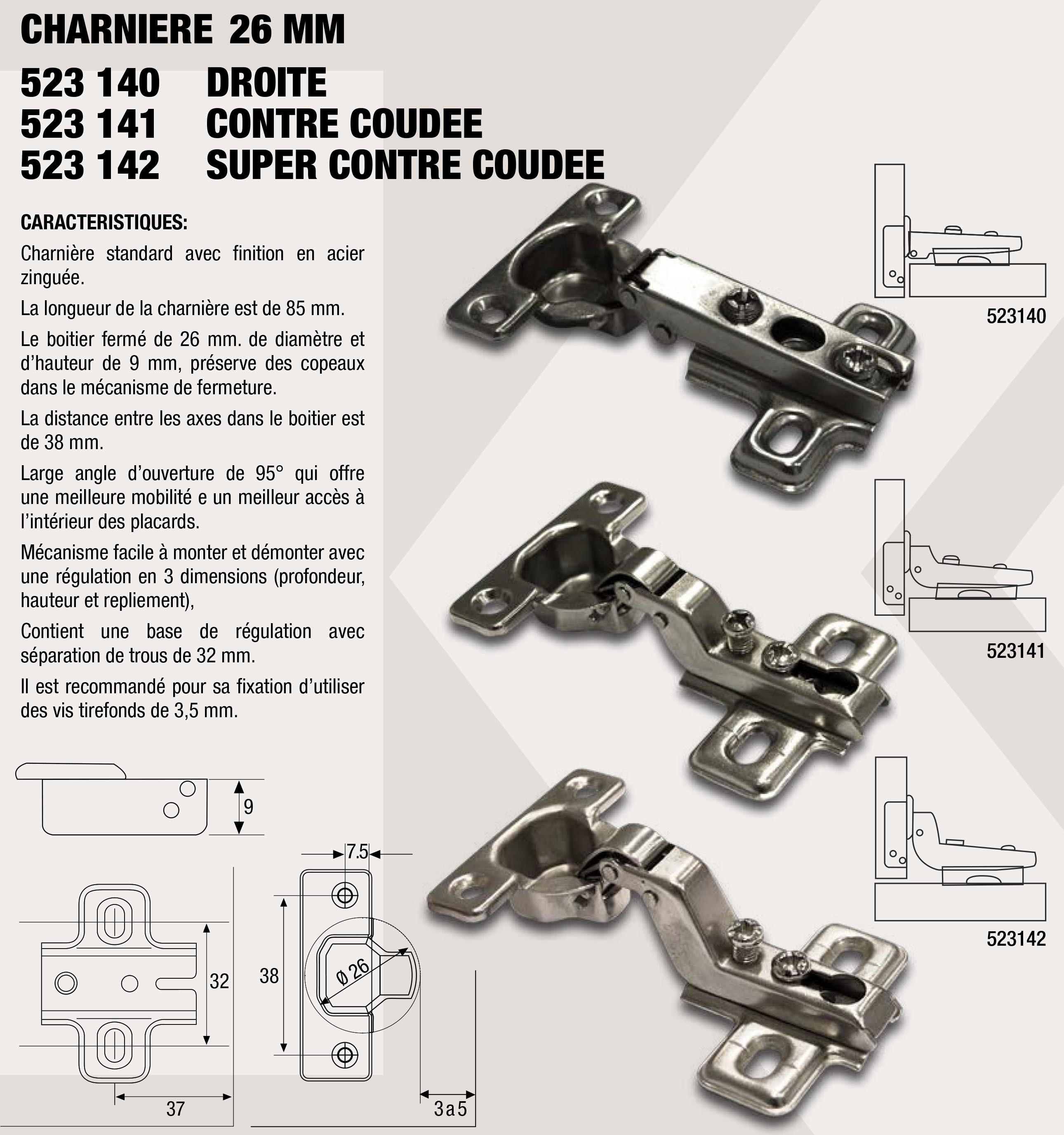{kind=link}
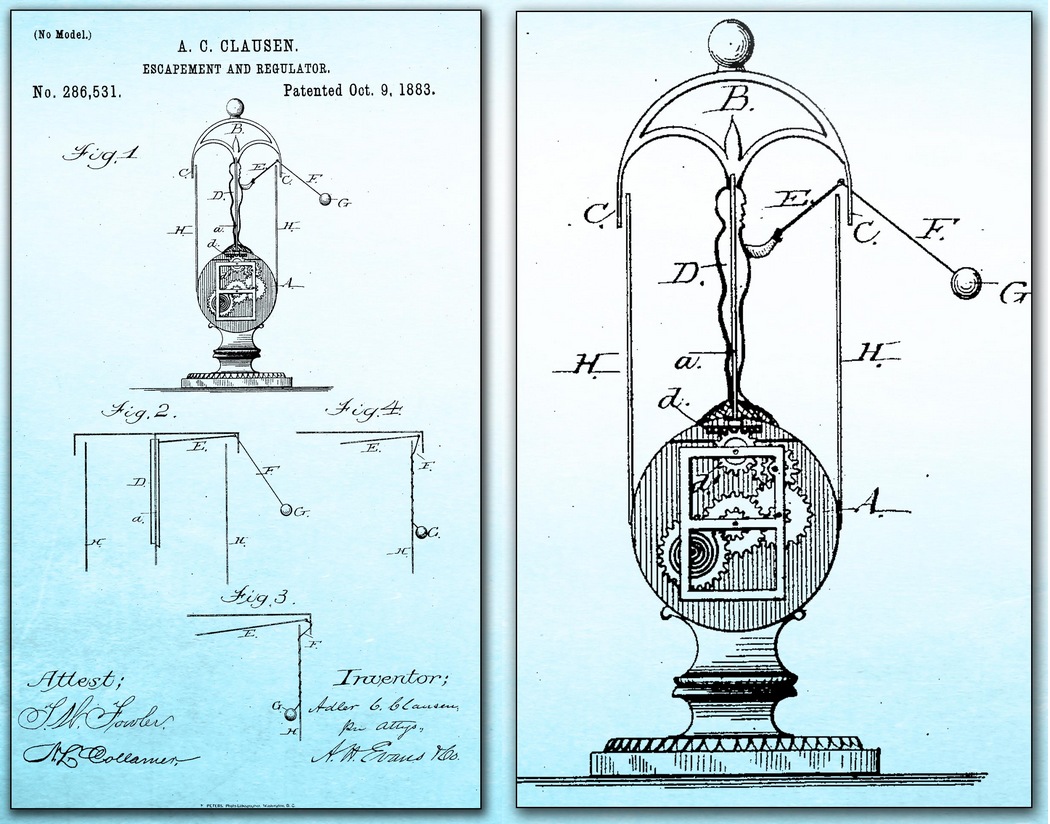{kind=link}
Avec la même méthode de sélection que précédemment, sélectionnez les profils extérieurs des pieds.
Choisir cette fois « contour »
Un usinage contour va apparaître en dessous de la poche
Le choix du départ d’usinage se fera selon que la poche est fermée ou non.
La stratégie d’ébauche se fera en fonction de la forme de la poche et des possibilités de réduction du temps d’usinage, ainsi que de la dureté du matériaux à usiner.
Permet d’obtenir au final des dimensions précises et un bon état de surface
Etape 4 : Choix de l’outil et paramétrages d’usinage
a ) choix du diamètre de l’outil et de sa forme
b ) Choisir les vitesses d’avance
Plus le matériaux est dense, moins la vitesse d’avance doit être élevée.
La vitesse d’avance en plongée doit être plus faible que la vitesse d’avance de coupe.
Evidemment plus les passes sont profonde, plus la vitesse d’avance devra être faible.
Cette vitesse d’avance sera fonction également
– de la puissance de broche de votre machine
– puissance des moteurs d’axe
– rigidité de votre machine
Cette vitesse sera donc un compromis qui tiens compte de
variables —–> votre profondeur de passe choisie
taux d’engagement (largeur de coupe/ diam outil )
constantes —-> les performances de votre machine
Consultez le tableau donnant les vitesses d’avances recommandées pour votre machine en fonction de la matière et de la profondeur de passe.
La règle générale est : on paramètre la vitesse dans la fourchette mini lors d’un premier usinage, et on augmente ensuite en fonction des réactions de la machine ( tout ses passe bien, vibration, perte de pas … )
c ) Plan de dégagement, profondeur finale et profondeur de passe
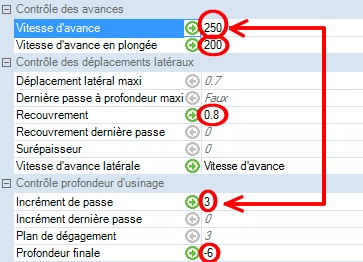
Voici un exemple de paramétrage pour une poche fermé de profondeur 6mm dans du bois pin ou épicéa, avec une CNC Formosa d’entrée de gamme
Ajustez l’incrément de passe en fonction de la vitesse d’avance.
Si l’un des paramètres augmente, l’autre doit diminuer.
d ) Stratégie d’usinage de la poche
La stratégie par défaut est « Décalage intérieur + extérieur » si vous souhaitez une autre méthode, consultez l’article Stratégie d’usinage des poches
2ème partie – découpe des pieds (contournage extérieur de même profondeur que la hauteur du brut )
Un contournage peut être extérieur ou intérieur, ne pas oublier de choisir le bon paramètre.
Pour la découpe des pieds il faut bien entendu choisir externe.
Les outils de fraisage classique, c’est à dire ceux qui par leur hélice doivent tourner dans un sens horaire pour couper
soulèvent les pièces.
Une pièce qui se soulève en fin d’usinage cela peut être une pièce raté à mettre à la poubelle.
Pour éviter cela, la solution consiste à placer des attaches.
Vous pouvez paramétrer
– le nombre d’attaches
– leur forme
– la largeur et la hauteur
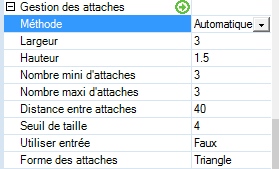
Le choix du départ d’usinage se fera selon que la poche est fermée ou non.
La stratégie d’ébauche se fera en fonction de la forme de la poche et des possibilités de réduction du temps d’usinage, ainsi que de la dureté du matériaux à usiner.
Permet d’obtenir au final des dimensions précises et un bon état de surface
Etape 5 : Création des parcours d’outil
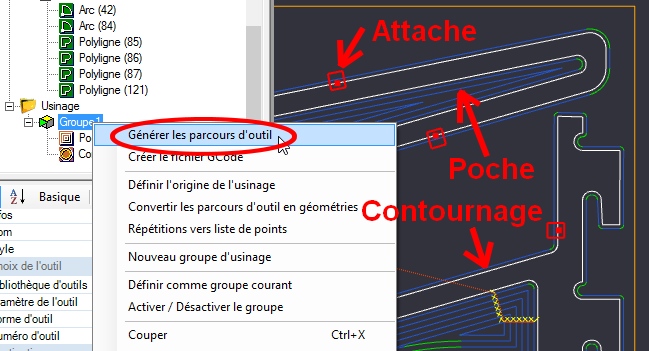 Faire un clic droit sur Usinage ou Groupe1 ( si vous voulez générer les parcours pour un groupe d’usinage )
Faire un clic droit sur Usinage ou Groupe1 ( si vous voulez générer les parcours pour un groupe d’usinage )
Choisir ensuite « Générer les parcours d’outils »
Vous pouvez voir les trajectoires de l’outils pour l’ensemble des usinages ainsi que les attaches.
Remarque : les attaches peuvent être déplacées manuellement selon votre convenance autour du profil.
Etape 6 : Visualisation des parcours d’outil
Afficher les largeurs de coupe
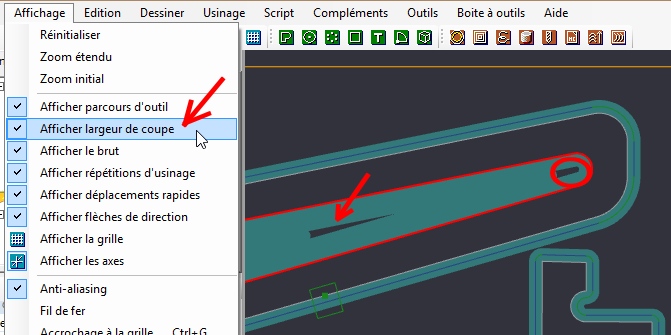
Il faut aller dans le menu « Affichage » puis cocher l’option « Afficher largeur de coupe »
C’est à cette étape qu’on peut s’apercevoir de certaines erreurs.
Par exemple ici, il y a deux zones au niveau de la poche ou la fraise ne passe pas.
Pour corriger cette erreur il faut diminuer le taux de recouvrement par exemple passer de 0.8 à 0.6
Etape 7 : Création du Gcode et simulation
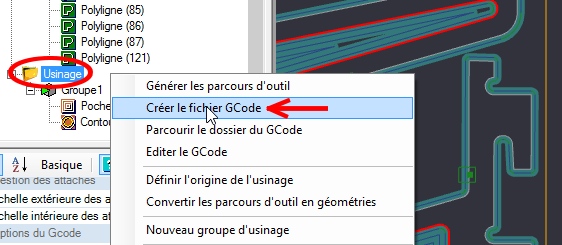
La dernière étape consiste à créer le Gcode en faisant clic droit sur l’usinage
puis “Créer le gcode”
Vous pouvez donner un nom à votre fichier Gcode qui se termine par l’extension “nc” et l’enregistrer dans le dossier “Gcode” de la SD-Card de votre smoothiebox.
Vous pouvez également créer le Gcode seulement pour un des usinage, la poche ou le contour.
Pour cela il faut faire le clic droit à l’endroit approprié.
Enregistrez également votre fichier CAMBAM sur votre ordinateur en faisant “Fichier —> enregistrer sous“, cela vous sera utile si vous voulez changer quelques paramétrages ultérieurement sans être obligé de tout refaire.
7 – Assemblage du châssis
[:en]
7 – Assemblage du châssis
Mécanical kit without options
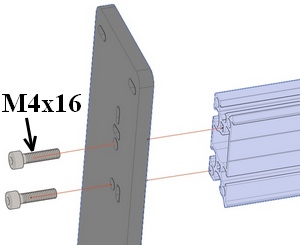
Be carefull with endplate
For check all is OK, you can measure lengh between interior and exterior of plates
For CNC 500 et 750, spaces is 404mm and 508mm
For CNC 750 et 1000, spaces is 654mm and 758mm


You can see for endplate have more part of plate in interior of frame than exterior (in green color of drawing )
Be carefull !!
One of plate have two small hole in the right, need fix this plate in right front
The two hole is for fix more latter the spindle power supply box

Assembly of 20x20mm profils front and rear
Last step, assembly of 20x40mm profil
Mécanical kit with reinforced side option
In first step, need assembly L profil with reinforced profil 20x40mm like video below
Assembly of L reinforcement profil and endplate
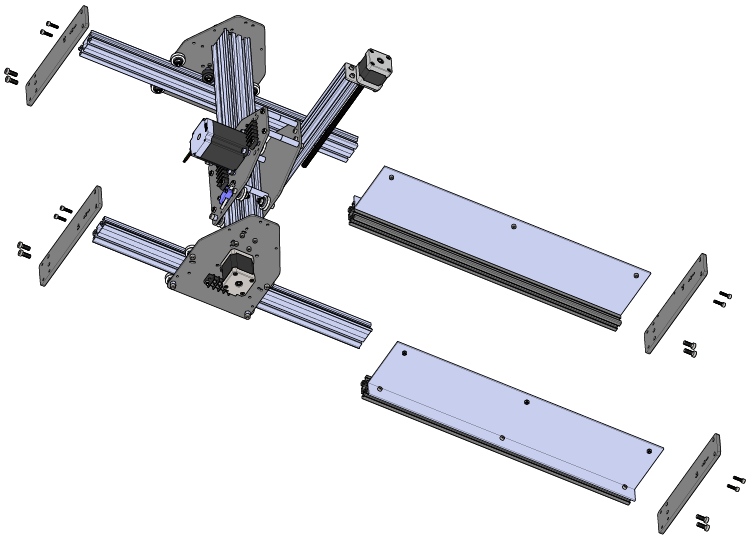
Assembly of 20x20mm profil front and rear
The tools you need for mounting frame are 3 and 5mm BTR Key
7 – Assemblage du châssis

Opérations
Opération 1 : – Fixez aux extrémités des profilés makerslide 20×40 repérés ( 1 ) les parties avant et arrière du châssis ( 3 ) et ( 4 ) grâce aux 8 vis Chc M4x16 ( 6 ) et aux 8 rondelles M4 ( 7 )
Opération 2 : Les profilés standards 20×40 ( 2 ) devront être fixés en bas du châssis grâce aux vis Chc M6x16 ( 5 )
Résultat final

Outillage
Une clef Allen de 3 est nécessaires pour visser les 8 vis Chc M4x16 en haut du châssis.
Une autre clef Allen de 5 est nécessaire pour visser les 8 vis Chc M6x16 en bas du châssis.
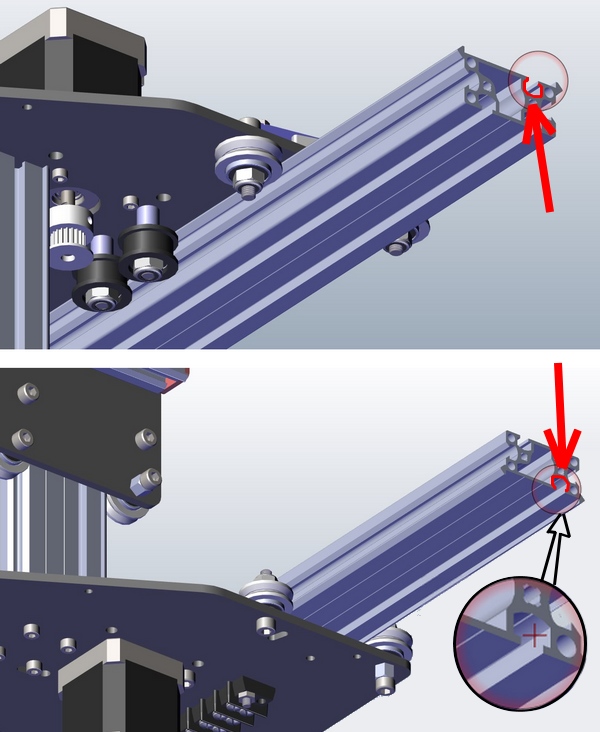
6 – Mise en place des profilés de l’axe Y
[:en]
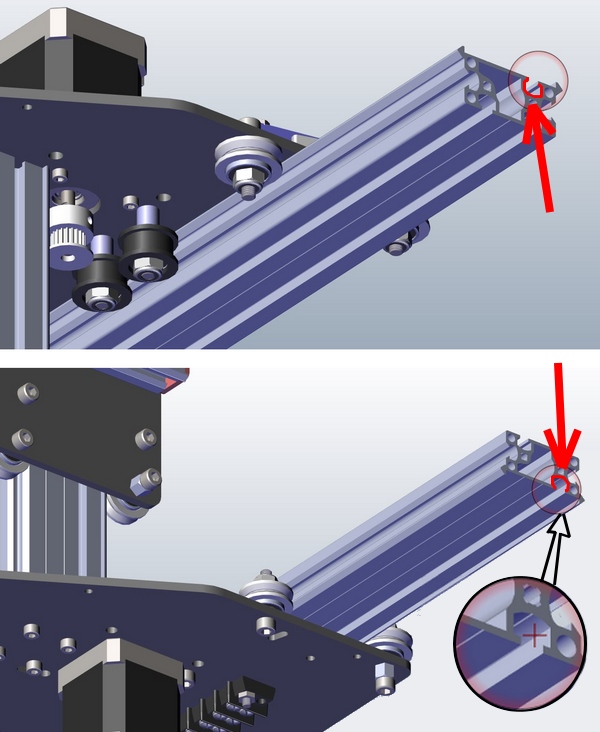
6 – Mise en place des profilés de l’axe Y
The eccentric determining the ideal spacing between the guide wheels have already been set in our workshop.
You have only to insert makerslide guide rails in the correct direction and sliding.
Attention : the slot of makerslide profil need be down when insert
6 – Mise en place des profilés de l’axe Y
The eccentric determining the ideal spacing between the guide wheels have already been set in our workshop.
You have only to insert makerslide guide rails in the correct direction and sliding.
Attention : the slot of makerslide profil need be down when insert
6 – Mise en place des profilés de l’axe Y
Les excentriques déterminant l’espacement idéal entre les roues de guidage ont déjà été réglés dans nos atelier.
Il vous reste plus qu’a insérer les rails de guidage makerslide dans le sens correct et de faire coulisser.
Attention au sens !! : les rainures doivent être à l’extérieur en bas comme sur le dessin
5 – Assemblage des chariots du portique
[:en]
5 – Assemblage des chariots du portique
Do the same process for the two side carriage of gantry
a ) Put the 4 M4x16 screw inside the 4 fixing hole of Gantry carriage plates
b ) Fix all with screw and thread inside the two makerslide gantry profil
Tools
You need one btr key of 3mm for the M4x16 Cap head screw
Voici ci dessous le résultat une fois que le montage est terminé, pour vérifier qu’il n’y a pas d’erreur observez la position de l’axe Z en regardant du coté ou il y a le capteur de fin de course.
L’axe Z est légèrement décalé vers l’arrière afin que l’axe de la broche ne soit pas en dehors de la partie guidage du portique.
5 – Assemblage des chariots du portique
Do the same process for the two side carriage of gantry
a ) Put the 4 M4x16 screw inside the 4 fixing hole of Gantry carriage plates
b ) Fix all with screw and thread inside the two makerslide gantry profil
Tools
You need one btr key of 3mm for the M4x16 Cap head screw
Voici ci dessous le résultat une fois que le montage est terminé, pour vérifier qu’il n’y a pas d’erreur observez la position de l’axe Z en regardant du coté ou il y a le capteur de fin de course.
L’axe Z est légèrement décalé vers l’arrière afin que l’axe de la broche ne soit pas en dehors de la partie guidage du portique.
5 – Assemblage des chariots du portique
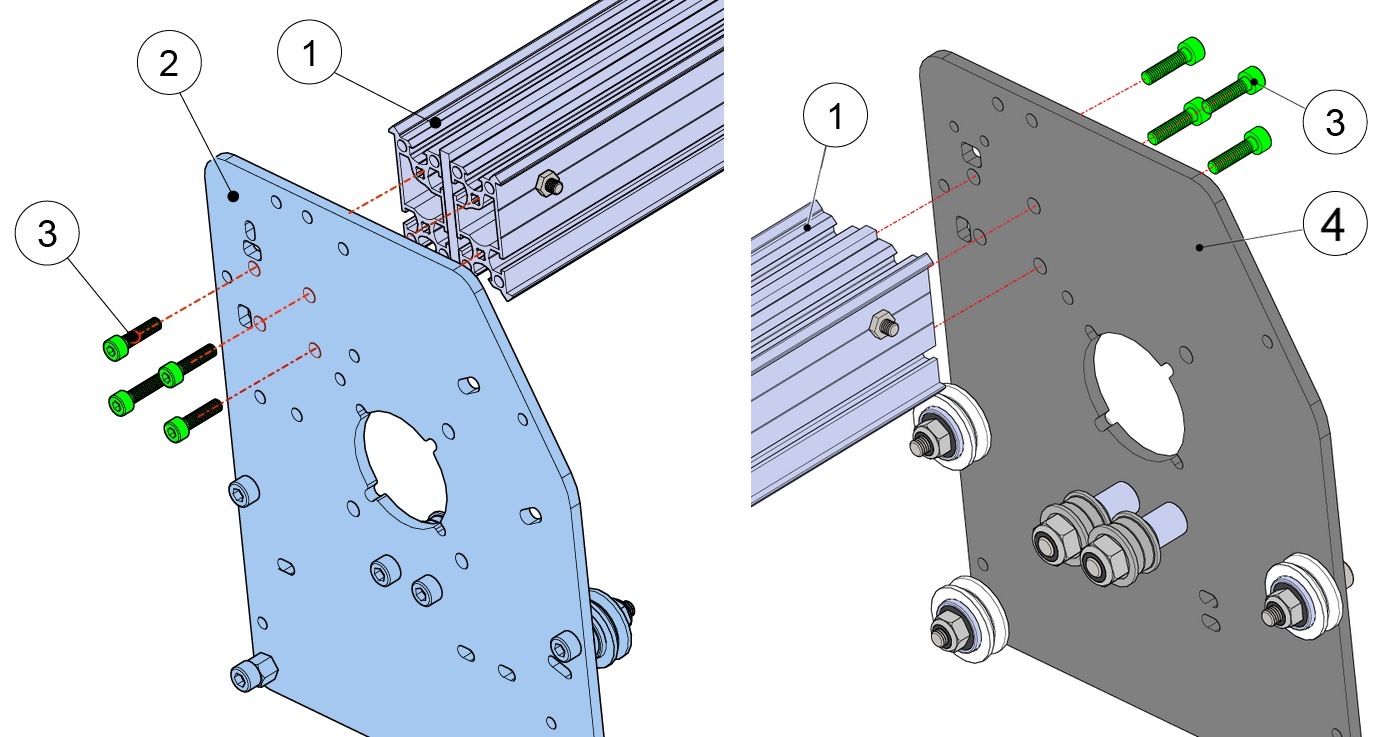
Opérations
– Fixez les 2 chariots de l’axe Y repéré (2 et 4) sur les extrémités des profilés makerslide (1)
grâce aux 8 vis Chc M4x16 repérées (3)
Attention !! les chariots ne sont pas identiques, celui placé à gauche à plus de trous usinés que celui de gauche
Outillage
Une clef Allen de 3 pour les vis Chc M4
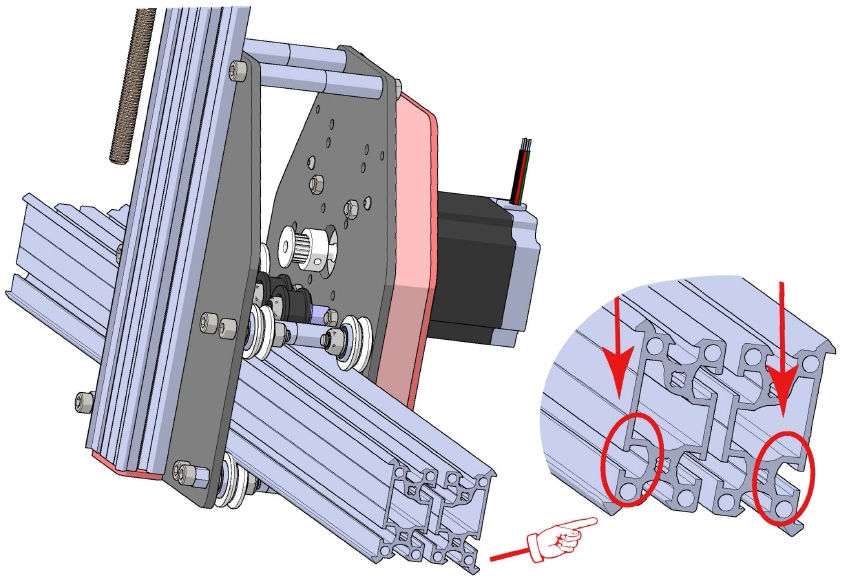
Mise en place des profilés de l’axe X
[:en]
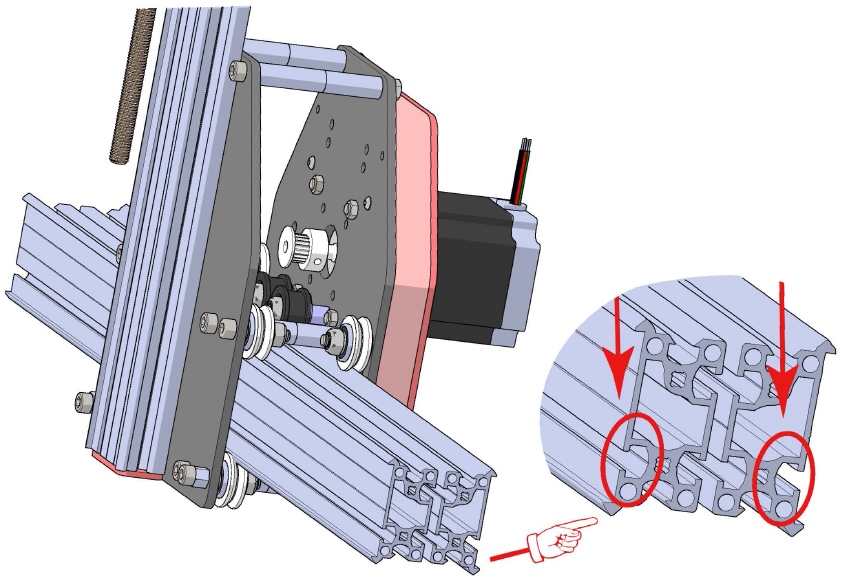
Mise en place des profilés de l’axe X
The eccentric determining the ideal spacing between the guide wheels have already been set in our workshop.
You have only to insert makerslide guide rails in the correct direction and sliding.
Mise en place des profilés de l’axe X
The eccentric determining the ideal spacing between the guide wheels have already been set in our workshop.
You have only to insert makerslide guide rails in the correct direction and sliding.
Mise en place des profilés de l’axe X
Les excentriques déterminant l’espacement idéal entre les roues de guidage ont déjà été réglés dans nos ateliers.
Il vous reste plus qu’a insérer les rails de guidage makerslide dans le sens correct et de faire coulisser.
Fixation des borniers et capteurs de fin de course
[:en]
Fixation des borniers et capteurs de fin de course
a ) Unscrew a little the 4 nut of X carriage spindle side
b ) Insert the assembly of Z axis frame in the way than the X carriage nut can slide inside the slot of makerslide profil
Outillage
Une clef Allen (BTR) de 3 est nécessaire pour visser les vis M4 de fixation du support de l’axe Z
Fixation des borniers et capteurs de fin de course
a ) Unscrew a little the 4 nut of X carriage spindle side
b ) Insert the assembly of Z axis frame in the way than the X carriage nut can slide inside the slot of makerslide profil
Outillage
Une clef Allen (BTR) de 3 est nécessaire pour visser les vis M4 de fixation du support de l’axe Z
Fixation des borniers et capteurs de fin de course

Opérations
Opération 1 :
– Fixez les 2 borniers 8 poles (2) sur le chariot X coté moteur pas à pas (1)
grâce aux vis Chc M4x12 repérées (3) et aux écrous Hex M4 repérés (4)
Opération 2 :
Fixez le capteur de fin de course repéré (5) sur le chariot X coté moteur pas à pas (1)
grâce à vis Chc M3x16 repérée (6) et à la vis Bhc M3x16 repérée (7) et aux écrous Hex M3 repérés (8)
Remarque : au dessus, la vis Bhc à une tête bouton arrondis contrairement à celle du dessous pour ne pas créer de collision avec la roue de guidage en V lors du réglage en position du capteur de fin de course, attention à ne pas inverser.
Remarque :
Vous pouvez régler la position angulaire du capteur de fin de course afin que ses bornes soient ne viennent pas en face des écrous et têtes de vis déjà assemblées.
Ne serrez pas très fort l’ensemble capteur de fin de course, le capteur pourrait se déformer et le contact ne pas se faire.
Outillage
Fixation des borniers
Une clef Allen de 3 et une clef plate de 7 sont nécessaires pour viser les borniers.
Fixation du capteur de fin de course
2 clef Allen (BTR) de 2 et de 2.5 sont nécessaires pour visser les vis Chc M3 et Bhc M3 du capteur de fin de course
Vous pouvez utiliser une clef plate de 5.5 ou une simple pince plate pour maintenir l’écrou M3 en position lors du serrage.
Fixation rails de guidage axe Z
[:en]
Fixation rails de guidage axe Z
a ) Unscrew a little the 4 nut of X carriage spindle side
b ) Insert the assembly of Z axis frame in the way than the X carriage nut can slide inside the slot of makerslide profil
Outillage
Une clef Allen (BTR) de 3 est nécessaire pour visser les vis M4 de fixation du support de l’axe Z
Fixation rails de guidage axe Z
a ) Unscrew a little the 4 nut of X carriage spindle side
b ) Insert the assembly of Z axis frame in the way than the X carriage nut can slide inside the slot of makerslide profil
Outillage
Une clef Allen (BTR) de 3 est nécessaire pour visser les vis M4 de fixation du support de l’axe Z
Fixation rails de guidage axe Z
Opérations
Fixez les rails cylindriques repérés (2) sur l’ensemble chariot axe X repéré (1)
grâce aux vis Chc M4x12 repérées (3) et aux écrous Hex M4 repérés (4)
Outillage
Une clef Allen (BTR) de 3 et une clef plate hexagonale de 7
sont nécessaires pour visser les vis M4 et écrou M4 de fixation du support de l’axe Z

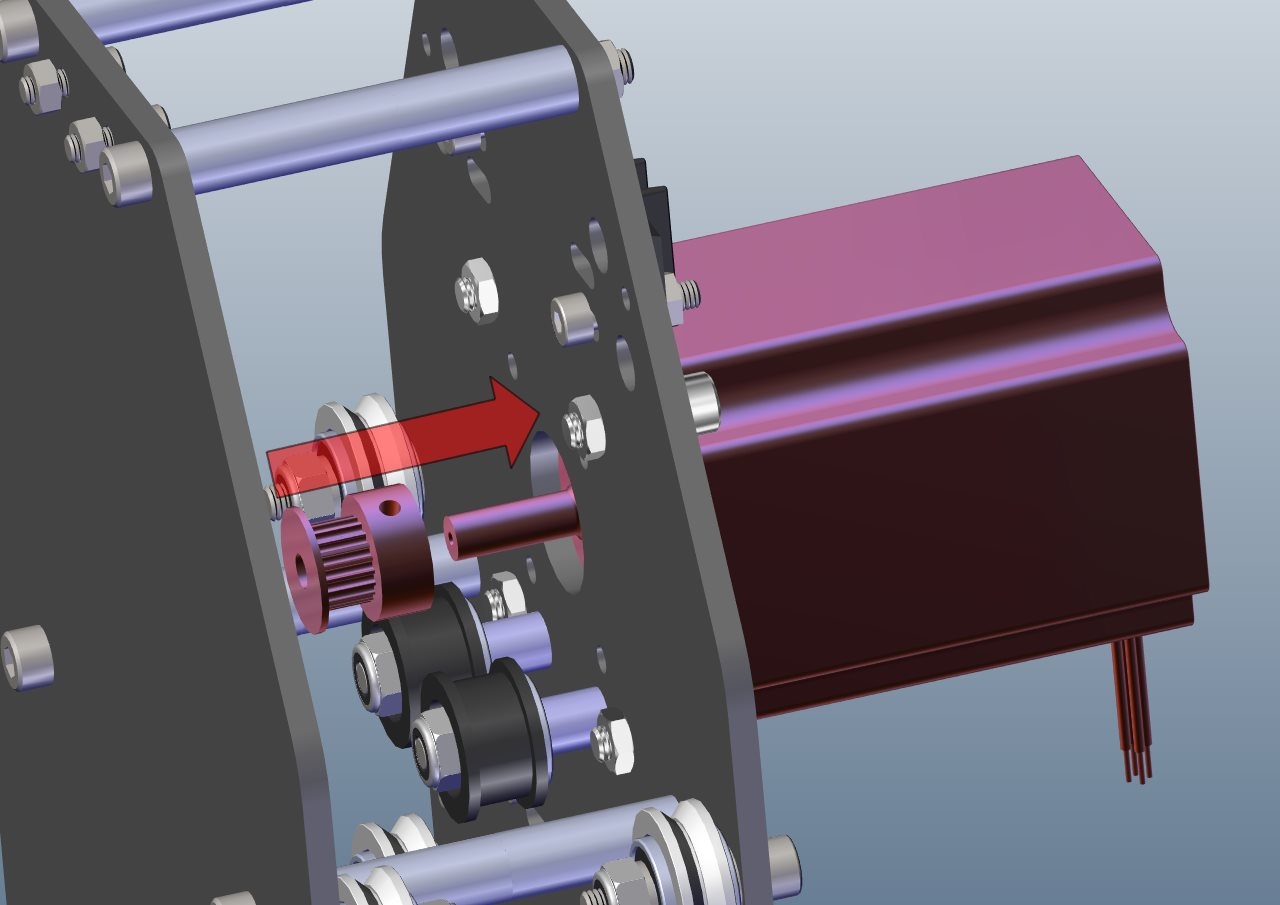
Fixation de la poulie sur le moteur du chariot X
[:en]
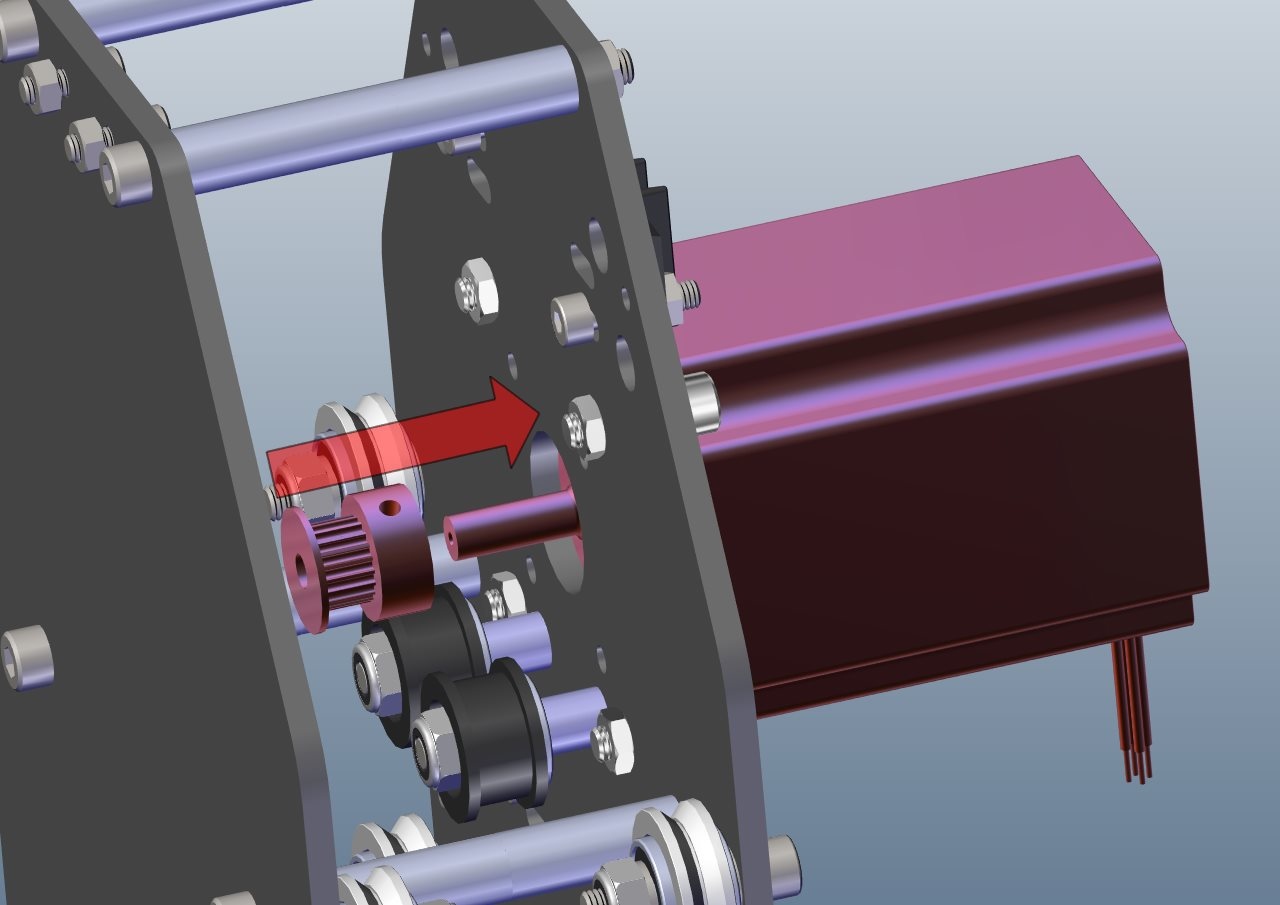
Fixation de la poulie sur le moteur du chariot X
Insert the GT2 pulley 20 teeth in the shaft of X axis stepper motor
a ) Check is the fixing screw of pulley go down exactly in flat part of motor shaft
b ) Check if the pulley be correct align with the 2 guiding wheel
Outillage
Une petite clef Allen (BTR) de 2.5 est nécessaire pour serrer la vis hexagonale creuse sans tête de la poulie.
Fixation de la poulie sur le moteur du chariot X
Insert the GT2 pulley 20 teeth in the shaft of X axis stepper motor
a ) Check is the fixing screw of pulley go down exactly in flat part of motor shaft
b ) Check if the pulley be correct align with the 2 guiding wheel
Outillage
Une petite clef Allen (BTR) de 2.5 est nécessaire pour serrer la vis hexagonale creuse sans tête de la poulie.
Fixation de la poulie sur le moteur du chariot X
Insérez la poulie d’entrainement GT2 20 dents dans l’arbre du moteur de l’axe X
a ) vérifiez que la vis de fixation de la poulie va descendre au niveau du méplat de l’arbre
b ) vérifiez que la poulie soit correctement alignée par rapport aux deux poulies de guidage du chariot
Outillage
Une petite clef Allen (BTR) de 2.5 est nécessaire pour serrer la vis hexagonale creuse sans tête de la poulie.
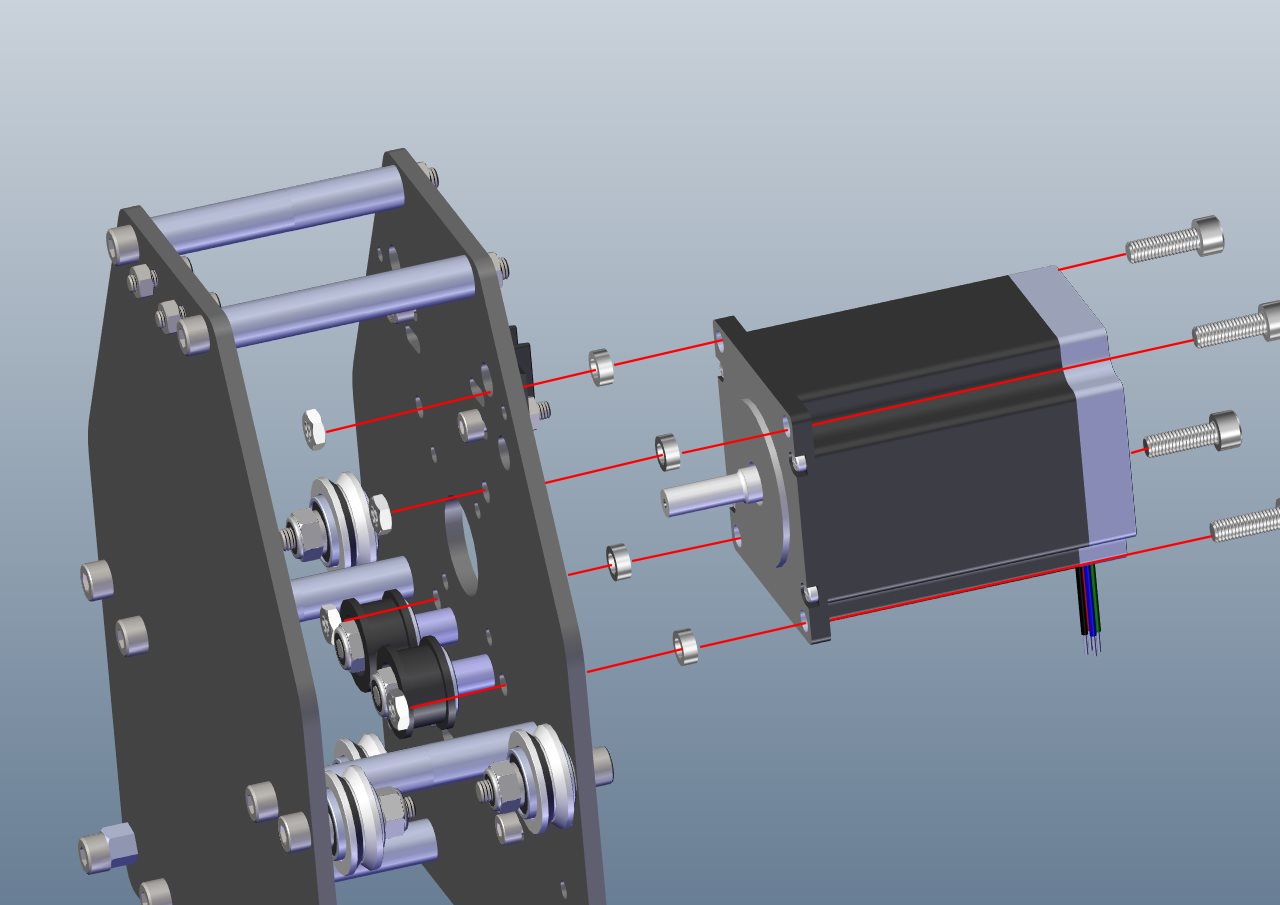
Fixation du moteur du chariot X
[:en]

Fixation du moteur du chariot X
a ) Put the 4 M5x16 screw in the 4 fixing hole of Nema23 stepper motor
b ) Put other side 4 spacer diameter 5 and lengh 3.175
c ) Insert all inside the correct hole of X carriage plate
d ) screw on other side the 4 hex nut for fix all together
Tools
Need Allen hex wrench ( BTR) for M5 Cap head screw and open-end wrench (or open-end spanner ) for M5 nut other side
Fixation du moteur du chariot X
a ) Put the 4 M5x16 screw in the 4 fixing hole of Nema23 stepper motor
b ) Put other side 4 spacer diameter 5 and lengh 3.175
c ) Insert all inside the correct hole of X carriage plate
d ) screw on other side the 4 hex nut for fix all together
Tools
Need Allen hex wrench ( BTR) for M5 Cap head screw and open-end wrench (or open-end spanner ) for M5 nut other side
Fixation du moteur du chariot X
a ) Insérez les quatre vis M5x16 dans les 4 troues de fixation du moteur Nema23
b ) Mettez de l’autre coté 4 entretoises de diamètre 5 longeur 3,175mm
c ) Insérez l’ensemble dans l’emplacement du chariot X prévu
d ) Vissez de l’autre coté les 4 écrous hexagonaux pour fixer l’ensemble
Outillage
Une clef Allen ( BTR) est nécessaire pour les vis M5 et une clef plate de l’autre coté pour serrer l’écrou M5

Lampe de chevet pour enfant minimaliste
[:en]
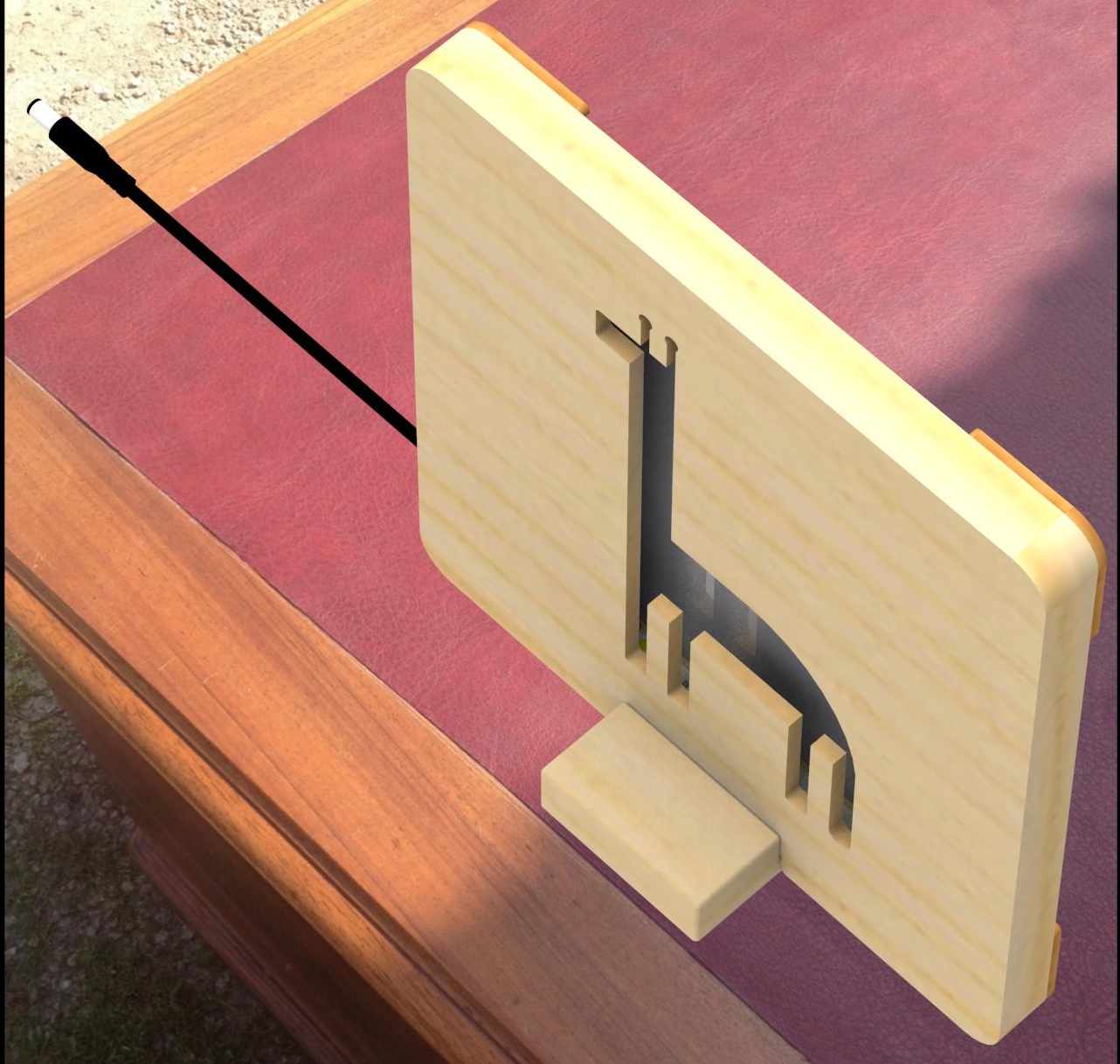
Lampe carré sur bureau
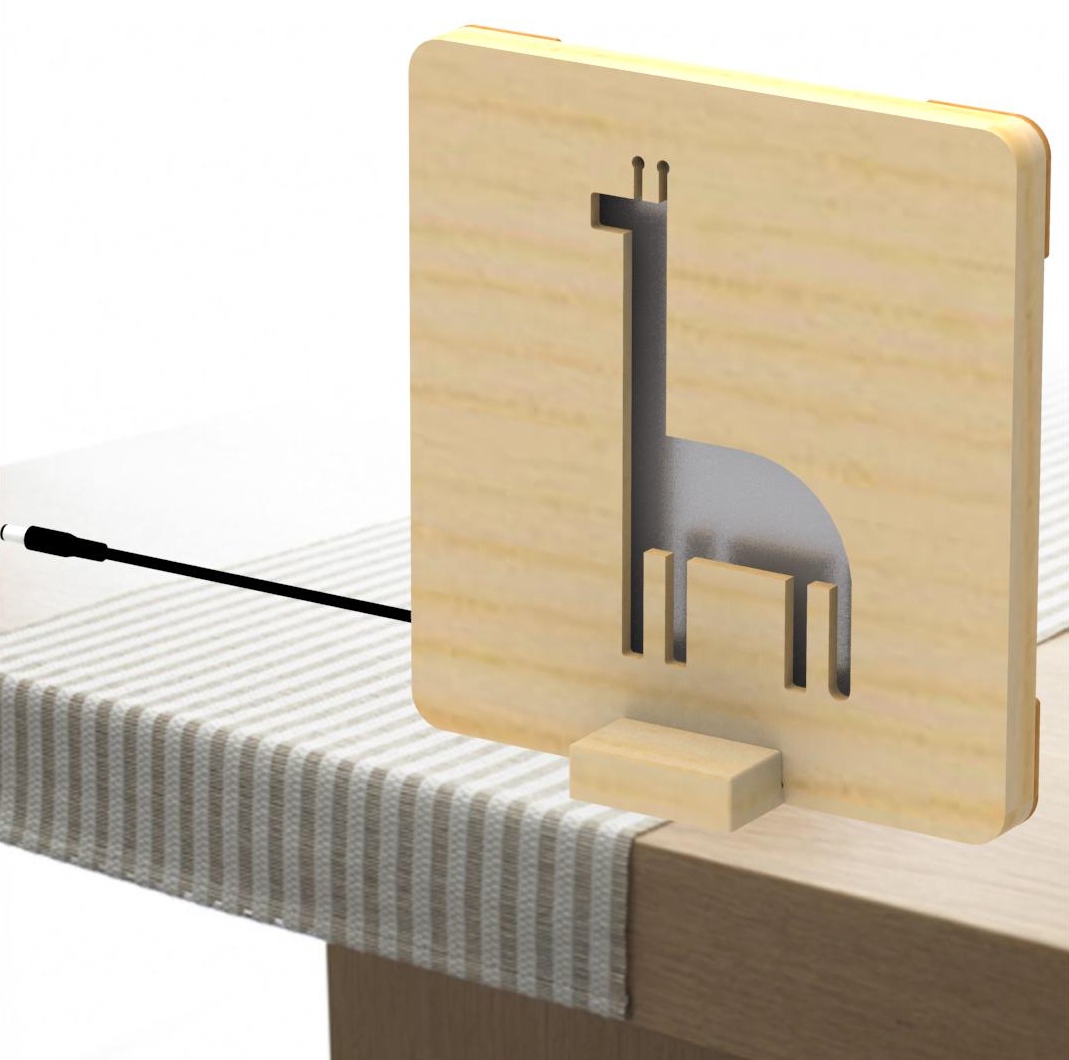
Lampe carré sur table

Lampe de chevet pour enfant minimaliste
This time a command my daughter a little help for a theme on minimalism that she had to prepare for a competition to design school
In the inner contour of the lamp is inserted a band LED.
Behind, a mirror reflects the light towards the front hole shaped giraffe.
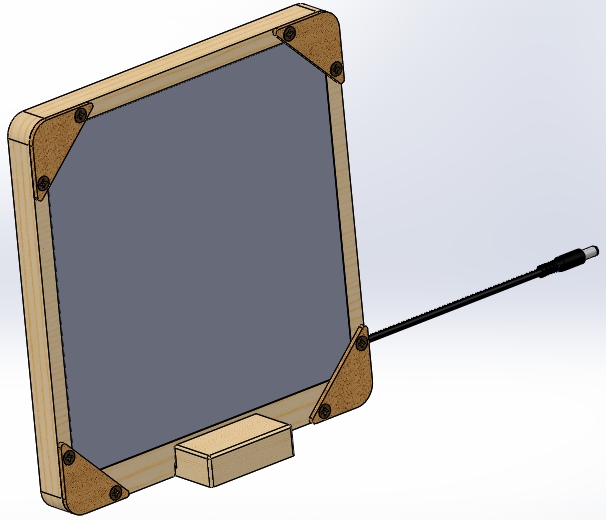
Arrière lampe
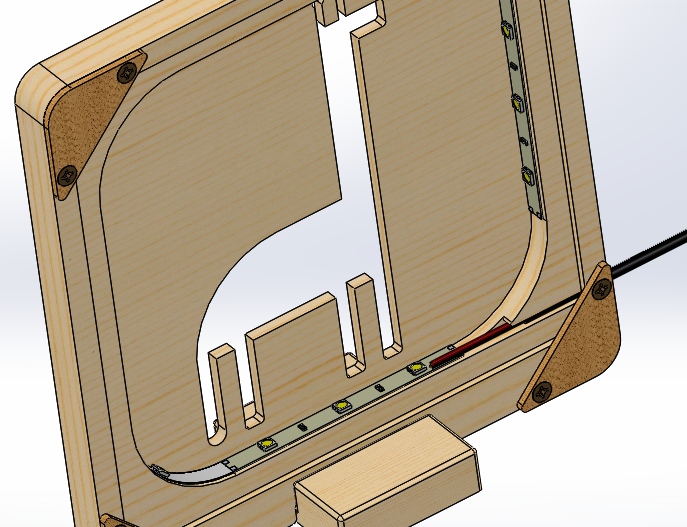
Intérieur avec bande à Led
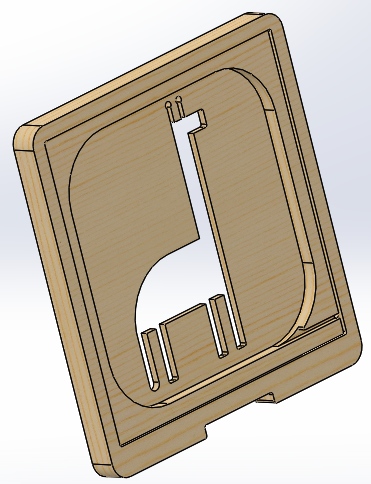
piece-en-bois
Pièce en bois principale
Téléchargements
[wpdm_package id=’25595′]
[wpdm_package id=’25598′]
Lampe de chevet pour enfant minimaliste
This time a command my daughter a little help for a theme on minimalism that she had to prepare for a competition to design school.
In the inner contour of the lamp is inserted a band LED.
Behind, a mirror reflects the light towards the front hole shaped giraffe.
Téléchargements
[wpdm_package id=’25595′]
[wpdm_package id=’25598′]
Lampe carré sur table
Lampe carré sur bureau
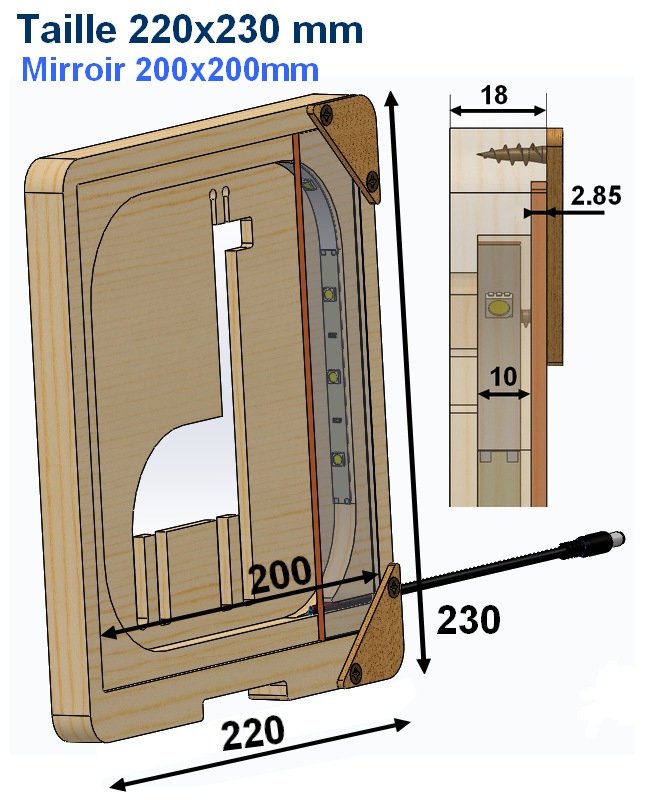
dimensions-lampe
Lampe de chevet pour enfant minimaliste
Cette fois ci une commande de ma fille, un peu d’aide pour un thème sur le minimalisme qu’elle devait préparer pour un concours d’une école de design
Dans le contour intérieur de la lampe est inséré une bande a LED.
Derrière, un miroir reflète la lumière vers le trou devant en forme de girafe.
piece-en-bois
Pièce en bois principale
Intérieur avec bande à Led
Arrière lampe
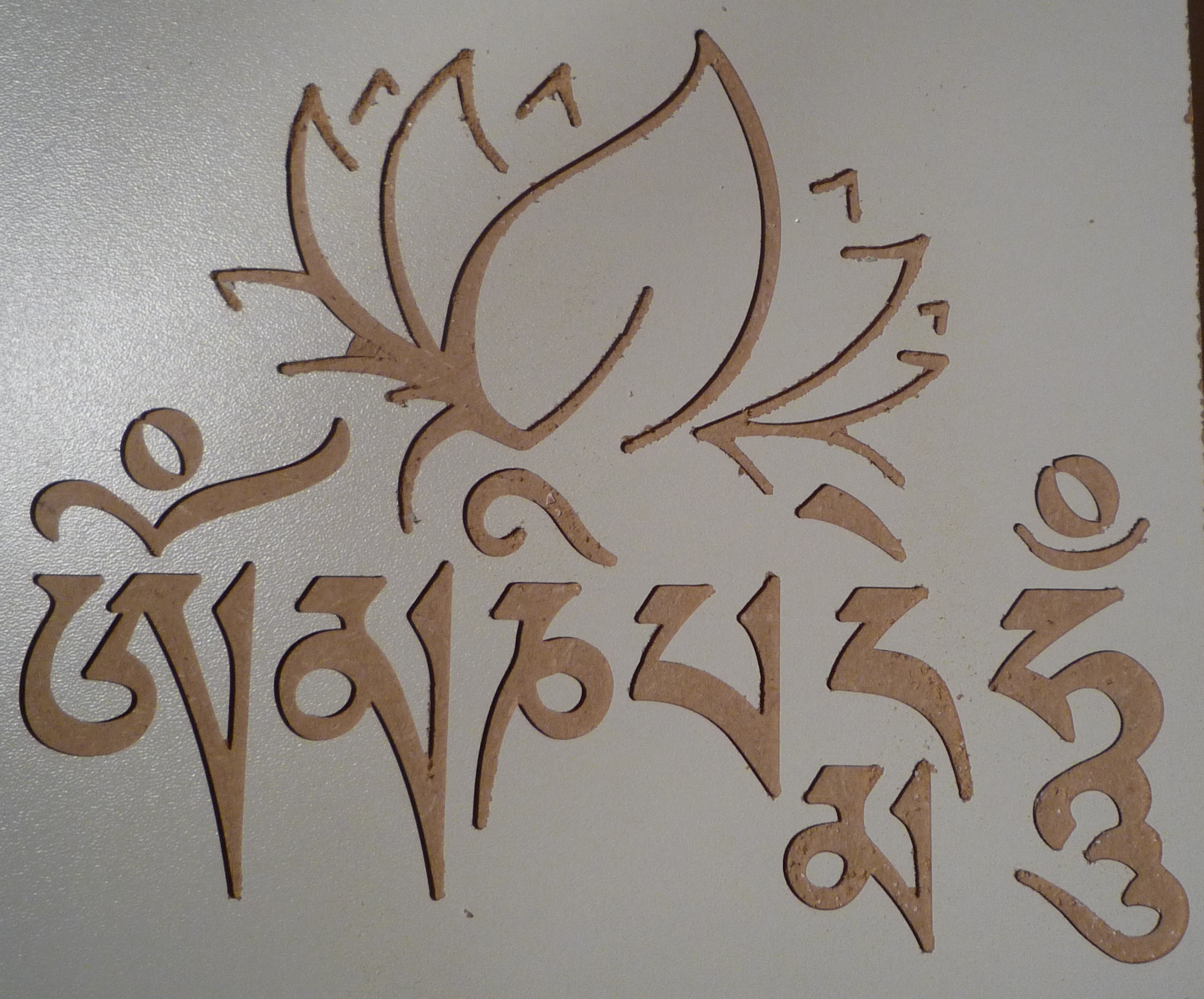
Graver des écritures tibétaines
[:en]
About the engraved sentence.
As you have guessed, this is “Om Mani Padme Hum” one of the most famous mantra of Buddhism
If you want to train, make a gift to one of your Buddhist friends you can ask your CNC decline in the different language
- Chinois : 唵嘛呢叭咪吽 (Ǎn mání bāmī hōng)
- Coréen : 옴마니반메훔 (Ommanibanmaehum)
- Sanskrit : ॐ मणि पद्मे हूँ (Oṃ maṇi padme hūṃ)
- Japonais : オーン マニ パドメー フーン (Ōn mani padomē fūn)
- Birman :ဥုံမဏိပဒ္မေဟုံ (Òʊɴ manḭ paʔmè hòʊɴ)
Graver des écritures tibétaines
In this writing, there was no Tibetan font in Windows, the only solution is to get the picture sentences in google and then vectorized contours and export to DXF format.
The CAD software after see this like a drawing not a texte but it’s not a problem.
About the engraved sentence.
As you have guessed, this is “Om Mani Padme Hum” one of the most famous mantra of Buddhism
If you want to train, make a gift to one of your Buddhist friends you can ask your CNC decline in the different language
- Chinois : 唵嘛呢叭咪吽 (Ǎn mání bāmī hōng)
- Coréen : 옴마니반메훔 (Ommanibanmaehum)
- Sanskrit : ॐ मणि पद्मे हूँ (Oṃ maṇi padme hūṃ)
- Japonais : オーン マニ パドメー フーン (Ōn mani padomē fūn)
- Birman :ဥုံမဏိပဒ္မေဟုံ (Òʊɴ manḭ paʔmè hòʊɴ)
Graver des écritures tibétaines
In this writing, there was no Tibetan font in Windows, the only solution is to get the picture sentences in google and then vectorized contours and export to DXF format.
The CAD software after see this like a drawing not a texte but it’s not a problem.
A propos de la phrase gravée.
Comme vous l’avez deviné, il s’agit de “Om Mani Padme Hum” un des plus célèbre mantra du Boudhisme
Si vous voulez vous entrainer, faire un cadeau a un de vos amis Boudhiste vous pouvez demander a votre CNC de le décliner en différentes langue
- Chinois : 唵嘛呢叭咪吽 (Ǎn mání bāmī hōng)
- Coréen : 옴마니반메훔 (Ommanibanmaehum)
- Sanskrit : ॐ मणि पद्मे हूँ (Oṃ maṇi padme hūṃ)
- Japonais : オーン マニ パドメー フーン (Ōn mani padomē fūn)
- Birman :ဥုံမဏိပဒ္မေဟုံ (Òʊɴ manḭ paʔmè hòʊɴ)
Graver des écritures tibétaines
Pour cette écriture, il n’y avait pas de police Tibétaine dans Windows, dans ce cas la seule solution c’est de récupérer les phrases dans google image ( ensuite de vectoriser les contours et exporter en DXF )
Dans votre logiciel de préparation du Gcode, CAMBAM par exemple cette phrase ne sera pas vue comme une phrase a graver mais un dessin, mais de toute façon votre CNC Formosa elle s’en fiche, pour elle tout au final est du Gcode, déplacer l’outil vers la coordonnée X Y Z avec telle vitesse c’est tout dont elle a besoin.
Ici un matériaux très bon marché a été utilisé, du bois MDF mélaminé blanc, on en trouve partout dans les magasins de bricolage. C’est un bois agloméré utilisé pour faire généralement les caissons de meubles ( les parties du meuble qui ne se voient pas).
Une autre possibilité est de peindre du MDF classique pour avoir plus de variété dans la couleur de fond.

Création d’un logo
[:en]

Et voila le logo de Where is my terminé !!
Certe cela aurait été mieux avec un plastique PVC bicouche comme pour la plaque makerslide machine mais en bleu et blanc au lieu de rouge et blanc. Mais je n’avais pas emporté ce type de plaque lors de la mini maker faire et les fondateurs de Where is my m’ont dit qu’ils allaient teindre le fond du logo afin de mieux faire contraste.
Création d’un logo
During the mini maker to Rouen (France) in 4 june 2016, my neighbors stand asked me to engrave their logo on a wooden board. This was for me the opportunity to test a new feature CAMBAM, convert polylines in region.
Their file was in Illustrator vector format.
There is a feature in Illustrator that allows you to export to DXF, Ok to prepare CAMBAM machining.
Et voila le logo de Where is my terminé !!
Certe cela aurait été mieux avec un plastique PVC bicouche comme pour la plaque makerslide machine mais en bleu et blanc au lieu de rouge et blanc. Mais je n’avais pas emporté ce type de plaque lors de la mini maker faire et les fondateurs de Where is my m’ont dit qu’ils allaient teindre le fond du logo afin de mieux faire contraste.
Création d’un logo
During the mini maker to Rouen (France) in 4 june 2016, my neighbors stand asked me to engrave their logo on a wooden board. This was for me the opportunity to test a new feature CAMBAM, convert polylines in region.
Their file was in Illustrator vector format.
There is a feature in Illustrator that allows you to export to DXF, Ok to prepare CAMBAM machining.
Et voila le logo de Where is my terminé !!
Certe cela aurait été mieux avec un plastique PVC bicouche comme pour la plaque makerslide machine mais en bleu et blanc au lieu de rouge et blanc. Mais je n’avais pas emporté ce type de plaque lors de la mini maker faire et les fondateurs de Where is my m’ont dit qu’ils allaient teindre le fond du logo afin de mieux faire contraste.
Création d’un logo
Lors de la mini maker faire de Rouen le 4 juin 2016, mes voisins de stand m’ont demandé de graver leur logo dans une planche de bois. Cela a été pour moi l’occasion de tester une nouvelle fonction de CAMBAM, convertir des polylignes en région.
Leur fichier était au format vectoriel Illustrator.
Il y a une fonction dans illustrator qui permet d’exporter au format DXF, c’est parfait tout ce dont a besoin CAMBAM pour préparer l’usinage.

Tabouret étagères
[:en]
Tabouret étagères
This stool is made of solid pin 18mm thickness with a cylindrical cutter diameter of 3mm.
It can be achieved with the CNC Formosa 750 and other CNC have more large dimensions.
The feet are printed in plastic PLA, when inserted in top of stool, can insert another stool over, then another, then yet another. The stool become shelves
System create by designer Pierre Furnemont
Téléchargements
[wpdm_package id=’25607′]
[wpdm_package id=’25608′]
[wpdm_package id=’25609′]
Tabouret étagères
This stool is made of solid pin 18mm thickness with a cylindrical cutter diameter of 3mm.
It can be achieved with the CNC Formosa 750 and other CNC have more large dimensions.
The feet are printed in plastic PLA, when inserted in top of stool, can insert another stool over, then another, then yet another. The stool become shelves
System create by designer Pierre Furnemont
Téléchargements
[wpdm_package id=’25607′]
[wpdm_package id=’25608′]
[wpdm_package id=’25609′]
Tabouret monté

Modélisation tabouret
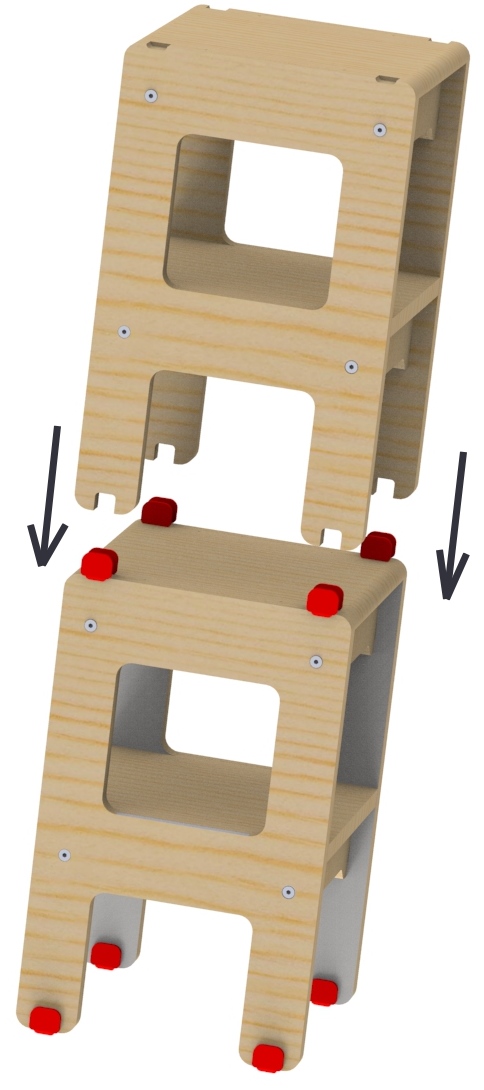
Assemblage tabourets
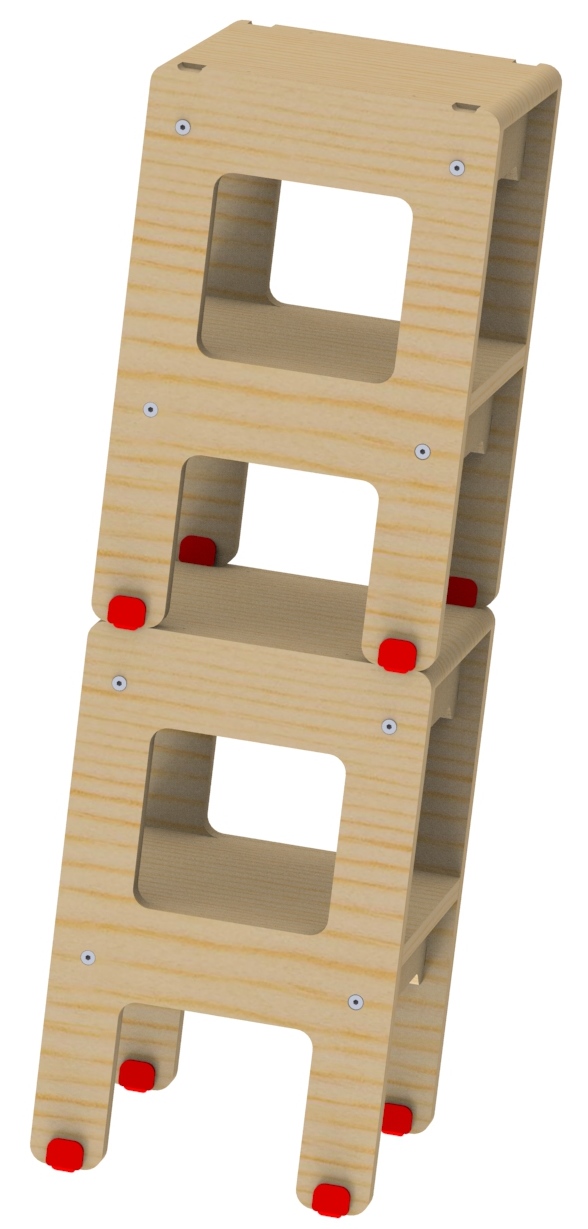
Etagère 4 niveaux
Tabouret étagères
This stool is made of solid pin 18mm thickness with a cylindrical cutter diameter of 3mm.
It can be achieved with the CNC Formosa 750 and other CNC have more large dimensions.
The feet are printed in plastic PLA, when inserted in top of stool, can insert another stool over, then another, then yet another. The stool become shelves
System create by designer Pierre Furnemont
Petit nécessaire de peinture
[:en]
Petit nécessaire de peinture
A command of my wife and a way to test the function profiling edges in CAMBAM
Petit nécessaire de peinture
A command of my wife and a way to test the function profiling edges in CAMBAM
Petit nécessaire de peinture
Une commande de ma femme et un moyen de tester la fonction profilage des bords de CAMBAM
Connecter les moteurs pas à pas
[:fr]
La position des vis de fixation du moteur est également normalisée.
Fonctionnement du moteur pas à pas hybride bipolaire
Connecter les moteurs pas à pas
La norme Nema correspond à des dimensions utiles pour la fixation du moteur dans une machine.
Ce qui permet l’interopérabilité puisque un moteur Nema 23 d’un fabricant peut être remplacé par un autre moteur nema 23 de mêmes caractéristiques d’un autre fabricant.
Contrairement à ce que beaucoup pense, Nema n’indique rien sur la puissance du moteur, il est vrais que plus un moteur est gros plus il y a de chance qu’il soit puissant mais la taille c’est aussi la longueur du moteur.
Et un moteur Nema 17 long peut être plus puissant qu’un Nema 23 très court.
Ce qui compte dans un moteur pas à pas c’est le couple en N.m, c’est indiqué sur les fiches techniques du fabricant.
Le couple disponible peut être différent selon la vitesse de rotation du moteur et l’intensité du courant envoyé dans ses bobines.
Plus d’information à propos des moteurs pas à pas sur l’excellent site Luxembourgois Bulbzone http://learn.bulbzone.net/cours/saurez-moteurs-a/
The position of the motor mounting screw is also standardized.
More information about different king of steppers motor in Adafruit web site
https://learn.adafruit.com/all-about-stepper-motors/types-of-steppers
Connecter les moteurs pas à pas
Can see good documentation about steppers motors in officiel smoothieboard documentation wiki
A good explain about how steppers motors works in http://howtomechatronics.com/ Youtube Chanel https://www.youtube.com/user/DejanNedelkovski/videos
Other good explain about bipolar stepper motor in very good web site http://www.learnengineering.org/
And youtube chanel Learn engineering https://www.youtube.com/watch?v=eyqwLiowZiU
Connecter les moteurs pas à pas
Can see good documentation about steppers motors in officiel smoothieboard documentation wiki
Les matériaux
[:fr]
Les matériaux
Le PMMA est un verre synthétique à base de polyméthacrylate de méthyle nommé aussi en usage courant plexi. 7 fois plus résistant que le verre à épaisseur égale,
ce qui le place comme une des matières destinées à la protection des œuvres : tableaux, cartographies etc…
On le retrouve sous deux formes, extrudé ou coulé, correspondant aux deux méthodes de fabrication.
Le PMMA extrudé est fondu dans une extrudeuse et poussé dans une filière qui en détermine sa forme : plaques, tubes, joncs, etc…
Il est moins cher que le PMMA coulé mais il offre un peu moins de transmission lumineuse, il est cependant plus précis en épaisseur.
Le PMMA coulé est quant à lui, fondu entre deux plaques de verre, il est ainsi plus lumineux que le PMMA extrudé mais aussi plus cher.
Les produits nettoyants et les solvants accélèrent le vieillissement de la matière par apparition de microfissure « craising ».
C’est pourquoi il est recommandé d’utiliser les produits nettoyants des fabricants de matières premières (nettoyant ravivant et antistatique)
Le PMMA coulé est recommandé si vous souhaitez coller celui-ci.

Paramétrage vitesse de broche et vitesse d’avance
[:fr]
Paramétrage vitesse de broche et vitesse d’avance
Article très détaillé et complet sur le site https://www.lebearcnc.com/
Concerne le choix des vitesses de broche et d’avance pour les matériaux tendres (bois et plastique)
https://www.lebearcnc.com/comment-trouver-le-point-dequilibre-pour-usiner-bois-et-plastiques/

Les paramètres de coupe
[:fr]
Les paramètres de coupe
I ) Introduction
| Les paramètres de coupes, c’est à dire : – Les vitesses d’avance – Les vitesse de rotation de broche – Les profondeurs de passe – L’épaisseur du copeau – Le débit de matière enlevé Dépendent : |
Illustration de la vitesse de coupe (Vc) |
La vitesse qui compte pour les conditions de coupe c’est la vitesse de l’arête coupante de l’outil par rapport à la matière
Donc la vitesse de coupe.
La vitesse angulaire de la broche en tr/min et la vitesse d’avance de l’outil en mm/min sera à adapter afin que la vitesse de coupe soit la plus optimale et de préférence constante.
Le but final est de minimiser le temps d’usinage, tout en assurant pour les phases de finition un état de surface correct et une bonne précision.
Donc pour cela il faut obtenir le débit de matière enlevé maximal

Les vitesses de broche, vitesses d’avance et profondeurs de passe peuvent être calculés et optimisées en fonction de la vitesse de coupe mais ce n’est pas suffisant.
D’ailleurs on ne calcule pas une vitesse précise ni une profondeur de passe précise mais une plage et on sera pour certains paramètre dans la plage inférieure ou supérieure en fonction de ce qui est privilégié, état de surface ou temps d’usinage ou précision.
Une fois que les calculs sont terminés, ce qui compte c’est usiner, usiner et encore usiner car impossible de calculer à moins d’être un grand ingénieur l’influence de la structure de la machine, l’influence de la lubrification, l’influence de la forme de la pièce à usiner et son bridage.
Les calculs donnent un ordre de grandeur, l’expérience donne les bons paramètres.
Sommaire
I ) Introduction
III ) La vitesse de rotation de la broche
IV ) La vitesse d’avance de l’usinage
V ) Exemple de calcul
II ) Les vitesses de coupe et avance par dent
Ces paramètres sont normalement donnés par les fournisseurs des outils de coupe, en fonction des matières que peut couper l’outil.
Si vous ne possédez pas ces information voici un tableau générique auquel vous pouvez vous référer.

III ) La vitesse de rotation de la broche
Calculer la vitesse de rotation d’une broche à partir d’une vitesse de coupe équivaux à connaître une vitesse angulaire à partir d’une vitesse linéaire.
Petit rappel de sciences physiques :
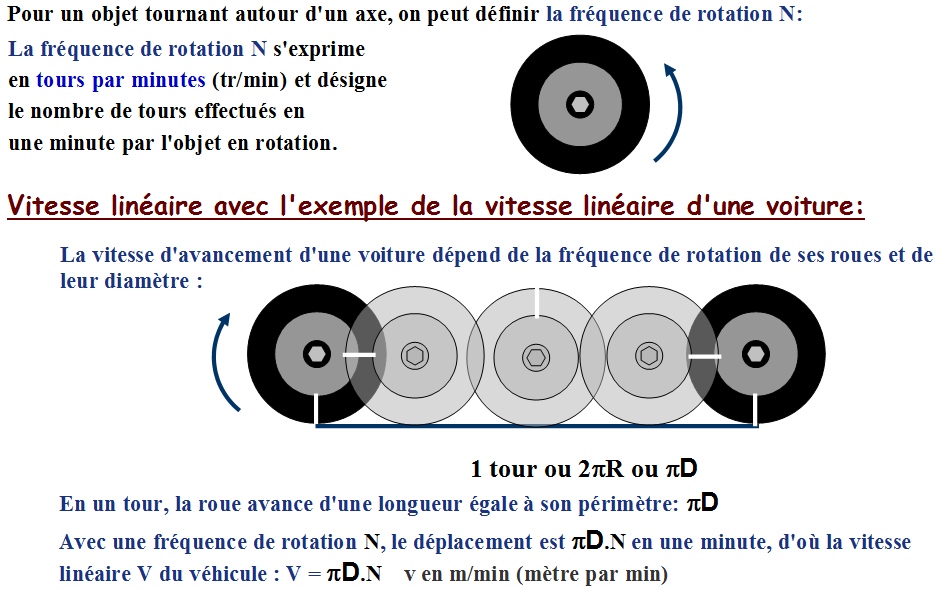
Puisque la vitesse linéaire dans le cas d’un usinage correspond à la vitesse de coupe et qu’elle est donnée par le constructeur de l’outil, ce que l’on cherche c’est d’avoir la bonne vitesse de broche.
On obtient donc la formule N = Vc / II * D N en tr/mn Vc en m*mn et D en mètre
Remarque : pour les calculs de périmètre un mécanicien n’utilise pas le rayon mais le diamètre donc C = II * D plutôt que C = 2 II R car celui ci utilise un pied à coulisse pour faire des mesures.
De la même façon l’unité par défaut d’un mécanicien quand il mesure c’est le millimètre et pas le mètre.
Donc on peut transformer la formule par une autre directement utilisable avec les unités usuelles mesurables du mécanicien.
N = 1000Vc / II * D N en tr/mn Vc en m*mn et D en millimètre
Bien entendu si on vous donne une vitesse de coupe en mm/mn ou m/s ou mm/s à vous de faire les conversions ou adapter la formule de calcul.
Sommaire
I ) Introduction
II ) Vitesse de coupe et avance par dents
III ) La vitesse de rotation de la broche
V ) Exemple de calcul
IV ) La vitesse d’avance de l’usinage
Cette vitesse d’avance dépend de la vitesse angulaire de la broche par l’avance par dent et par le nombre de dents
La formule est Vf = N * Fz * Z Vf : vitesse d’avance en mm/min N : vitesse de rotation en tr /min Fz : vitesse d’avance par dent en mm/min et Z le nombre de dents
Il est évident que ont peut avancer plus vite avec par exemple une fraise 3 dents de 20mm plutôt qu’une fraise 3 dents de 6mm, car pour celle de 20mm il y a plus d’espace pour évacuer les copeaux. Mais pas besoin de l’intégrer dans votre calcul, observez les valeurs constructeurs, l’avance par dent augmente déjà en fonction du diamètre de fraise.
V ) Exemple de calcul théorique de vitesse de rotation broche et vitesse d’avance
Prenons l’exemple d’un usinage dans de l’aluminium type 2017 avec une fraise carbure de 3mm une dent

Ce calcul est bien entendu théorique, si vous avez une fraiseuse rigide, et que en plus vous avez mis en place une micro-lubrification, vous pouvez allez jusqu’à 300mm/min sans problèmes.
Dans les fraises de petits diamètre surtout pour celle de 1 dent, ont est limité de toute façon par la résistance de la fraise qui peuvent casser en cas d’avance trop grande.
L’idéal est d’avoir une fraiseuse CNC avec une électronique qui permet de moduler la vitesse d’avance en cours d’usinage, de cette façon vous pouvez moduler la vitesse d’avance en fonction :
– de la présence ou non de vibrations
– du bruit de l’outil
– de la forme des copeaux
Sommaire
I ) Introduction
II ) Vitesse de coupe et avance par dents
III ) La vitesse de rotation de la broche
IV ) Vitesse d’avance de l’usinage
V ) Exemple de calcul
Profondeur de passe :
La profondeur de passe est la quantité de matière que va prendre l’outil lors d’un usinage.
Celle-ci varie selon la vitesse de coupe (Vc) ainsi que la vitesse d’avance de l’outil (Vf).
Les limites sont déterminées par :
– La puissance de la machine
– La rigidité de la machine
– La rigidité de la pièce et de l’outil
– Nature du matériau à usiner
– Le type d’usinage (surfaçage, rainurage, détourage, perçage, ébauche / finition)
La formule pour déterminer la profondeur de passe idéale est généralement contenue dans les abaques des fournisseurs d’outils. Si ces informations ne sont pas données, il est possible d’appliquer des règles de calcul théoriques pour déterminer la profondeur de passe.
Exemple : en rainurage, on pourra utiliser les formules suivantes :
– Ebauche (fraise ravageuse ) : profondeur de passe maxi = 0.6 * diamètre de coupe de la fraise.
– Finition : profondeur de passe maxi = 0.3 * diamètre de coupe de la fraise.

Les stratégies d’usinage
[:en]
Les stratégies d’usinage
Fonction G81 – cycle de perçage centrage
Fonction G80 – annulation de cycle d’usinage
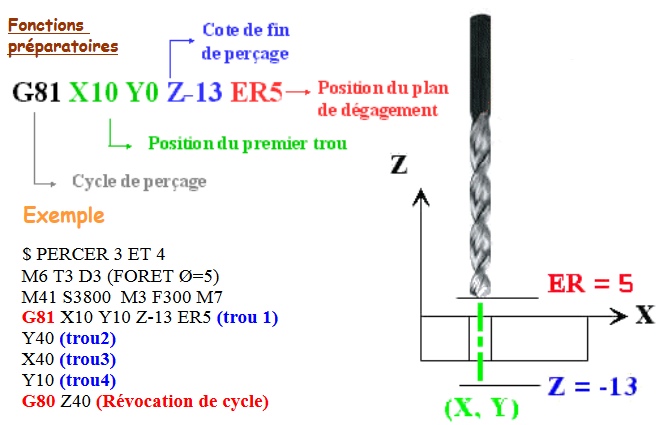
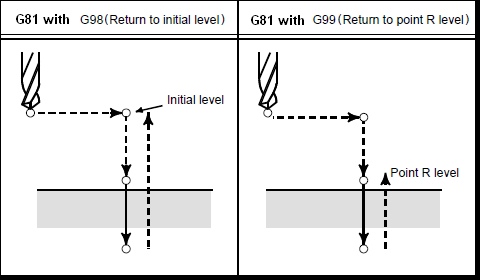
Les commandes G98 ou G99 placées juste devant le G81 permettent un retrait de l’outil dans le cycle de perçage au niveau initial ou ER5
Activation du cycle de perçage pour les cartes smoothieboard
drillingcycles.enable true
drillingcycles.dwell_units Shift
Dwell units Shift = seconds, P = millis.
-
G98 Retract to initial Z
-
G99 Retract to R plane
* G81 Simple drilling cycle.
-
G82 Drilling cycle with a pause at final depth (Dwell).
-
G83 Peck drilling cycle; incremental drilling with an retract, can be combined with dwell.
* G80 Mark the end of cycle.
Convertisseur en ligne cycle de perçage —-> Gcode normal http://www.onlfait.ch/CCDCC.js/
Les stratégies d’usinage
Il existe une méthode pour diminuer le nombre de lignes Gcode dans le cas ou :
– Il y a beaucoup de perçages de même diamètre à effectuer ( grille d’aération par exemple )
– la position de fin de perçage et de dégagement est identique pour tous les trous
Cela s’appelle les cycles de perçage.
Attention !! certaines cartes de pilotage de CNC n’interprètent pas le Gcode des cycles de perçage et dans ce cas il faut mettre le Gcode avec cycle de perçage dans un convertisseur qui va le modifier en Gcode normal.
Fonction G81 – cycle de perçage centrage
Fonction G80 – annulation de cycle d’usinage


Les commandes G98 ou G99 placées juste devant le G81 permettent un retrait de l’outil dans le cycle de perçage au niveau initial ou ER5
Activation du cycle de perçage pour les cartes smoothieboard
drillingcycles.enable true
drillingcycles.dwell_units Shift
Dwell units Shift = seconds, P = millis.
-
G98 Retract to initial Z
-
G99 Retract to R plane
* G81 Simple drilling cycle.
-
G82 Drilling cycle with a pause at final depth (Dwell).
-
G83 Peck drilling cycle; incremental drilling with an retract, can be combined with dwell.
* G80 Mark the end of cycle.
Convertisseur en ligne cycle de perçage —-> Gcode normal http://www.onlfait.ch/CCDCC.js/
Les stratégies d’usinage 3D avec le module CAM de fusion 360
Les stratégies d’usinage permettent de poursuivre 3 buts :
– diminuer le temps d’usinage
– augmenter la qualité de surface
– diminuer l’usure de l’outil
La stratégie adoptée dépend fortement de la forme du brut et de la forme finale souhaitée.
Cette stratégie se déroule le plus souvent en 2 phases ( ébauche, finition ) quelquefois en 3 phases ( ébauche, semi-finition, finition ).
Certaines stratégies consistent à combiner par exemple plusieurs type de finition en fonction des combinaisons de formes à usiner. Mais l’utilisation de celles ci dépend également si la machine est équipée ou non d’un système automatique de changement d’outils. Un gain de temps d’usinage peut être annulé par le temps d’un changement d’outil manuel.
L’adoption de stratégies d’usinage complexes dépend du type de fabrication, unitaire, petite série, grande série.
Inutile de passer énormément de temps à optimiser un usinage si la fabrication est unitaire.
- Ebauche adaptative
- Ebauche de poche
- Finition parallèle
- Finition contour
- Finition rampe
- Ebauche ou finition horizontale
- Finition bi-tangent
- Finition crête / pas constant
- Finition spirale
- Finition radiale
- Finition spirale variable
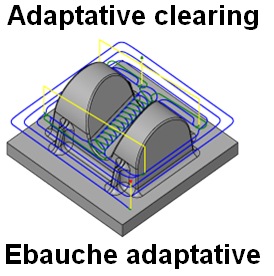
La stratégie d’ébauche 3d adaptative est une stratégie d’ébauche innovante qui présente des améliorations considérables par rapport aux stratégies d’ébauche conventionnelles.
La stratégie évite les coupes pleine largeur en enlevant progressivement de la matière sur le brut restant.
La trajectoire d’outil générée permet de garantir que les conditions de coupe restent constantes avec une charge stable sur l’outil. De ce fait, il est possible d’augmenter considérablement l’avance, permettant ainsi d’écourter le temps d’usinage de 40 % ou plus.

La stratégie de type ébauche 3d de poche constitue la stratégie d’ébauche conventionnelle permettant l’enlèvement de grandes quantités de matière.
La pièce est ébauchée niveau par niveau avec des contours parallèles lissés permettant de toujours travailler en avalant.
Afin d’éviter la plongée, l’outil travaille en rampe le long d’une trajectoire hélicoïdale entre les niveaux. Afin de conserver une vitesse d’avance élevée, permettant d’écourter le temps d’usinage, les changements de direction soudains sont évités grâce au lissage du mouvement de l’outil.

Les passes de type Parallèle constituent l’une des stratégies les plus courantes. Les passes sont parallèles au plan XY et suivent la surface dans la direction Z.
Les passes de type Parallèle sont idéales pour les zones peu profondes et le fraisage en avalant.
Pour détecter automatiquement les zones peu profondes, l’usinage peut être limité à un angle maximal entre l’extrémité de l’outil et la surface. La sélection de l’option de fraisage en avalant permet de réduire la déviation de l’outil lors de l’usinage de surfaces complexes.
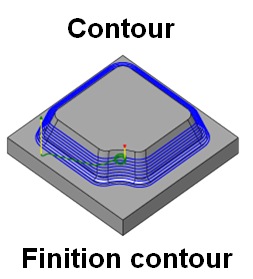
Les passes de type Contour constituent la stratégie idéale pour la finition de parois pentues. Elles conviennent également aux opérations d’usinage-semi-finition et d’usinage-finition sur les zones verticales d’une pièce.
Si un angle de plongée (de 30 à 90 degrés, par exemple) est indiqué, les zones les plus raides sont usinées tandis que les zones plus creuses, inclinées jusqu’à 30 degrés, sont laissées intactes pour être traitées à l’aide de stratégies plus appropriées.

La stratégie Finition de rampe est conçue pour les zones pentues, à l’instar de la stratégie Contour.
Toutefois, la stratégie Rampe, comme son nom l’indique, rampe jusqu’au bas des parois plutôt que d’usiner avec un Z constant, comme c’est le cas de la stratégie Contour. Cette approche permet de s’assurer que l’outil est constamment engagé, ce qui peut être important pour certaines matières telles que la céramique.

La stratégie Ebauche horizontale détecte automatiquement toutes les zones planes de la pièce et l’outil suit une trajectoire pour usiner les bords.
Lorsque la zone plane est étagée au-dessus des zones environnantes, l’outil se déplace au-dessus d’elle pour usiner les arêtes. Si l’option facultative Passe maximum en Z est activée, il est possible d’usiner les faces horizontales en plusieurs étapes, rendant cette stratégie applicable aux opérations de deux semi-finition et de finition.

La stratégie Bi-tangent définit des trajectoires d’outil le long des angles internes et des congés de petit rayon, enlevant la matière qu’aucun autre outil ne parvient à atteindre.
Que vous procédiez à une ou plusieurs passes, la stratégie Bi-tangent convient parfaitement au nettoyage des zones après l’application des autres stratégies de finition.

La stratégie Crête définit des passes situées à une distance constante les unes des autres via un décalage vers l’intérieur le long de la surface. Les passes suivent la pente et les parois verticales pour conserver le pas.
Même si la stratégie Crête peut servir à la finition d’une pièce entière, elle est principalement employée pour la reprise de matière restante, suivant une combinaison de passes de type Contour et Parallèle. Comme pour les autres stratégies de finition, il est possible de limiter l’usinage à l’aide d’une plage d’angles de contact.
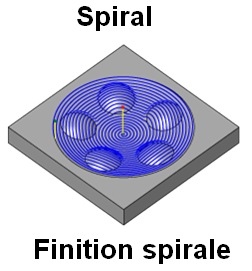
La stratégie d’usinage de type Spirale définit une trajectoire d’outil en spirale à partir d’un point de centre donné, produisant un contact constant du fait de l’usinage réalisé dans une limite spécifique.
Associée à des passes de type Contour pour les faces plus verticales, elle convient particulièrement aux pièces creuses et arrondies suivant des angles de contact avec l’outil de 40 degrés maximum. Le point de centre du détail à usiner est identifié automatiquement ou peut être défini par l’utilisateur. Cette stratégie prend également en charge les angles en contact avec l’outil.

A l’instar de l’usinage en spirale, la stratégie Radial débute également au niveau d’un point de centre, donnant la possibilité d’usiner des pièces radiales. Il est également possible d’arrêter les passes à proximité du point de centre, là où elles deviennent très serrées. Le point de centre du détail à usiner est identifié automatiquement ou peut être défini par l’utilisateur. Cette procédure peut également être utilisée avec des angles en contact avec l’outil.
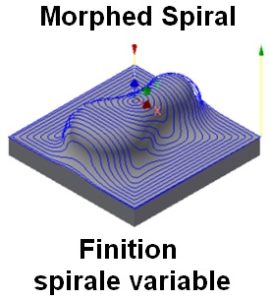
La stratégie Spirale variable est très semblable à la stratégie Spirale.
Toutefois, une opération de type Spirale variable génère la spirale à partir de la limite sélectionnée, alors qu’une opération Spirale ajuste les passes générées à la limite d’usinage. Autrement dit, il est possible d’utiliser la stratégie Spirale variable afin d’usiner des surfaces supplémentaires pour lesquelles la stratégie Spirale ne convient pas. Elle s’avère également très utile pour l’usinage de surfaces organiques ou de forme libre. Bien que la stratégie Crête soit souvent appliquée à ces types de surfaces, les angles vifs et les transitions de liaison entre les passes générées peuvent produire des marques visibles. La stratégie Spirale variable offre généralement une trajectoire d’outil nettement plus lisse qui permet d’éviter de rencontrer ce genre de problème.

Choix de l’outil selon la matière à usiner
[:fr]
Choix de l’outil selon la matière à usiner
La matière à usiner impliquera pour l’outil :
– un choix de matière ( Acier rapide HSS, carbure, diamant )
– un choix de la forme et du nombre des dents
- I ) Les outils en acier rapide (HSS)
- II ) Les outils carbures
- III ) Les fraises diamant
- IV ) Les outils industriels pour matière très dure
- V ) Les fraises avec dentures particulières
- VI ) Le nombre de dents
- VII ) Les angles de coupe et de dépouille
Les outils en acier rapide (HSS) au tungstène et molybdène
Ces outils sont en alliage d’acier fer-carbone plus tungstène (jusqu’à 20 %) et quelques éléments d’addition (cobalt, manganèse, chrome, vanadium, molybdène). Ils sont appelé outil HSS (High Speed Steel) ou outils acier rapide. Le terme acier rapide vient du fait que cet acier peut conserver sa tempe (traitement thermique de dureté) même à haute température. On peut donc avoir une température de la pointe de l’outil élevée sans que celui ci s’use rapidement, c’était un progrès à l’époque ou ces aciers ont été découvert en 1910 puis améliorées en 1930 Ces outils sont bon marché, mais ne sont pas adaptés pour usiner les matières trop dures et ne peuvent pas fonctionner à des vitesses de coupe très élevées, ils s’usent assez vite quand la matière est dure ou abrasive et doivent être réaffûtés.  Les outils HSS conviennent très bien pour les matériaux tendres comme le bois et les matières plastiques. Pour l’aluminium, cuivre ou laiton vous pouvez utilisez des outils HSS pour les formes particulières. (fraisures de vis, rainures, queue d’aronde …) parce que ce sont des usinages occasionnels et les outils carbures coûtes beaucoup plus cher pour ces outils de forme. Par contre pour les usinages classiques dans l’aluminium ou cuivre et ses alliages avec des fraises cylindriques 2 tailles, il est préférable de passer aux outils carbures qui ne coûte pas beaucoup plus cher et donne meilleure satisfaction pour la qualité de surface, vitesse de coupe possible et durée de vie.
Les outils HSS conviennent très bien pour les matériaux tendres comme le bois et les matières plastiques. Pour l’aluminium, cuivre ou laiton vous pouvez utilisez des outils HSS pour les formes particulières. (fraisures de vis, rainures, queue d’aronde …) parce que ce sont des usinages occasionnels et les outils carbures coûtes beaucoup plus cher pour ces outils de forme. Par contre pour les usinages classiques dans l’aluminium ou cuivre et ses alliages avec des fraises cylindriques 2 tailles, il est préférable de passer aux outils carbures qui ne coûte pas beaucoup plus cher et donne meilleure satisfaction pour la qualité de surface, vitesse de coupe possible et durée de vie.
Les outils carbure
Les outils carbures peuvent être :  – Monobloc Pour les matériaux qui ont tendance à coller à la fraise comme certaines matières plastiques ou l’aluminium, il faut que les copeaux soient évacués très vite. Pour cela une fraise carbure à 1 dents comme celle ci-contre conviens très bien. Il faut avancer rapidement dans la matière en tournant suffisamment vite pour limiter les efforts de coupe et évacuer le copeaux pour ne pas qu’il reste sur place et face chauffer le matériaux.
– Monobloc Pour les matériaux qui ont tendance à coller à la fraise comme certaines matières plastiques ou l’aluminium, il faut que les copeaux soient évacués très vite. Pour cela une fraise carbure à 1 dents comme celle ci-contre conviens très bien. Il faut avancer rapidement dans la matière en tournant suffisamment vite pour limiter les efforts de coupe et évacuer le copeaux pour ne pas qu’il reste sur place et face chauffer le matériaux.  Avec plaquettes brasées Lorsque vous avez un foret béton ou une lame de scie circulaire les petits plaquettes de la partie coupante sont en carbure de tungstène et elles sont brasés. On a le même principe sur certaines fraises.
Avec plaquettes brasées Lorsque vous avez un foret béton ou une lame de scie circulaire les petits plaquettes de la partie coupante sont en carbure de tungstène et elles sont brasés. On a le même principe sur certaines fraises.  Avec plaquettes démontables Il y a différent qualité de carbure Il faut savoir que les outils avec plaquettes brasées peuvent s’affûter à condition d’avoir le matériel. Ce n’est pas le cas des plaquettes démontables qui se jettent une fois usées ou cassés. Par contre le carbure des plaquettes démontable est de qualité supérieur, un carbure micro-grain qui ne peut de toute façon pas se braser.
Avec plaquettes démontables Il y a différent qualité de carbure Il faut savoir que les outils avec plaquettes brasées peuvent s’affûter à condition d’avoir le matériel. Ce n’est pas le cas des plaquettes démontables qui se jettent une fois usées ou cassés. Par contre le carbure des plaquettes démontable est de qualité supérieur, un carbure micro-grain qui ne peut de toute façon pas se braser.  Une fois qu’une extrémité de la plaquette est usée ou cassé il est possible de retourner 1 fois 2 fois ou 3 fois selon la forme de la plaquette pour utiliser les autres angles de coupe. Donc au final même si c’est du jetable la durée de vie est importante. Les outils carbures monobloc peuvent avoir différentes qualités selon la dureté des matériaux à usiner.
Une fois qu’une extrémité de la plaquette est usée ou cassé il est possible de retourner 1 fois 2 fois ou 3 fois selon la forme de la plaquette pour utiliser les autres angles de coupe. Donc au final même si c’est du jetable la durée de vie est importante. Les outils carbures monobloc peuvent avoir différentes qualités selon la dureté des matériaux à usiner.
Les fraises diamant
Le diamant industriel est une matière encore plus dure que le carbure et permet de graver, découper des matériaux très durs et abrasifs comme le verre, l’inox, le granit, la pierre. Pour les gravures fines, il est préférable d’utiliser une pointe diamant, la broche de la machine ne tourne pas et l’outil est pressé et frotte contre la matière avec un ressort.
Pour les gravures plus profondes comme par exemple dans la pierre, des outils diamant en V permettent de faire du V Carving
Les plaquettes de coupe pour matériaux très durs ( usage industriel)
Plaquettes de coupe céramiques Les outils céramiques sont réalisés dans des plaquettes amovibles (comme pour le carbure micrograin), ils sont adaptés pour l’usinage de la fonte, alliages spéciaux et aciers traités. Plaquettes de coupe PCD et CBN Le polycristallin diamant et le nitrure de bore cubique sont après le diamant les matériaux de coupe les plus dur pour les usinages dans les matériaux très durs à haute température.
Les fraises HSS ou carbures cylindriques avec dentures particulières
Fraise avec denture droite  Ce sont les fraises de défonceuse Elle conviennent bien pour la découpe du bois MDF Fraise avec denture diamant
Ce sont les fraises de défonceuse Elle conviennent bien pour la découpe du bois MDF Fraise avec denture diamant ![]() Attention à ne pas confondre avec les fraises diamant. Pour celle ci c’est juste la forme des dents qui font ressembler aux facettes d’un diamant. Ces fraises sont le plus souvent en carbure de tungstène et permettent de découper les matières denses et stratifié en la pulvérisant. L’autre avantage c’est qu’elles laissent des champs plus net avec moins de bavures surtout pour les matériaux stratifiés comme le contreplaqué. Convient pour découper le HPL, contreplaqué, plaque d’epoxy et composite comme carbone. Pour les composite d’epoxy ou carbone attention de choisir une bonne qualité de fraise, au carbure micrograin car c’est abrasif et un outil de mauvaise qualité risque de s’user très vite.
Attention à ne pas confondre avec les fraises diamant. Pour celle ci c’est juste la forme des dents qui font ressembler aux facettes d’un diamant. Ces fraises sont le plus souvent en carbure de tungstène et permettent de découper les matières denses et stratifié en la pulvérisant. L’autre avantage c’est qu’elles laissent des champs plus net avec moins de bavures surtout pour les matériaux stratifiés comme le contreplaqué. Convient pour découper le HPL, contreplaqué, plaque d’epoxy et composite comme carbone. Pour les composite d’epoxy ou carbone attention de choisir une bonne qualité de fraise, au carbure micrograin car c’est abrasif et un outil de mauvaise qualité risque de s’user très vite.
Fraise avec hélice coupe à gauche ( downcut ) 
 Le copeau et la plaque au lieu d’être aspiré vers le haut est repoussé vers le bas. Ceci est intéressant pour limiter les attaches et ne pas risquer d’avoir des plaques qui se soulèves. Empêcher les bavures au dessus de la plaque usinée. Attention, comme les copeaux vont vers le bas il faut prévoir de l’espace entre la plaque à usiner et le plateau martyr, prévoir par exemple des cales.
Le copeau et la plaque au lieu d’être aspiré vers le haut est repoussé vers le bas. Ceci est intéressant pour limiter les attaches et ne pas risquer d’avoir des plaques qui se soulèves. Empêcher les bavures au dessus de la plaque usinée. Attention, comme les copeaux vont vers le bas il faut prévoir de l’espace entre la plaque à usiner et le plateau martyr, prévoir par exemple des cales.
Le matériaux est du UHMWPE ( Ultra High Molecular Weight. Polyethylene. – Pour l’outil classique, on voit clairement que malgré les attaches, les pièces découpées ont tendance à se soulever et il y a beaucoup de bavures. – Pour l’outil avec coupe à gauche ce n’est plus le cas. Fraise de compression (hélice coupe à droite en haut et coupe à gauche en bas )  Cette fraise est particulièrement bien adapté pour la découpe de matériaux mélaminé comme le contreplaqué.
Cette fraise est particulièrement bien adapté pour la découpe de matériaux mélaminé comme le contreplaqué. 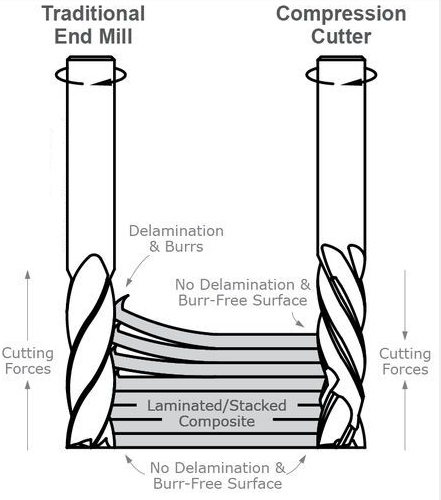 Ci dessous un test de découpe de contreplaqué avec une fraise à compression et une importante vitesse de coupe.
Ci dessous un test de découpe de contreplaqué avec une fraise à compression et une importante vitesse de coupe.
On se rend compte que même a très haute vitesse de coupe, la plaque ne bouge pas et les champs coupés sont net. Résumé sur les fraises cylindriques et les efforts axiaux 
Le nombre de dents
Le nombre de dent est très importants
- Un petit nombre de dent permet d’enlever beaucoup de matières, en effet peu de dents implique des espaces plus grand pour dégager les copeaux, donc un meilleur débit. C’est pourquoi les fraises 1 dent sont particulièrement adaptée pour les découpes dans les matériaux peu dense ( bois, plastiques, aluminium, cuivre, laiton)
 Le fait d’enlever le copeau rapidement permet d’augmenter la vitesse d’avance et également d’éviter que l’outil reste trop longtemps au même endroit, donc de moins échauffer le matériaux lors de la coupe, ceci est important pour la découpe de certains plastiques et l’aluminium.Quand la matière chauffe trop elle peu coller à l’outil et celui ci ne coupe plus.
Le fait d’enlever le copeau rapidement permet d’augmenter la vitesse d’avance et également d’éviter que l’outil reste trop longtemps au même endroit, donc de moins échauffer le matériaux lors de la coupe, ceci est important pour la découpe de certains plastiques et l’aluminium.Quand la matière chauffe trop elle peu coller à l’outil et celui ci ne coupe plus. - Un grand nombre de dent est nécessaire pour les matériaux denses ou les finitions, cela implique des copeaux plus petit, mais moins de débit possible, ainsi les vitesses avances sont plus faibles qu’avec peu de dents.
On notera aussi que les fraises avec plus de dents sont plus résistantes à la flexion et aux vibrations
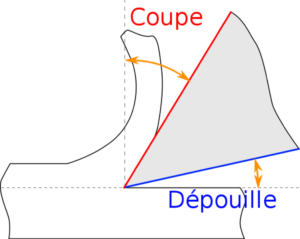
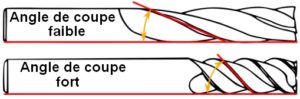 Plus l’angle de coupe est grand plus il renforce l’effort axiale, et réduit l’effort tangentielles. Pour le bois, un angles de coupe faible permet au copeau de se former plus facilement en compression et d’avoir un meilleur état de surface. Pour les matériaux plastique, un angle de coupe faible est également adapté Pour un matériaux dur comme l’acier un angle de coupe élevé permet au copeau de se soulever et on obtient ainsi un meilleur résultat. A chaque type de matériaux correspond un angle de coupe idéal.
Plus l’angle de coupe est grand plus il renforce l’effort axiale, et réduit l’effort tangentielles. Pour le bois, un angles de coupe faible permet au copeau de se former plus facilement en compression et d’avoir un meilleur état de surface. Pour les matériaux plastique, un angle de coupe faible est également adapté Pour un matériaux dur comme l’acier un angle de coupe élevé permet au copeau de se soulever et on obtient ainsi un meilleur résultat. A chaque type de matériaux correspond un angle de coupe idéal. Guide de choix des outils en Anglais réalisé par l’outilleur GDP-GUHDO (USA)

Choix de l’outil selon la forme à usiner
[:en]
I ) Surface plate assez importante
Utilisation de fraises à surfacer ( appelé aussi fraises tourteau )

Les fraises à surfacer permettent de générer une surface plane perpendiculaire à l’axe de rotation de la fraise.
Elles conviennent très bien pour surfacer une plaque martyr et corriger des défauts de planéité.
I ) Surface plate assez importante
Utilisation de fraises à surfacer ( appelé aussi fraises tourteau )
Les fraises à surfacer permettent de générer une surface plane perpendiculaire à l’axe de rotation de la fraise.
Elles conviennent très bien pour surfacer une plaque martyr et corriger des défauts de planéité.
Choix de l’outil selon la forme à usiner
- I ) Surfaces plates importantes
- II ) Coupes droites et poches
- III ) Formes 3D - sculptures
- IV ) Formes en V
- V ) Gravures de précision
- VI ) Formes particulières
I ) Surface plate assez importante
Utilisation de fraises à surfacer ( appelé aussi fraises tourteau )
Les fraises à surfacer permettent de générer une surface plane perpendiculaire à l’axe de rotation de la fraise.
Elles conviennent très bien pour surfacer une plaque martyr et corriger des défauts de planéité.
II ) Coupes droites et poches
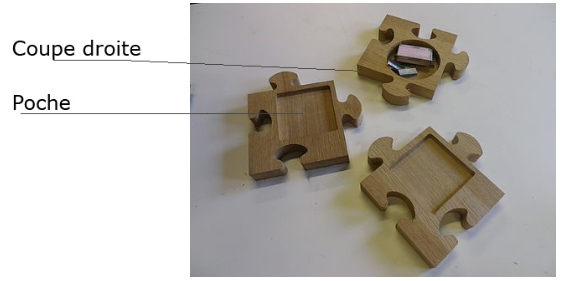
Fraise cylindrique droite ( flat nose )
Cette fraise est la plus commune, elle permet de découper des pièces avec des champs droits ou faire des poches dans le matériaux
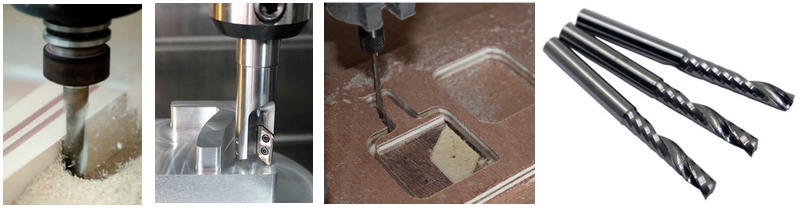
En diamètre 2 ou 3mm c’est l’outil approprié pour faire des lettrages
 |
Les fraises permettant les coupes droites et les poches font partie des fraises dites « 2 tailles » car elles permettent de générer 2 surfaces en même temps.
– une surface perpendiculaire à l’axe de la fraise – une surface parallèle à l’axe de la fraise

III ) Usinage 3D ( sculpture )
Pour l’usinage 3D un outil avec embout hémisphérique ( ball nose ) est indispensable.

L’usinage 3D est plus long que le fraisage 2D ou la découpe et le rayon de l’extrémité de l’outil devra être inférieur au plus petit rayon de la pièce à usiner quel que soit le plan XY – XZ ou YZ.
 |
Pour en savoir plus sur l’usinage 3D |
IV ) Formes en V ( V Carving )

Les fraises de V Carving ont généralement une queue de 6mm et permettent d’usiner à des angles de 45°, 60°, 90° ou 120°
Attention plus l’angle est élevé, plus la différence de vitesse de coupe entre le bas et le haut de la fraise est important, cela peut donner un état de surface légèrement différent entre le bas et le haut de la gravure, particulièrement pour certaines matières plastiques.
Utilisation 1 : Gravure de certaines polices d’écriture, calligraphie

Pour certaines polices d’écriture, les lettres ont à leurs extrémité des trait très fins.
Le diamètre d’un outil cylindrique classique ne peut pas avoir un diamètre trop petit, inférieur à 1 ou 2mm sinon il se casse avec l’effort de coupe.
Le principe c’est celui du calligraphe qui appuie plus ou moins fort sur son pinceau afin de faire son trait plus ou moins large. On demande à la CNC de descendre l’outil plus ou moins profondément afin d’avoir une largeur de coupe importante ou très fine.
Utilisation 2 : Réalisation de bas reliefs
Réaliser un bas relief en V-Carving est plus rapide que de le faire en usinage 3D avec un outil hémisphérique
Utilisation 3 : réaliser des chanfreins
Voici un exemple ou réaliser des chanfreins est nécessaire

Une technique pour faire des pliages très précis avec du Dibon ( une matière composite aluminium, plastique aluminium ) c’est de réaliser des chanfreins par exemple à 45° si on veux un pliage à 90°.
Utilisation 4 : Graver des photos en utilisant un effet visuel ( technique du halftone )
Le principe c’est d’enregistrer une photo en noir et blanc et ensuite, plus les nuances de gris sont sombres plus les points ou les lignes sont profondes.
Comme l’outil est en V ces points et ces lignes seront également plus ou moins larges selon les nuances de gris.
V ) Gravure de précision

On utilise dans ce cas des pointes javelot
On a également une forme en V mais avec un angle plus petit allant de 10 à 60°
Ces pointes javelot peuvent graver le bois, les matières plastique et l’aluminium selon les modèles ( acier ou carbure )
Utilisation 1 : Gravure de plaques plastiques ou aluminium
Utilisation 2 : Réalisation de circuit électronique
Le circuit de droite est réalisé de manière classique avec un procédé chimique.
Sur celui de gauche le circuit est gravé avec une fraiseuse CNC, les pistes sont organisée selon des zones Voronoï.
Celui du milieux est gravé avec une CNC avec la technique de gravure à l’Anglaise.
VI ) Formes particulières
Des outils sont spécialisés dans une forme spécifique, rainure, fraisure de vis, lamage, queue d’aronde …
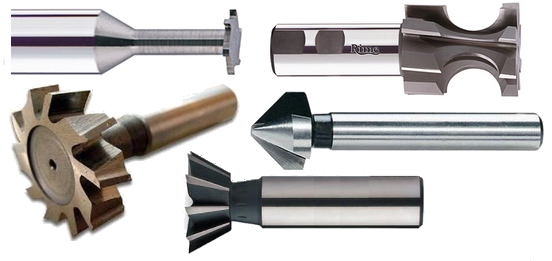
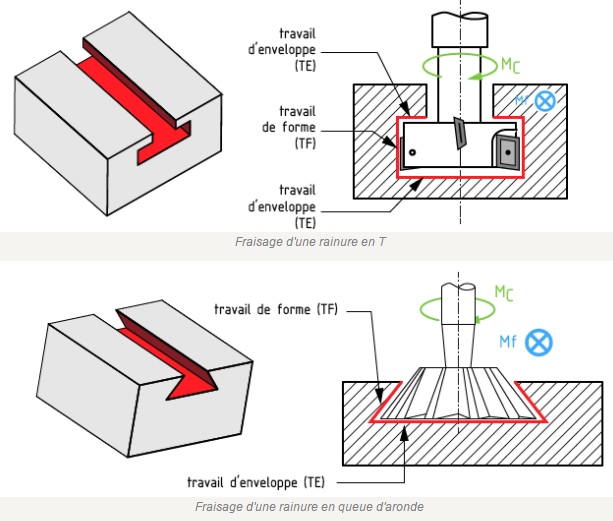
Résumé :

Voici un exemple gravure de lettre
Les gravures sont différentes et nécessitent des outils différents.
I ) Surface plate assez importante
Utilisation de fraises à surfacer ( appelé aussi fraises tourteau )
Les fraises à surfacer permettent de générer une surface plane perpendiculaire à l’axe de rotation de la fraise.
Elles conviennent très bien pour surfacer une plaque martyr et corriger des défauts de planéité.
I ) Surface plate assez importante
Utilisation de fraises à surfacer ( appelé aussi fraises tourteau )
Les fraises à surfacer permettent de générer une surface plane perpendiculaire à l’axe de rotation de la fraise.
Elles conviennent très bien pour surfacer une plaque martyr et corriger des défauts de planéité.
Choix de l’outil selon la forme à usiner
- I ) Surfaces plates importantes
- II ) Coupes droites et poches
- III ) Formes 3D - sculptures
- IV ) Formes en V
- V ) Gravures de précision
- VI ) Formes particulières
I ) Surface plate assez importante
Utilisation de fraises à surfacer ( appelé aussi fraises tourteau )
Les fraises à surfacer permettent de générer une surface plane perpendiculaire à l’axe de rotation de la fraise.
Elles conviennent très bien pour surfacer une plaque martyr et corriger des défauts de planéité.
II ) Coupes droites et poches
Fraise cylindrique droite ( flat nose )
Cette fraise est la plus commune, elle permet de découper des pièces avec des champs droits ou faire des poches dans le matériaux
En diamètre 2 ou 3mm c’est l’outil approprié pour faire des lettrages
|
Les fraises permettant les coupes droites et les poches font partie des fraises dites « 2 tailles » car elles permettent de générer 2 surfaces en même temps.
– une surface perpendiculaire à l’axe de la fraise – une surface parallèle à l’axe de la fraise
III ) Usinage 3D ( sculpture )
Pour l’usinage 3D un outil avec embout hémisphérique ( ball nose ) est indispensable.
L’usinage 3D est plus long que le fraisage 2D ou la découpe et le rayon de l’extrémité de l’outil devra être inférieur au plus petit rayon de la pièce à usiner quel que soit le plan XY – XZ ou YZ.
|
Pour en savoir plus sur l’usinage 3D |
IV ) Formes en V ( V Carving )
Les fraises de V Carving ont généralement une queue de 6mm et permettent d’usiner à des angles de 45°, 60°, 90° ou 120°
Attention plus l’angle est élevé, plus la différence de vitesse de coupe entre le bas et le haut de la fraise est important, cela peut donner un état de surface légèrement différent entre le bas et le haut de la gravure, particulièrement pour certaines matières plastiques.
Utilisation 1 : Gravure de certaines polices d’écriture, calligraphie
Pour certaines polices d’écriture, les lettres ont à leurs extrémité des trait très fins.
Le diamètre d’un outil cylindrique classique ne peut pas avoir un diamètre trop petit, inférieur à 1 ou 2mm sinon il se casse avec l’effort de coupe.
Le principe c’est celui du calligraphe qui appuie plus ou moins fort sur son pinceau afin de faire son trait plus ou moins large. On demande à la CNC de descendre l’outil plus ou moins profondément afin d’avoir une largeur de coupe importante ou très fine.
Utilisation 2 : Réalisation de bas reliefs
Réaliser un bas relief en V-Carving est plus rapide que de le faire en usinage 3D avec un outil hémisphérique
Utilisation 3 : réaliser des chanfreins
Voici un exemple ou réaliser des chanfreins est nécessaire
Une technique pour faire des pliages très précis avec du Dibon ( une matière composite aluminium, plastique aluminium ) c’est de réaliser des chanfreins par exemple à 45° si on veux un pliage à 90°.
Utilisation 4 : Graver des photos en utilisant un effet visuel ( technique du halftone )
Le principe c’est d’enregistrer une photo en noir et blanc et ensuite, plus les nuances de gris sont sombres plus les points ou les lignes sont profondes.
Comme l’outil est en V ces points et ces lignes seront également plus ou moins larges selon les nuances de gris.
V ) Gravure de précision
On utilise dans ce cas des pointes javelot
On a également une forme en V mais avec un angle plus petit allant de 10 à 60°
Ces pointes javelot peuvent graver le bois, les matières plastique et l’aluminium selon les modèles ( acier ou carbure )
Utilisation 1 : Gravure de plaques plastiques ou aluminium
Utilisation 2 : Réalisation de circuit électronique
Le circuit de droite est réalisé de manière classique avec un procédé chimique.
Sur celui de gauche le circuit est gravé avec une fraiseuse CNC, les pistes sont organisée selon des zones Voronoï.
Celui du milieux est gravé avec une CNC avec la technique de gravure à l’Anglaise.
VI ) Formes particulières
Des outils sont spécialisés dans une forme spécifique, rainure, fraisure de vis, lamage, queue d’aronde …
Résumé :
Voici un exemple gravure de lettre
Les gravures sont différentes et nécessitent des outils différents.
Choix de l’outil selon la forme à usiner
- I ) Surfaces plates importantes
- II ) Coupes droites et poches
- III ) Formes 3D - sculptures
- IV ) Formes en V
- V ) Gravures de précision
- VI ) Profondeur d'usinage
- VII ) Formes particulières
- VIII ) Résumé
I ) Surface plate assez importante
Utilisation de fraises à surfacer ( appelé aussi fraises tourteau )
Les fraises à surfacer permettent de générer une surface plane perpendiculaire à l’axe de rotation de la fraise.
Elles conviennent très bien pour surfacer une plaque martyr et corriger des défauts de planéité.
II ) Coupes droites et poches
Fraise cylindrique droite ( flat nose )
Cette fraise est la plus commune, elle permet de découper des pièces avec des champs droits ou faire des poches dans le matériaux
En diamètre 2 ou 3mm c’est l’outil approprié pour faire des lettrages
|
Les fraises permettant les coupes droites et les poches font partie des fraises dites « 2 tailles » car elles permettent de générer 2 surfaces en même temps.
– une surface perpendiculaire à l’axe de la fraise – une surface parallèle à l’axe de la fraise
III ) Usinage 3D ( sculpture )
Pour l’usinage 3D un outil avec embout hémisphérique ( ball nose ) est indispensable.
L’usinage 3D est plus long que le fraisage 2D ou la découpe et le rayon de l’extrémité de l’outil devra être inférieur au plus petit rayon de la pièce à usiner quel que soit le plan XY – XZ ou YZ.
|
Pour en savoir plus sur l’usinage 3D |
IV ) Formes en V ( V Carving )
Les fraises de V Carving ont généralement une queue de 6mm et permettent d’usiner à des angles de 45°, 60°, 90° ou 120°
Attention plus l’angle est élevé, plus la différence de vitesse de coupe entre le bas et le haut de la fraise est important, cela peut donner un état de surface légèrement différent entre le bas et le haut de la gravure, particulièrement pour certaines matières plastiques.
Utilisation 1 : Gravure de certaines polices d’écriture, calligraphie
Pour certaines polices d’écriture, les lettres ont à leurs extrémité des trait très fins.
Le diamètre d’un outil cylindrique classique ne peut pas avoir un diamètre trop petit, inférieur à 1 ou 2mm sinon il se casse avec l’effort de coupe.
Le principe c’est celui du calligraphe qui appuie plus ou moins fort sur son pinceau afin de faire son trait plus ou moins large. On demande à la CNC de descendre l’outil plus ou moins profondément afin d’avoir une largeur de coupe importante ou très fine.
Utilisation 2 : Réalisation de bas reliefs
Réaliser un bas relief en V-Carving est plus rapide que de le faire en usinage 3D avec un outil hémisphérique
Utilisation 3 : réaliser des chanfreins
Voici un exemple ou réaliser des chanfreins est nécessaire
Une technique pour faire des pliages très précis avec du Dibon ( une matière composite aluminium, plastique aluminium ) c’est de réaliser des chanfreins par exemple à 45° si on veux un pliage à 90°.
Utilisation 4 : Graver des photos en utilisant un effet visuel ( technique du halftone )
Le principe c’est d’enregistrer une photo en noir et blanc et ensuite, plus les nuances de gris sont sombres plus les points ou les lignes sont profondes.
Comme l’outil est en V ces points et ces lignes seront également plus ou moins larges selon les nuances de gris.
V ) Gravure de précision
On utilise dans ce cas des pointes javelot
On a également une forme en V mais avec un angle plus petit allant de 10 à 60°
Ces pointes javelot peuvent graver le bois, les matières plastique et l’aluminium selon les modèles ( acier ou carbure )
Utilisation 1 : Gravure de plaques plastiques ou aluminium
Utilisation 2 : Réalisation de circuit électronique
Le circuit de droite est réalisé de manière classique avec un procédé chimique.
Sur celui de gauche le circuit est gravé avec une fraiseuse CNC, les pistes sont organisée selon des zones Voronoï.
Celui du milieux est gravé avec une CNC avec la technique de gravure à l’Anglaise.
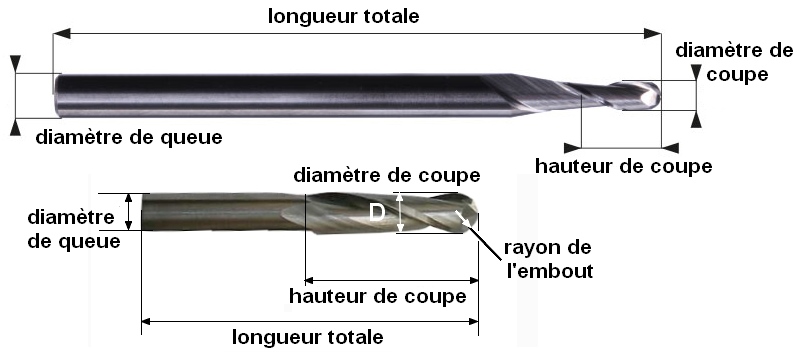
Choix de l’outil en fonction de la profondeur d’usinage

Il faut tenir compte de la longueur totale moins la longueur de la queue qui sera rentrée dans la pince de serrage ainsi que la hauteur de coupe.
Cela peut paraître évident pour de la découpe, on prend plus que l’épaisseur du matériaux.
Fait pour des usinages 3D on peut se faire piéger, s’apercevoir seulement à la fin que le mandrin touche la matière parce que l’outil n’est pas assez long.
Longueur d’outil et vibration
Plus l’outil est long plus il a tendance à vibrer avec les efforts de coupe.
Bien entendu plus l’outil sera de diamètre élevé et plus il a de dents plus il rigide et moins il vibre.
Conclusion
On choisira l’outil le moins long possible, juste ce qui est nécessaire en fonction de la profondeur maximale d’usinage
VI ) Formes particulières
Des outils sont spécialisés dans une forme spécifique, rainure, fraisure de vis, lamage, queue d’aronde …
Résumé :
Voici un exemple gravure de lettre
Les gravures sont différentes et nécessitent des outils différents.
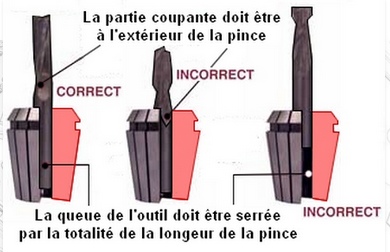
Procédure de changement d’outil
[:fr]
Procédure de changement d’outil
Quel que soit la broche ( Kress, Makita, ect … )
Le système de serrage est constitué d’un arbre fileté, d’une pince et d’un écrou
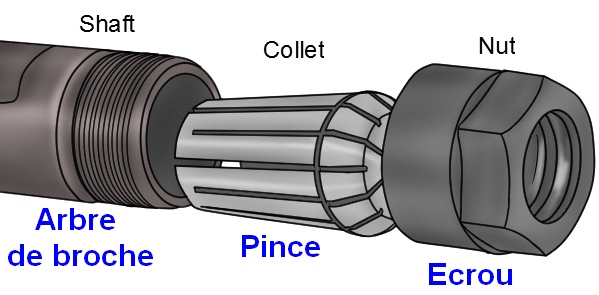
- Si le diamètre de queue de l’outil à insérer correspond au diamètre de la pince dans ce cas il faut juste dévisser légèrement l’écrou.
- Si ce n’est pas le cas il faut en plus changer la pince et en mettre une du diamètre correspondant à l’outil.
Dans les 2 cas il faut de toute façon respecter une position de l’outil à l’intérieur de la pince.
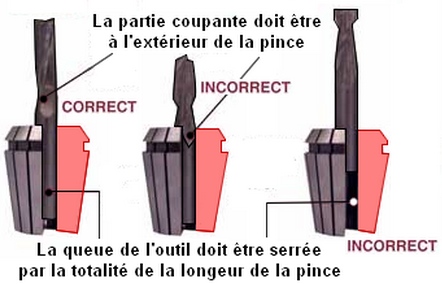
Si vous avez des changements d’outils fréquents avec des diamètres de queue différents il y a une solution qui permet de faire gagner du temps.
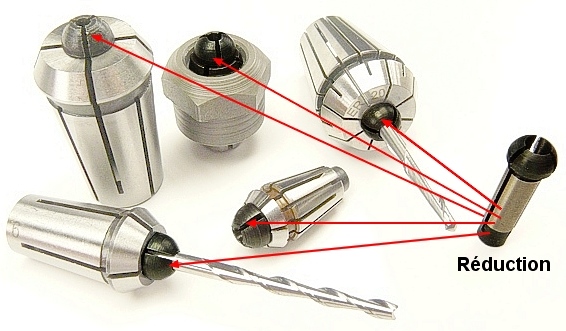
Prenez une pince correspondant à l’outil qui à le diamètre de queue le plus important.
Par exemple 8mm.
Préparez ensuite pour les outils plus petits des réduction 8mm /6mm ; 8mm / 4mm ; 8mm / 3.175mm
Cela vous fera gagner du temps lors des changement d’outils.
- L'outil est du diamètre de la pince de serrage
- L'outil est d'un diamètre différent de la pince de serrage
I ) Changement avec une broche Kress

I ) Changement avec une broche Kress